1.本发明涉及金属表面的激光熔覆技术修复领域,特别是涉及通过激光熔覆技术修复因磨损失效后冷冲模具冲头刃口的装夹装置及修复工艺。
背景技术:
2.在冲压过程中,冲头的表面与板材间存在反复挤压摩擦,所以冲头刃口的磨损是冲压模具失效的主要原因,约占到失效总数的70%~80%。当冲头磨损失效后,通常会采用焊接等简单的方法修复或直接报废,造成严重的资源浪费。激光熔覆技术具有光束能量相对集中,对基体产生的热影响区域较小等特点,采用自熔性合金粉末搭配合理的修复工艺,不仅可以有效地修复冲头的破损区域,还能够提高修复区域的综合性能,延长其使用寿命。由于冲头为回转体工件,采用激光熔覆修复技术时需要工件自转才能完成修复,而且冲头破损区域的形貌都各不相同,所以需要适当的调节冲头待修复区域与激光头的偏转角度,而目前并没有合适的修复装置与手段。在当今社会提倡发展循环经济,提高资源回收利用效率的背景下,有必要发明一种针对因磨损失效的冷冲模具冲头刃口的装夹装置及修复工艺。
技术实现要素:
3.为了克服上述现有技术的不足,本发明研制了一种激光熔覆修复冷冲模具冲头刃口的装夹装置及修复工艺。
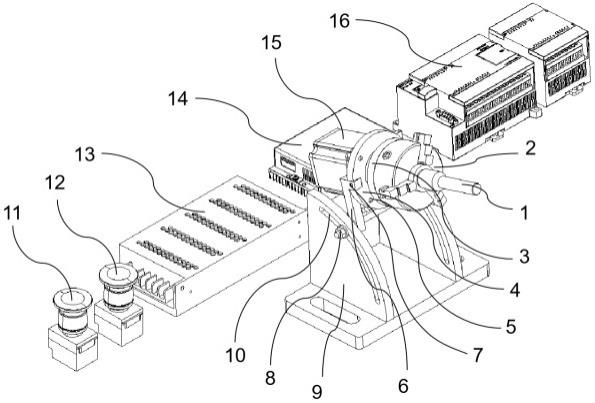
4.本发明的技术方案是:设计一种激光修复冷冲模具冲头的装夹装置及修复工艺,其特征在于:包括三爪卡盘、卡盘座、卡盘外连接盘、锁紧螺栓、支撑架、固定螺栓、锁紧螺母、底座、滑槽、停止按钮、启动按钮、24v电源转换器、驱动器、步进电机、s7-200(plc)。其中,卡盘座与三爪卡盘、卡盘外连接盘采用锁紧螺栓连接,支撑架与卡盘外连接盘采用固定螺栓连接,通过改变支撑架在底座上的滑槽内的相对位置改变待修复冲头与激光束的相对角度,同时采用锁紧螺母锁紧固定。24v电源转换器和启动按钮,停止按钮与s7-200(plc)相连接,s7-200(plc)通过连接驱动器控制步进电机带动装夹在三爪卡盘上的待修复冲头转动,利用pc机连接s7-200(plc)控制被修复冲头的回转速度。
5.进一步地,激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头待修复区域始终保持与激光头垂直;进一步地,激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平;进一步地,调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平,通过调整激光头位置使其与冲头待修复区域保持垂直。
6.采用上述三种修复工艺分别在倾斜角度为(0~60
°
)的待修复区域上进行熔覆,利用显微硬度计对制备出的熔覆层进行硬度测试,结果表明:采用激光头始终垂直于地面(水
平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺制备出的熔覆层硬度值均符合冷冲模具冲头对硬度要求;采用激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺在倾斜角度小于35
°
时制备出的熔覆硬度值符合冷冲模具冲头对硬度要求;调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平,通过调整激光头位置使其与冲头待修复区域保持垂直的修复工艺在倾斜角度小于50
°
时制备出的熔覆硬度值符合冷冲模具冲头对硬度要求。
附图说明
7.图1为本发明的激光熔覆修复冷冲模具冲头刃口的装夹装置整体结构示意图;图2为本发明的激光熔覆修复冷冲模具冲头刃口的装夹装置控制过程示意图;图3为本发明的激光熔覆修复冷冲模具冲头刃口的装夹装置电路部分连接示意图;图4为本发明的修复冷冲模具冲头刃口工艺示意图(a)激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺;(b)激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺;(c)调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平,通过调整激光头位置使其与冲头待修复区域保持垂直的修复工艺;图5为三种修复工艺在(0~60
°
)的待修复区域上制备出熔覆层的显微硬度值;图6为三种修复工艺修复冷冲模具冲头的过程图(a)待修复区域为60
°
时采用激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺;(b)待修复区域为30
°
时采用激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺;(c)待修复区域为50
°
时采用调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平,通过调整激光头位置使其与冲头待修复区域保持垂直的修复工艺;图7为三种修复工艺修复冷冲模具冲头后熔覆层与基体结合区域金相图。(a)待修复区域为60
°
时采用激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺;(b)待修复区域为30
°
时采用激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺;(c)待修复区域为50
°
时采用调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平,通过调整激光头位置使其与冲头待修复区域保持垂直的修复工艺。
8.图中:1.待修复冲头、2. 三爪卡盘、3. 卡盘座、4. 卡盘外连接盘、5. 锁紧螺栓、6. 支撑架、7. 固定螺栓、8. 锁紧螺母、9. 底座、10. 滑槽、11. 停止按钮、12. 启动按钮、13. 24v电源转换器、14. 驱动器、15. 步进电机、16. s7-200(plc)。
具体实施方式
9.下面结合附图对本发明的较佳实施例进行详细阐述,具体工艺步骤为:(1)基体材料为因刃口磨损而失效冷冲模具冲头。熔覆粉末为wc/ni合金粉末、成分如
表1所示,三种粉末的粒度均为20~50μm。冲头刃口出根据磨损形貌采用fx-40型万能工具磨床进行预处理,熔覆粉末烘干8h待用。
10.表1 ni/wc粉末与cr12mov冷作模具钢的化学成分(2)由型号为kr30的kuka机械臂携带percitec yc52激光头进行激光熔覆,所用的激光器为ipg公司的ylr-3000光纤激光器。送粉器为北京飞虹fhpf-10同步送粉器,该送粉器的送粉电压与每分钟送粉质量的关系如表2所示,为表述方便本文中的送粉量均用送粉电压表示。激光光斑直径为2.50mm,送粉气(n2)气压为0.3mpa,载气流量为600l/h,保护气(n2)气压为0.1mpa,熔覆参数均为:激光功率1200w,扫描速度2mm/s,送分点烟10v,离焦量(激光头距待修复区域的直线距离)12mm。
11.表2 送粉电压与送粉量之间的关系送粉电压(v)89101112131415161718送粉量(g/min)7891012141618202224(3)激光修复冷冲模具冲头的装夹装置,包括:待修复冲头1、三爪卡盘2、卡盘座3、卡盘外连接盘4、锁紧螺栓5、支撑架6、固定螺栓7、锁紧螺母8、底座9、滑槽10、停止按钮11、启动按钮12、24v电源转换器13、驱动器14、步进电机15、s7-200(plc)16。可以通过改变6支撑架在底座9上的滑槽10的相对位置调节冲头1被修复区域的和激光头的偏转角度,以及利用pc机连接plc16控制被修复冲头的回转速度。
12.(4)采用hvs-1000型显微硬度计测试熔覆层横截面的显微硬度分布,取点方向沿垂直熔覆层表面的中心线方向,间隔为
±
0.1mm,设定据熔覆层表面0.3mm的点为原点,共计7个测试点,计算其平均显微硬度值,测试载荷为100g,加载时间为10s。测试结果表明:采用激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺制备出的熔覆层硬度值均符合冷冲模具冲头对硬度要求;采用激光头始终垂直于地面(水平面)通过调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平的修复工艺在倾斜角度小于35
°
时制备出的熔覆硬度值符合冷冲模具冲头对硬度要求;调整所诉支撑架在滑槽内的相对位置,使冲头与地面(水平面)保持水平,通过调整激光头位置使其与冲头待修复区域保持垂直的修复工艺在倾斜角度小于50
°
时制备出的熔覆硬度值符合冷冲模具冲头对硬度要求。
13.(5)通过图7可以看出,三种修复方式对冷冲模具冲头刃口进行修复时,在合理的工艺安排下制备出的熔覆(修复)层与基体结合非常紧密,从熔覆(修复)层到基体形成了良好的过渡,没有形成较为明显的组织界线,说明形成了良好的冶金结合。熔池在凝固时由于温度梯度是朝着熔池中心方向增加的,所以结合处形成了大量的柱状等轴晶,并且指向了熔池中心。
14.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技
术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。