1.本发明涉及真空镀锌设备,更具体地说,涉及一种真空镀机组镀液连续供给装置及其供给方法。
背景技术:
2.钢铁制品广泛应用在各行各业,为了减轻钢材的腐蚀,在其表面上镀上保护层是一项通用的技术。锌由于具有牺牲阳极的特性,是很适合的保护材料。
3.现有的镀锌技术一般是采用热浸锌、电镀两种方式,热浸锌的镀层较厚,积极性稍差;而电镀的成本高,而且对环境的污染也较为严重。此外,传统涂镀技术较难实现高速涂镀。因此,从上世纪八十年代开始,日本即欧洲的钢厂开始研究采用真空气相沉积技术进行涂镀,这种涂镀方式,不仅涂镀效率高,镀层结合性好,而且生产成本低,对环境污染小。因此,采用真空镀很可能是将来的技术发展趋势。
4.为了使真空气相沉积高速连续地进行,镀材的连续供给是一个关键的环节。
5.如文献“vapor generation and deposition of zinc at high rates”提到一种补充锌液的方式:在真空腔体外的锌锅预熔锌液,通过管道和气压的作用,将锌液抽至真空腔内的坩埚,真空腔体外的锌锅可以垂直移动,系统通过改变锌锅高度的方式来补充或者排空坩埚内的锌液。但这种控制方式需要上下移动盛放锌液的锌锅,这种方式对于机械结构要求较高,而且操作不太方便。
6.如专利us3581766提及一种为真空腔体补充液体的方法和装置,但需要额外泵送镀液。
7.如专利us4612206和us4643131都提到了从真空腔体外的预熔锌锅内为坩埚补充锌液,但没提具体的控制方法。专利wo9635822a1的设备图示中,在真空腔体外位于坩埚正下方布置有锌液容器,该容器内充有n2,可以通过调节n2压力来改变坩埚内的液位,但是这种供液方式不是连续的。
8.又如专利cn101680080b、cn101855380b、cn109496240a均有提到蒸发坩埚位于真空腔体内而再加料炉位于真空腔体外的补液方式,n103328680b则是蒸发坩埚也位于真空腔体外部,但上述专利均未提及如何排空坩埚内的锌液。
技术实现要素:
9.针对现有技术中存在的上述缺陷,本发明的目的是提供一种真空镀机组镀液连续供给装置及其供给方法,在真空镀生产时连续地供给镀液,使机组可以不间断地运行。
10.为实现上述目的,本发明采用如下技术方案:
11.一方面,一种真空镀机组镀液连续供给装置,与真空镀机组中的蒸气喷射装置连接,包括均通过连接管道依次相连的熔化锅、镀液缓存及压力调节罐、以及位于真空腔体内的镀液蒸发坩埚,所述镀液蒸发坩埚与所述蒸气喷射装置连接;
12.所述熔化锅用以将镀材加热融化成镀锌液;
13.所述镀液缓存及压力调节罐位于所述熔化锅的上方,所述连接管道的上端连通于所述镀液缓存及压力调节罐的底部,所述连接管道的下端浸入于所述镀锌液内;
14.所述真空腔体位于所述镀液缓存及压力调节罐的侧方,所述连接管道的一端连通于所述镀液缓存及压力调节罐的底部,所述连接管道的另一端连通于所述镀液蒸发坩埚的底部,所述镀液蒸发坩埚的外侧面还设有加热装置。
15.所述熔化锅与所述镀液缓存及压力调节罐之间的所述连接管道上设有第一阀门。
16.所述镀液缓存及压力调节罐的内部最顶部与所述镀锌液的液面之间的高度差为>2000mm。
17.所述镀液缓存及压力调节罐与所述镀液蒸发坩埚之间的所述连接管道上设有第二阀门。
18.所述镀液缓存及压力调节罐与所述镀液蒸发坩埚之间的所述连接管道设置为倾斜形式或是u型管形式。
19.所述镀液缓存及压力调节罐的底部低于所述镀液蒸发坩埚的底部。
20.所述镀液缓存及压力调节罐的底部与所述镀液蒸发坩埚的底部之间的高度差为200~500mm。
21.所述镀液缓存及压力调节罐的内径大于所述镀液蒸发坩埚的内径。
22.所述镀液缓存及压力调节罐的顶部通过气体管路连接保护气源。
23.所述气体管路上设有第三阀门和压力传感器。
24.所述镀液蒸发坩埚的顶部具有坩埚盖子,所述坩埚盖子通过蒸气排出管连接所述蒸气喷射装置。
25.所述蒸气排出管上设有第四阀门。
26.另一方面,一种真空镀机组镀液连续供给方法,将所述镀液连续供给装置安装完成后,首先对所述真空腔体、所述镀液蒸发坩埚及所述镀液缓存及压力调节罐进行气密性测试,通过测试后才可进行正常生产使用,所述熔化锅将镀材加热融化成镀锌液,通过连接管道将所述镀锌液供给所述镀液缓存及压力调节罐,所述镀液缓存及压力调节罐通过连接管道将所述镀锌液供给所述镀液蒸发坩埚,所述镀液蒸发坩埚通过所述加热装置将所述镀锌液加热蒸发为气态供给所述蒸气喷射装置进行真空镀锌。
27.所述气密性测试包括以下步骤:
28.1)对所述真空腔体、所述镀液蒸发坩埚抽真空,同时对所述镀液缓存及压力调节罐抽真空;
29.2)待步骤1)完成后,开始加热所述镀液蒸发坩埚、所述镀液缓存及压力调节罐、所述连接管道,同时往所述熔化锅投入镀材并加热。
30.所述抽真空的操作如下:
31.将所述蒸气排出管上的所述第四阀门打开,将所述镀液蒸发坩埚与所述镀液缓存及压力调节罐之间的所述连接管道上的所述第二阀门关闭;
32.将所述镀液缓存及压力调节罐与所述熔化锅之间的所述连接管道上的所述第一阀门关闭。
33.所述正常生产使用包括待所述镀液蒸发坩埚、所述镀液缓存及压力调节罐、所述连接管道及所述熔化锅加热达到工艺温度要求后,先打开所述第一阀门,所述熔化锅内的
所述镀锌液输入至所述镀液缓存及压力调节罐,再打开所述第三阀门充入保护气体,用以调节所述镀液缓存及压力调节罐内压力,待所述镀液缓存及压力调节罐内压力稳定后,打开所述第二阀门,所述镀锌液输入至所述镀液蒸发坩埚,打开所述第四阀门,通过所述加热装置将所述镀锌液加热蒸发为气态通过所述蒸气排出管供给所述蒸气喷射装置进行真空镀锌。
34.还包括所述镀液连续供给装置停止步骤,具体如下:
35.s1、关闭所述第四阀门,不再释放蒸气;
36.s2、关闭所述第二阀门,同时往所述镀液缓存及压力调节罐内充保护气体,在压力和高度差的共同作用下,所述镀锌液回流至所述熔化锅内;
37.s3、所述镀液缓存及压力调节罐内所述镀锌液排空后,关闭所述第一阀门,抽出所述镀液缓存及压力调节罐内的保护气体;
38.s4、打开所述第二阀门,所述镀液蒸发坩埚内的所述镀锌液回流至所述镀液缓存及压力调节罐,使所述镀液缓存及压力调节罐内压力升高;
39.s5、待压力稳定不再上升后,再重复步骤s2~步骤s4。
40.所述步骤s4执行时,若所述镀液缓存及压力调节罐内压力不升高,则说明所述镀液蒸发坩埚内的所述镀锌液已排空,此时关闭所述第二阀门,停止加热,将所述镀液缓存及压力调节罐内所述镀锌液排空,关闭所述第一阀门,并开始冷却所述连接管道。
41.所述镀液连续供给装置还包括重启步骤。
42.所述加热方式为感应加热或电阻加热。
43.所述冷却方式为通水、通液氮或通氟利昂。
44.在上述的技术方案中,本发明所提供的一种真空镀机组镀液连续供给装置及其供给方法,具有以下几点有益效果:
45.1)在真空腔体外熔化镀材,补料方便;
46.2)镀液缓存及压力调节罐的进液管深入镀锌液的液面下,可以避免吸入液面因氧化产生的杂质;
47.3)通过可以调节内部压力的镀液缓存及压力调节罐,可以使镀液蒸发坩埚内的蒸气迅速地达到工艺压力;
48.4)通过几次镀液缓存及压力调节罐的抽吸保护气体,可以将镀液蒸发坩埚内的镀锌液排空,同时,镀液蒸发坩埚与镀液缓存及压力调节罐之间连通管路内可能残留的镀锌液在冷却凝固之后,将自然地分隔两个腔体,将给停机后的重启带来便利。
附图说明
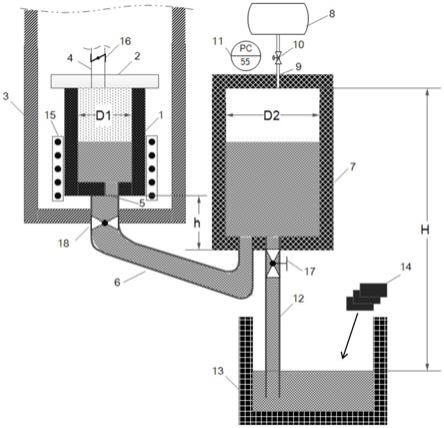
49.图1是本发明镀液连续供给装置实施例的结构示意图。
具体实施方式
50.下面结合附图和实施例进一步说明本发明的技术方案。
51.如图1所示,本发明所提供的一种真空镀机组镀液连续供给装置,与真空镀机组中的蒸气喷射装置连接,包括均通过连接管道6、12依次相连的熔化锅13、镀液缓存及压力调节罐7、以及位于真空腔体3内的镀液蒸发坩埚1,镀液蒸发坩埚1的顶部具有坩埚盖子2,坩
埚盖子2上通过蒸气排出管4与蒸气喷射装置连接,蒸气排出管4上布置有第四阀门16。
52.熔化锅13是安置于大气中的容器,其作用是将固态镀材14加热融化成镀锌液。熔化锅13通过连接管道12与镀液缓存及压力调节罐7相连接,为镀液缓存及压力调节罐7提供镀锌液,同时也接收镀液缓存及压力调节罐7排出的镀锌液。连接管道12上布置有第一阀门17,用于切断或者接通熔化锅13与镀液缓存及压力调节罐7之间的连接。
53.镀液缓存及压力调节罐7位于熔化锅3的上方,且还是位于真空腔体3外的一个密闭容器,镀液缓存及压力调节罐7的底部通过连接管道12与熔化锅13相连接,还通过连接管道6与镀液蒸发坩埚1的底部相连接,连接管道6上布置有第二阀门18,镀液缓存及压力调节罐7的顶部通过气体管路9连接保护气源8,气体管路9上布置有第三阀门10,还布置有压力传感器11,还可选布置液位传感器(图中未标出)。镀液缓存及压力调节罐7选材应该是与镀材14不反应的材料;内表面必须致密无疏松孔洞,避免镀液侵入材料内部,由于不同的热膨胀导致应力,进而影响其罐体寿命;罐体必须整体加热至镀材熔点以上、蒸发温度以下。在开停机及生产过程中,罐体内的液位可以通过保护气体的充入和放出来调节。
54.真空腔体3位于镀液缓存及压力调节罐7的侧方,真空腔体3的材质为内通冷却水的双层不锈钢制容器。镀液蒸发坩埚1位于真空腔体3内,作用是通过加热装置15将镀锌液加热蒸发成气态,通过坩埚盖子2上的蒸气排出管4与蒸气喷射装置连接,为待镀基板提供气态镀材。镀液蒸发坩埚1选材为与镀材14不反应的材料;镀液蒸发坩埚1选用传热性能好的材料;与镀液和蒸气接触的表面必须致密无疏松孔洞,避免镀液或蒸气侵入材料内部,由于不同的热膨胀导致应力,进而影响镀液蒸发坩埚1的使用寿命;镀液蒸发坩埚1必须整体加热至镀材蒸发温度以上,坩埚内布置有温度及液位传感器(图中未标出);在生产时,根据工艺压力选择对应该饱和蒸气压力的温度。
55.镀液缓存及压力调节罐7的内径d2大于镀液蒸发坩埚1的内径d1。
56.镀液缓存及压力调节罐7的内部最顶部与熔化锅13内镀锌液的液面之间的高度差h需>2000mm。
57.镀液缓存及压力调节罐7的底部需低于镀液蒸发坩埚1的底部设置,两者之间的高度差h为200~500mm。
58.连接管道6、12、蒸气排出管4、第一阀门17、第二阀门18和第四阀门16所选的材料都必须是可以耐受镀液腐蚀、镀液温度的。为了保证工作时镀材在管道内一直呈液态,管道必须是可以加热的,管道材料具有良好的导热性;在设备停止工作或者检修的时候,为了提高效率,管壁又是可以冷却。
59.镀液蒸发坩埚1也可以设计成其出口位置5具有固态镀材堵塞的形式。
60.本发明还提供了一种真空镀机组镀液连续供给方法,将镀液连续供给装置安装完成后,首先对真空腔体3、镀液蒸发坩埚1及镀液缓存及压力调节罐7进行气密性测试,测试时,切断各容器间的连接。通过测试后才可进行正常生产使用,熔化锅13将镀材14加热融化成镀锌液,通过连接管道12将镀锌液供给镀液缓存及压力调节罐7,镀液缓存及压力调节罐7通过连接管道6将镀锌液供给镀液蒸发坩埚1,镀液蒸发坩埚1通过加热装置15将镀锌液加热蒸发为气态供给蒸气喷射装置进行真空镀锌。
61.气密性测试包括以下步骤:
62.1)对真空腔体3、镀液蒸发坩埚1抽真空。此时,将蒸气排出管4上的第四阀门16打
开,从此处抽真空;同时,将镀液蒸发坩埚1与镀液缓存及压力调节罐7之间的连接管道6上的第二阀门18保持关闭状态;若是采用固态镀材堵塞方式,则无需关闭第二阀门18;同时也对镀液缓存及压力调节罐7抽真空,将镀液缓存及压力调节罐7与熔化锅13之间的连接管道12上的第一阀门17关闭,切断镀液缓存及压力调节罐7与熔化锅13之间的连通;
63.2)待步骤1)完成后,开始加热镀液蒸发坩埚1、镀液缓存及压力调节罐7、连接管道6、12,同时往熔化锅13投入镀材14并加热。
64.正常生产使用包括待镀液蒸发坩埚1、镀液缓存及压力调节罐7、连接管道6、12及熔化锅13加热达到工艺温度要求后,先打开第一阀门17,由于压差,熔化锅13内的镀锌液倒吸入至镀液缓存及压力调节罐7,再打开第三阀门10充入保护气体,用以调节镀液缓存及压力调节罐7内压力,待镀液缓存及压力调节罐7内压力稳定后(该压力是坩埚正常工作时要求的工艺压力,在3000~10000pa),打开第二阀门18,由于压差,镀锌液再倒吸入至镀液蒸发坩埚1,打开第四阀门16,通过加热装置15将镀锌液在镀液蒸发坩埚1内加热蒸发为气态,最后通过蒸气排出管4供给蒸气喷射装置进行真空镀锌。
65.在工作过程中,由于连通器的作用,镀液蒸发坩埚1内的压力与镀液缓存及压力调节罐7内的压力是一样的。待镀液缓存及压力调节罐7可以源源不断地为镀液蒸发坩埚1补充镀锌液。
66.需要调节镀液蒸发坩埚1内蒸气压力的时候,将调整加热装置15的输出功率改变镀液温度,这会有一定的滞后。为了快速达到设定压力,可以通过调整镀液缓存及压力调节罐7内的压力来实现。
67.在镀液连续供给装置需要停止的时候,执行如下步骤:
68.s1、关闭第四阀门16,不再释放蒸气;
69.s2、关闭第二阀门18,同时,往镀液缓存及压力调节罐7内充保护气体,在压力和高度差的共同作用下,镀锌液回流至熔化锅13内;
70.s3、镀液缓存及压力调节罐7内镀锌液排空后,关闭第一阀门17,抽出镀液缓存及压力调节罐7内的保护气体;
71.s4、打开第二阀门18,镀液蒸发坩埚1内的镀锌液回流至镀液缓存及压力调节罐7,使镀液缓存及压力调节罐7内压力升高;
72.s5、待压力稳定不再上升后,再重复步骤s2~步骤s4。
73.步骤s4执行时,若镀液缓存及压力调节罐7内压力升高不明显,则说明镀液蒸发坩埚1内的镀锌液已基本排空,此时关闭第二阀门18,停止加热,将镀液缓存及压力调节罐7内镀锌液排空,关闭第一阀门17,并开始冷却连接管道6、12。
74.镀液连续供给装置具有重启步骤,装置重启的流程,与装置启动的流程类似。两者间的区别在连接管道6内可能沉积了部分的固态镀液,这对于腔体抽真空是有利的:即使不关闭第二阀门18,镀液蒸发坩埚1与镀液缓存及压力调节罐7之间也被隔离开来。
75.连接管道6的设计可以是如图示的倾斜形式或是u型管形式,目的在于在两次使用过程中,可以让部分的锌液凝结在最低处并堵塞管道,形成自然密封的效果。
76.加热方式为感应加热或电阻加热。冷却方式为通水、通液氮或通氟利昂等介质对装置进行冷却。装置的材质,要兼顾导热和耐高温、耐蚀性,可以是单一材料的,也可以是采用经过表面处理的材料。
77.实施例
78.镀液蒸发坩埚1位于真空腔体3内,材质为经过表面处理的石墨,镀液蒸发坩埚1直径d1=700mm。在真空腔体3外,有一个直径d2=900mm的镀液缓存及压力调节罐7,材质为经过表面处理的不锈钢,该罐的压力调节通过抽、吸保护气体的方式来实现,镀液缓存及压力调节罐7使用的保护气体为n2。镀液缓存及压力调节罐7的底部设置比镀液蒸发坩埚1的底部低,两者之间的高度差h=400mm。布置在镀液缓存及压力调节罐7下方的是熔化锅13,熔化锅13可选用与现有镀锌机组锌锅一样的材质。镀液缓存及压力调节罐7的内壁最高处与熔化锅13内的液面距离h=2200mm。
79.装置初次投入使用的时候,切断镀液蒸发坩埚1、镀液缓存及压力调节罐7之间的连接,镀液蒸发坩埚1与真空腔体3一起抽真空,使真空度≤5
×
10-3
pa;镀液缓存及压力调节罐7与熔化锅13之间的连接也被切断,抽真空至真空度≤2
×
10-3
pa。
80.待上述抽真空步骤完成之后,可以开始加热镀液蒸发坩埚1、镀液缓存及压力调节罐7、连接管道6、12、蒸气排出管4、第一阀门17、第二阀门18和第四阀门16,往熔化锅13投入锌锭并加热。镀液蒸发坩埚1加热至600~800℃,镀液缓存及压力调节罐7、连接管道6、12及第一阀门17、第二阀门18和第四阀门16加热至锌的熔点,熔化锅13将锌锭完全熔化。
81.待各个设备达到所要求的工艺温度之后,先开启镀液缓存及压力调节罐7与熔化锅13之间连接管道12上的第一阀门17,由于压差,熔化锅13内的镀锌液将被倒吸入镀液缓存及压力调节罐7中,同时,开启镀液缓存及压力调节罐7的第三阀门10,充入n2,使压力达到工艺要求的锌蒸气压力(3000~10000pa)。
82.待镀液缓存及压力调节罐7内的压力稳定之后,开启镀液蒸发坩埚1、第二阀门18,由于压差,镀液缓存及压力调节罐7内的镀锌液将被倒吸入镀液蒸发坩埚1,在加热装置15的作用下镀锌液在镀液蒸发坩埚1内被蒸发。
83.在工作过程中,由于连通器的作用,镀液蒸发坩埚1内的压力与镀液缓存及压力调节罐7内的压力是一样的。如果镀液蒸发坩埚1内的工作压力需要调节,本装置可以很快地实现调节过程:
84.1)若是要降低镀液蒸发坩埚1内的蒸气压力,所需进行的操作是降低加热装置15的输出功率,然而,这无法立即使压力方式改变,此时,可以先关闭第一阀门17,抽走镀液缓存及压力调节罐7内的气体,使该罐体内的压力达到镀液蒸发坩埚1所需的压力,这时,镀液蒸发坩埚1内的部分锌液将流出,压力就能很快达到设定值。待镀液蒸发坩埚1内压力稳定达到要求之后,再打开镀液缓存及压力调节罐7与熔化锅13之间连接管道12上的第一阀门17;
85.2)若是要增加镀液蒸发坩埚1内的蒸气压力,所需进行的操作是增加加热装置15的输出功率,然而,这无法立即使压力方式改变,此时,可以先关闭镀液缓存及压力调节罐7与熔化锅13之间连接管道12上的第一阀门17,往镀液缓存及压力调节罐7内充气,使该罐体内的压力达到镀液蒸发坩埚1所需的压力,这时,将有镀锌液由镀液缓存及压力调节罐7流入镀液蒸发坩埚1,压力就能很快达到设定值。待镀液蒸发坩埚1内压力稳定达到要求之后,再打开镀液缓存及压力调节罐7与熔化锅13之间连接管道12上的第一阀门17。
86.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变
化、变型都将落在本发明的权利要求书范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。