1.本发明涉及热障涂层制备技术领域,具体涉及一种实现电子束物理气相沉积自动蒸发陶瓷靶材制备热障涂层的装置。
背景技术:
2.热障涂层作为发动机热端部件的防护层一般由陶瓷层和金属粘结层组成,目前应用最广泛的陶瓷层为8ysz层,但其在1473k以上的服役时会发生涂层相变和烧结,且易被高温腐蚀,不能满足日益发展的航空航天技术需求。因此研究人员将其它具有高熔点、低热导率、和高温稳定性等优势的新材料与8ysz结合组成双层热障涂层。
3.电子束物理气相沉积(electron beam physical vapour deposition, eb
‑
pvd)技术是当前主流的热障涂层制备技术。eb
‑
pvd工作过程为:电子枪产生高能电子束,电子束束流在磁场或电场的作用下运动到靶材表面,靶材被熔化蒸发,蒸气最后到达待沉积的样品表面冷凝成涂层。
4.目前eb
‑
pvd使用的陶瓷靶材蒸发装置为单坩埚装置,为保证涂层厚度的均匀性,单批次的待沉积样品的装炉量较少。并且目前 eb
‑
pvd制备双层陶瓷层的过程中待第一层陶瓷层沉积完成后,人工更换靶材后再进行第二层靶材制备,更换靶材的过程影响涂层表面温度,不利于涂层稳定沉积。公开号为cn111607762a的专利中,给出了一种实现单靶材自动蒸发的方式,但是这种装置只能实现单层陶瓷层的自动稳定制备,制备双陶瓷层时依旧需要更换靶材,影响制备工艺稳定性。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供一种实现电子束物理气相沉积自动蒸发陶瓷靶材制备热障涂层的装置以及制备方法,本发明在电子束物理气相沉积制备涂层的过程中,通过第一顶料组件带动第一坩埚内的靶材上下移动,第二顶料组件带动第二坩埚内的靶材上下移动,通过旋转组件带动第一坩埚和第二坩埚内的靶材按照一定速度自动旋转,实现靶材的自动、均匀、稳定蒸发,且实现电子束物理气相沉积过程中靶材自动更换,提高了电子束物理气相沉积涂层制备热障涂层工作效率,有利于改善双陶瓷层涂层的结构稳定性,提高制备过程的工艺稳定性。
6.本发明的技术方案如下:
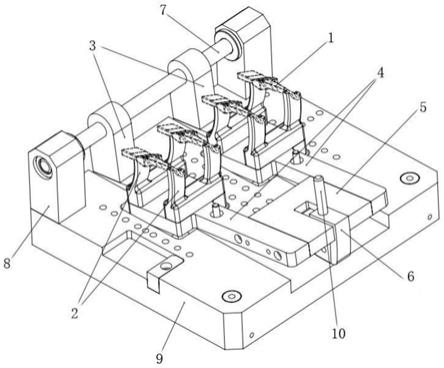
7.一种实现自动蒸发陶瓷靶材制备热障涂层的装置,所述装置包括:第一顶料组件1、第二顶料组件2、旋转组件3和坩埚组件4;所述坩埚组件4位于旋转组件3上方,旋转组件3位于第一顶料组件1和第二顶料组件2上方;
8.所述旋转组件3能够在涂层制备过程带动坩埚组件4中第一坩埚 26和第二坩埚27中的靶材中按一定速度旋转,使得靶材表面被均匀蒸发;第一顶料组件1能够使得坩埚组件4中第一坩埚26中的靶材的上下移动;第二顶料组件2能够使得坩埚组件4中第二坩埚27中的靶材的上下移动。
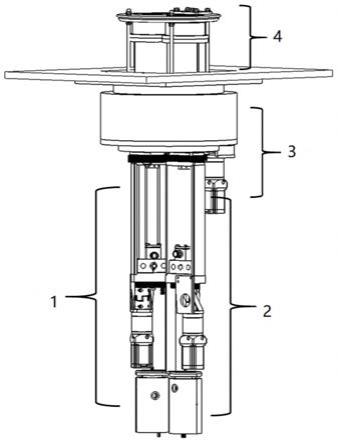
9.优选地,所述第一顶料组件1和第二顶料组件2组成相同,均包括顶料电机5、顶料杆6、第一顶料螺杆7、第二顶料螺杆8、顶料滑块9、顶料齿轮ⅰ10、顶料齿轮ⅱ11和顶料齿轮ⅲ12、固定架13;其中,顶料电机5与顶料齿轮ⅰ10连接,用于驱动和控制所述顶料齿轮ⅰ10转动;顶料齿轮ⅰ10与顶料齿轮ⅱ11外啮合,顶料齿轮ⅱ11 与顶料齿轮ⅲ12外啮合;顶料齿轮ⅰ10用于带动顶料齿轮ⅱ11和顶料齿轮ⅲ12转动;所述顶料齿轮ⅰ10、所述顶料齿轮ⅱ11和所述顶料齿轮ⅲ12的上方设置固定架13,所述固定架13位于第一顶料螺杆 7和第二顶料螺杆8的下方,顶料齿轮ⅰ10通过固定架13带动第一顶料螺杆7转动,顶料齿轮ⅲ12通过固定架13带动第二顶料螺杆8 转动;第一顶料螺杆7和第二顶料螺杆8分别贯穿顶料滑块9且与顶料滑块9螺纹配合,用于使顶料滑块9上下移动;顶料滑块9位于顶料杆6的下方且与顶料杆6连接,用于带动顶料杆6上下移动。
10.优选地,所述旋转组件3包括公转部件与自转部件两部分。所述自转部件包括自转电机21、小磁流体ⅰ19、小磁流体ⅱ20、主自转齿轮14、从自转齿轮ⅰ15、从自转齿轮ⅱ16、轴向密封体ⅰ17和轴向密封体ⅱ18。自转电机21带动主自转齿轮14转动,从而带动与主自转齿轮14啮合的从自转齿轮ⅰ15和从自转齿轮ⅱ16转动;从自转齿轮ⅰ15通过轴向密封体ⅰ17与小磁流体ⅰ19连接,通过从自转齿轮ⅰ15转动带动小磁流体ⅰ19转动;从自转齿轮ⅱ16通过轴向密封体ⅱ18与小磁流体ⅱ20连接,通过从自转齿轮ⅱ16转动带动小磁流体ⅱ20转动。
11.优选地,所述公转部件包括公转电机22、大磁流体23、法兰ⅰ24、法兰ⅱ25。自转部件位于公转部件的大磁流体23的内部,小磁流体ⅰ19与法兰ⅰ24连接,小磁流体ⅱ20与法兰ⅱ25连接,法兰ⅰ24 和法兰ⅱ25通过胶圈密封在大磁流体23上。公转电机22带动大磁流体23转动,大磁流体23转动后可以带动自转部件整体转动,从而实现小磁流体ⅰ19和小磁流体ⅱ20的位置互换。
12.优选地,所述坩埚组件4包括坩埚挡板30、第一坩埚26、第二坩埚27、第一坩埚过渡套28和第二坩埚过渡套29。第一坩埚26底部与第一坩埚过渡套28顶部尺寸吻合,且接触面的水流通孔一一对应;第二坩埚27底部与第二坩埚过渡套29顶部尺寸吻合,且接触面的水流通孔一一对应。所述坩埚挡板30固定于第一坩埚26和第二坩埚27上方。
13.优选地,所述坩埚组件4位于所述旋转组件3上方,第一坩埚过渡套28与小磁流体ⅰ19固定连接,且接触面的水流通孔一一对应;第二坩埚过渡套29与小磁流体ⅱ20固定连接,且接触面的水流通孔一一对应。旋转组件3中的大磁流体23旋转带动小磁流体ⅰ19和小磁流体ⅱ20的位置互换,从而带动第一坩埚26和第二坩埚27位置互换。
14.优选地,所述旋转组件3位于第一顶料组件1和第二顶料组件2 上方,从自转齿轮ⅰ15位于第一顶料组件1上方,从自转齿轮ⅱ16 位于第二顶料组件2上方;第一顶料组件1中的顶料杆6通过转接口与从自转齿轮ⅰ15连接,然后依次穿过小磁流体ⅰ19、第一坩埚过渡套28和第一坩埚26;第二顶料组件2中的顶料杆6通过转接口与从自转齿轮ⅱ16连接,然后依次穿过小磁流体ⅱ21、第二坩埚过渡套29和第二坩埚27;第一顶料组件1中的顶料杆6与第一坩埚26 中的靶材接触,带动靶材上下移动;第二顶料组件2中的顶料杆6与第二坩埚27中的靶材接触,带动靶材上下移动。
15.采用所述实现自动蒸发陶瓷靶材制备热障涂层的装置制备双层陶瓷层的方法,所述方法步骤如下:
16.1)旋转组件3按一定速度旋转使得靶材表面被均匀蒸发;
17.2)第一顶料组件1和第二顶料组件2中的顶料杆6分别与第一坩埚26和第二坩埚27中的靶材底面接触;
18.3)在制备第一坩埚26内靶材成分的第一层涂层时,坩埚挡板 30位于第二坩埚27上方,防止第二坩埚27内靶材被污染,第一顶料组件1中的顶料杆6将第一坩埚26内的靶材上移至略高于第一坩埚26表面位置,根据靶材的蒸发速度不断上移靶材;第二顶料组件 2中的顶料杆6将第二坩埚27内的靶材下移至第二坩埚过渡套29内并保持不动;
19.4)在第一层涂层制备完成后,通过旋转组件3转动带动第一坩埚26和第二坩埚27位置互换,使得坩埚挡板30位于第一坩埚26上方,防止第一坩埚26内靶材被污染,第一顶料组件1中的顶料杆6 将第一坩埚26内的靶材下移至第一坩埚过渡套28内并保持不动,第二顶料组件2中的顶料杆6将第二坩埚27内的靶材上移至略高于第二坩埚27表面位置,根据靶材的蒸发速度不断上移靶材,开始制备第二坩埚27内的靶材成分的第二层涂层直至完成。
20.所述的制备热障涂层的装置制备单层陶瓷层的方法,所述方法步骤如下:
21.第一坩埚26和第二坩埚27内放置相同的靶材;第一顶料组件1 和第二顶料组件2中的顶料杆6分别与第一坩埚26和第二坩埚27中的靶材底面接触,第一顶料组件1中的顶料杆6和第二顶料组件2中的顶料杆6同时将第一坩埚26和第二坩埚内27的靶材上移至略高于坩埚表面位置,根据靶材的蒸发速度不断上移靶材;在涂层制备过程中,在旋转组件3的带动下,第一坩埚26和第二坩埚27内的靶材一直按一定速度旋转,从而使得靶材表面被均匀蒸发。
22.与现有技术相比,本发明的一种实现自动蒸发陶瓷靶材制备热障涂层的装置以及制备方法的优势在于以下几点:
23.1)本发明提供的上述实现电子束物理气相沉积自动蒸发陶瓷靶材制备热障涂层的装置可以增加单批次制备单层涂层的样品的数量。将坩埚挡板撤出,在第一坩埚和第二坩埚内放置相同材料靶材,待沉积样品分别放置在第一坩埚和第二坩埚上方,通过第一顶料组件和第二顶料组件带动第一坩埚和第二坩埚内的靶材上下移动,通过旋转组件带动第一坩埚和第二坩埚同时旋转,从而实现自动、均匀、稳定制备涂层,并且提高生产效率,同时保证涂层厚度的均匀性。
24.2)本发明提供的上述实现电子束物理气相沉积自动蒸发陶瓷靶材制备热障涂层的装置可以用于制备双层陶瓷层。第一坩埚内放置底层涂层材料靶材,第二坩埚内放置顶层涂层材料靶材。制备底层陶瓷层时,待沉积样品位于第一坩埚上方,通过第一顶料组件带动第一坩埚内的靶材上下移动,通过旋转组件带动第一坩埚旋转,坩埚挡板位于第二坩埚上方,防止第二坩埚内靶材被污染;待底层陶瓷层制备完成后,通过旋转组件将第一坩埚和第二坩埚的位置互换,待沉积样品的位置不变,通过第二顶料组件带动第二坩埚内的靶材上下移动,通过旋转组件带动第二坩埚旋转,坩埚挡板位于第一坩埚上方,防止第一坩埚内靶材被污染。因此本发明装置实现靶材的自动、均匀、稳定蒸发,且实现电子束物理气相沉积过程中靶材自动更换,提高了电子束物理气相沉积涂层制备双层陶瓷层工作效率,有利于改善双陶瓷层涂层的结构稳定性,提高制备过程的工艺稳定性。
25.3)本发明提供的上述实现电子束物理气相沉积自动蒸发陶瓷靶材制备热障涂层的装置可以根据制备生产需求调整装置、增加坩埚数量,从而增加单批次样品制备数量。
附图说明
26.图1为本发明提供的一种实现自动蒸发陶瓷靶材制备热障涂层的装置的结构示意图;
27.图2为本发明装置中的顶料组件示意图;
28.图3为本发明装置中的旋转组件中的自转部件示意图;
29.图4为本发明装置中的旋转组件中的公转部件示意图;
30.图5为本发明装置中的坩埚组件示意图;
31.图6制备双层陶瓷层的双坩埚组件俯视示意图;
32.图7制备双层陶瓷层的双坩埚组件正视示意图;
33.图8制备单层陶瓷层的双坩埚组件俯视示意图;
34.图9制备单层陶瓷层的双坩埚组件正视示意图;
35.图10制备双层陶瓷层的四坩埚组件俯视示意图;
36.图11制备单层陶瓷层的四坩埚组件俯视示意图;
37.图12为利用本发明装置制备涡轮叶片涂层叶背处双陶瓷层形貌;
38.图13为利用本发明装置制备涡轮叶片涂层叶盆处双陶瓷层形貌;
39.图14为利用常规装置制备涂层的厚度均匀性分布图;
40.图15为利用本发明装置制备涂层的厚度均匀性分布图;
41.附图标记:1:第一顶料组件,2:第二顶料组件,3:旋转组件, 4:坩埚组件,5:顶料电机,6:顶料杆,7:第一顶料螺杆,8:第二顶料螺杆,9:顶料滑块,10:顶料齿轮ⅰ,11:顶料齿轮ⅱ,12:顶料齿轮ⅲ,13:固定架,14:主自转齿轮,15:从自转齿轮ⅰ,16:从自转齿轮ⅱ,17:轴向密封体ⅰ,18:轴向密封体ⅱ,19:小磁流体ⅰ,20:小磁流体ⅱ,21:自转电机,22:公转电机,23:大磁流体,24:法兰ⅰ,25:法兰ⅱ,26:第一坩埚,27:第二坩埚,28:第一坩埚过渡套,29:第二坩埚过渡套,30:坩埚挡板
具体实施方式
42.下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整的描述,显然,所描述的实施方式仅仅是作为例示,并非用于限制本发明。
43.本发明提供了一种实现自动蒸发陶瓷靶材制备热障涂层的装置,如图1所示,包括:第一顶料组件1、第二顶料组件2、旋转组件3 和坩埚组件4。
44.如附图2所示,第一顶料组件1和第二顶料组件2组成相同,包括顶料电机5、顶料杆6、第一顶料螺杆7、第二顶料螺杆8、顶料滑块9、顶料齿轮ⅰ10、顶料齿轮ⅱ11和顶料齿轮ⅲ12、固定架13;其中,顶料电机5与顶料齿轮ⅰ10连接,用于驱动和控制所述顶料齿轮ⅰ10转动;顶料齿轮ⅰ10与顶料齿轮ⅱ11外啮合,顶料齿轮ⅱ11 与顶料齿轮ⅲ12外啮合;顶料齿轮ⅰ10用于带动顶料齿轮ⅱ11和顶料齿轮ⅲ12转动;所述顶料齿轮ⅰ10、所述顶料齿轮ⅱ11和所述顶料齿轮ⅲ12的上方设置固定架13,所述固定架13位于第一顶料螺杆 7和第二顶料螺杆8的下方,顶料齿轮ⅰ10通过固定架13带动第一顶料螺杆7转动,顶料齿轮ⅲ12通过固定架13带动第二顶料螺杆8 转动;第一顶料螺杆7和第二顶料螺杆8分别贯穿顶料滑块9且与顶料滑块9螺纹配合,用于使顶料滑块9上下移动;顶料滑块9位于顶料杆6的下方且与顶料杆6连接,用于带动顶料杆6上下移动;
45.如附图3、附图4所示,旋转组件3包括公转部件与自转部件两部分。自转部件包括自转电机21、小磁流体ⅰ19、小磁流体ⅱ20、主自转齿轮14、从自转齿轮ⅰ15、从自转齿轮ⅱ16、轴向密封体ⅰ17 和轴向密封体ⅱ18。自转电机21带动主自转齿轮14转动,从而带动与主自转齿轮14啮合的从自转齿轮ⅰ15和从自转齿轮ⅱ16转动;从自转齿轮ⅰ15通过轴向密封体ⅰ17与小磁流体ⅰ19连接,通过从自转齿轮ⅰ15转动带动小磁流体ⅰ19转动;从自转齿轮ⅱ16通过轴向密封体ⅱ18与小磁流体ⅱ20连接,通过从自转齿轮ⅱ16转动带动小磁流体ⅱ20转动。公转部件包括公转电机22、大磁流体23、法兰ⅰ24、法兰ⅱ25。自转部件位于公转部件的大磁流体23的内部,小磁流体ⅰ19与法兰ⅰ24连接,小磁流体ⅱ20与法兰ⅱ25连接,法兰ⅰ24 和法兰ⅱ25通过胶圈(未示出)密封在大磁流体23上。公转电机22 带动大磁流体23转动,大磁流体23转动后可以带动自转部件整体转动,从而实现小磁流体ⅰ19和小磁流体ⅱ20的位置互换。
46.如附图5所示,坩埚组件4包括坩埚挡板30、第一坩埚26、第二坩埚27、第一坩埚过渡套28和第二坩埚过渡套29。第一坩埚26 底部与第一坩埚过渡套28顶部尺寸吻合,且接触面的水流通孔(未示出)一一对应;第二坩埚27底部与第二坩埚过渡套29顶部尺寸吻合,且接触面的水流通孔(未示出)一一对应。坩埚挡板30固定于第一坩埚26和第二坩埚27上方。坩埚组件4位于所述旋转组件3上方,第一坩埚过渡套28与小磁流体ⅰ19固定连接,且接触面的水流通孔(未示出)一一对应;第二坩埚过渡套29与小磁流体ⅱ20固定连接,且接触面的水流通孔(未示出)一一对应。旋转组件3中的大磁流体23旋转带动小磁流体ⅰ19和小磁流体ⅱ20的位置互换,从而带动第一坩埚26和第二坩埚27位置互换。
47.如附图1所示,旋转组件3位于第一顶料组件1和第二顶料组件 2上方,从自转齿轮ⅰ15位于第一顶料组件1上方,从自转齿轮ⅱ16 位于第二顶料组件2上方;第一顶料组件1中的顶料杆6通过转接口与从自转齿轮ⅰ15连接,然后依次穿过小磁流体ⅰ19、第一坩埚过渡套28和第一坩埚26;第二顶料组件2中的顶料杆6通过转接口与从自转齿轮ⅱ16连接,然后依次穿过小磁流体ⅱ21、第二坩埚过渡套29和第二坩埚27;第一顶料组件1中的顶料杆6与第一坩埚26 中的靶材接触,带动靶材上下移动;第二顶料组件2中的顶料杆6与第二坩埚27中的靶材接触,带动靶材上下移动。
48.本发明提供的一种实现自动蒸发陶瓷靶材制备热障涂层的装置制备热障涂层的工作原理如下:附图6给出双层陶瓷层制备时的双坩埚组件俯视示意图,附图7给出双层陶瓷层制备时的双坩埚组件正视示意图,将底层材料靶材放置在第一坩埚26内,将顶层材料靶材放置在第二坩埚27内。第一顶料组件1和第二顶料组件2中的顶料杆 6分别与第一坩埚26和第二坩埚27中的靶材底面接触,在制备第一坩埚26内靶材成分的第一层涂层时,坩埚挡板30位于第二坩埚27 上方,防止第二坩埚27内靶材被污染,第一顶料组件1中的顶料杆 6将第一坩埚26内的靶材上移至略高于第一坩埚26表面位置,根据靶材的蒸发速度不断上移靶材,在第一层涂层制备完成后,通过旋转组件3转动带动第一坩埚26和第二坩埚27位置互换,使得坩埚挡板 30位于第一坩埚26上方,防止第一坩埚26内靶材被污染,第二顶料组件2中的顶料杆6将第二坩埚27内的靶材下移至第二坩埚过渡套29内并保持不动;在第一层涂层制备完成后,第一顶料组件1中的顶料杆6将第一坩埚26内的靶材下移至第一坩埚过渡套28内并保持不动,第二顶料组件2中的顶料杆6将第二坩埚27内的靶材上移至略高于第二坩埚27表面位置,根据靶材的蒸发速度不断上移靶材,开始制备第二坩埚27内的靶材成分
的第二层涂层。在涂层制备过程中旋转组件3一直按一定速度旋转,从而使得靶材表面被均匀蒸发。
49.本发明提供的一种实现自动蒸发陶瓷靶材制备热障涂层的装置制备单层陶瓷层的工作原理如下:附图8给出制备单层陶瓷层的双坩埚组件俯视示意图,附图9给出制备单层陶瓷层的双坩埚组件正视示意图,在第一坩埚26和第二坩埚27内放置相同的靶材。第一顶料组件1和第二顶料组件2中的顶料杆6分别与第一坩埚26和第二坩埚 27中的靶材底面接触,第一顶料组件1中的顶料杆6和第二顶料组件2中的顶料杆6同时将第一坩埚26和第二坩埚内27的靶材上移至略高于坩埚表面位置,根据靶材的蒸发速度不断上移靶材。在涂层制备过程中,在旋转组件3的带动下,第一坩埚26和第二坩埚27内的靶材一直按一定速度旋转,从而使得靶材表面被均匀蒸发。
50.本发明提供的一种实现自动蒸发陶瓷靶材制备热障涂层的装置还可以根据实际使用需求增加靶材数量,比如可以使用四个坩埚从而实现增加双层涂层样品的制备量,附图10给出四个坩埚制备双层陶瓷层的坩埚组件俯视示意图,在对角两个坩埚内放置相同靶材,使用两个坩埚挡板,靶材的自动升降、旋转以及位置切换原理与前述制备双层陶瓷层的工作原理相同。此外本发明装置还可以使用四个坩埚从而实现增加单层涂层样品的制备量,附图11给出四个坩埚制备单层陶瓷层的坩埚组件俯视示意图,在四个坩埚内放置相同靶材,撤出坩埚挡板,靶材的自动升降、旋转以及位置切换原理与前述制备单层陶瓷层的工作原理相同。
51.下文将通过举例的方式对本发明进行进一步的说明,但是本发明的保护范围不限于这些实施例。
52.实施例1
53.利用本发明提供的上述实现电子束物理气相沉积自动蒸发陶瓷靶材制备热障涂层的装置,将ysz靶材放在第一坩埚26内,gzo 靶材放在第二坩埚27内,在涡轮叶片上制备gzo/ysz双层陶瓷层。附图12为涡轮叶片叶背处双陶瓷层形貌,附图13为涡轮叶片叶盆处双陶瓷层形貌,从附图12和附图13可以看出,利用本发明装置能够实现在涡轮叶片上制备出ysz为底陶瓷层,gzo为面陶瓷层的双层结构陶瓷涂层,并且所制备涂层柱状晶生长发达,涂层界面结合良好。
54.实施例2
55.利用本发明提供的上述实现电子束物理气相沉积自动蒸发陶瓷靶材制备热障涂层的装置,采用双坩埚的方式,利用电子束物理气相沉积制备单层涂层。在第一坩埚26和第二坩埚27内放置相同靶材,合理设置第一坩埚26和第二坩埚27之间的距离,然后对一定横向距离范围内的涂层厚度百分比的分布进行统计。附图14为利用常规装置制备涂层的厚度均匀性分布图,附图15为利用本发明装置制备涂层的厚度均匀性分布图,对比附图14和附图15可以看出,利用本发明装置制备涂层时,涂层厚度百分比在0.9以上范围的区域显著增加,而通过eb
‑
pvd制备热障涂层时认为涂层厚度比在0.9以上的区域可以用来放置样品,因此利用本发明装置制备涂层可以显著增加样品的装炉量,可以在保证涂层自动稳定均匀制备的同时,提高单批次制备涂层的生产效率,降低生产成本
56.以上所述之实施例仅为本发明的较佳实施例,并非对本发明做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,利用上述揭示的技
术内容对本发明技术方案作出更多可能的变动和润饰,或修改均为本发明的等效实施例。故凡未脱离本发明技术方案的内容,依据本发明之思路所作的等同等效变化,均应涵盖于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。