1.本发明属于热熔胶技术领域,尤其涉及一种高粘力的耐候热熔胶及其制备方法。
背景技术:
2.随着社会的发展,金属材料和增强塑料应用的越来越广泛,金属材料具有导电、导热、高硬度、高强度、高密度、高熔点、高韧性等优点;聚酰胺作为使用最广泛的通用工程塑料之一,独特的低比重、高抗拉强度、耐磨、自润滑性好、冲击韧性优异、具有刚柔兼备的性能而赢得人们的重视,加之其加工简便、效率高、比重轻。金属与聚酰胺塑料直接粘结的应用越来越广,越来越多的应用在电子电器行业、机械行业等。
3.由于金属与塑料之间的结构差异,两种材料的性质相差很大,导致界面粘结强度较低,易脱落;从而通常会使用热熔胶辅助金属和塑料的结合,热熔胶是一种可塑性的粘合剂,在一定温度范围内其物理状态随温度改变而改变,而化学特性不变,其无毒无味,属环保型化学产品。现有的热熔胶在满足高粘度的同时其耐候性一般,不利于长期使用,难以满足使用需求。
技术实现要素:
4.本发明的目的在于提供一种高粘力的耐候热熔胶及其制备方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供一种高粘力的耐候热熔胶,包括以下重量份的组分:
6.乙烯
‑
醋酸乙烯酯共聚物50
‑
70份、改性二氧化钛6
‑
8份、抗氧化剂0.2
‑
0.4份、增粘剂10
‑
14份、偶联剂0.6
‑
0.8份、流平剂1.2
‑
1.4份、增塑剂0.6
‑
0.8份、填料3
‑
7份。
7.优选地,包括以下重量份的组分:
8.乙烯
‑
醋酸乙烯酯共聚物55
‑
70份、改性二氧化钛6.5
‑
8份、抗氧化剂0.25
‑
0.4份、增粘剂11
‑
14份、偶联剂0.65
‑
0.8份、流平剂1.25
‑
1.4份、增塑剂0.65
‑
0.8份、填料4
‑
7份。
9.优选地,包括以下重量份的组分:
10.乙烯
‑
醋酸乙烯酯共聚物55
‑
65份、改性二氧化钛6.5
‑
7.5份、抗氧化剂0.25
‑
0.35份、增粘剂11
‑
13份、偶联剂0.65
‑
0.75份、流平剂1.25
‑
1.35份、增塑剂0.65
‑
0.75份、填料4
‑
6份。
11.优选地,所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.8
‑
1:1。
12.优选地,所述增粘剂为酚醛树脂、二甲苯甲醛树脂或多萜树脂中的一种。
13.优选地,所述增塑剂为邻苯二甲酸二环己酯、邻苯二甲酸二丁酯或邻苯二甲酸二仲辛酯中的一种。
14.优选地,所述填料为碳酸钙、滑石粉或二氧化硅中的一种。
15.上述高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
16.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,然后将粉碎后的二氧化钛
粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的40
‑
50%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.3
‑
1.5:1,在60
‑
70℃的条件下,进行混合搅拌,搅拌均匀,然后进行干燥,粉碎,即可得到改性二氧化钛;
17.(2)称取对应重量份的原料:乙烯
‑
醋酸乙烯酯共聚物、改性二氧化钛、抗氧化剂、增粘剂、偶联剂、流平剂、增塑剂、填料,然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在110~120℃的温度下熔融挤出,即得该热熔胶。
18.综上所述,由于采用了上述技术方案,具有以下有益效果:
19.本发明提供了一种高粘力的耐候热熔胶及其制备方法,通过改性后的二氧化钛对乙烯
‑
醋酸乙烯酯共聚物进行改性,使得本发明中的热熔胶在具有高粘力的基础上具有良好的耐候性,从而利于长期使用;且通过聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯对二氧化钛进行改性,在二氧化钛具有优异的抗紫外线功能上,进一步提高了热稳定性,从而进一步提高热熔胶的耐候性。
具体实施方式
20.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
21.现有的热熔胶在满足高粘度的同时其耐候性一般,不利于长期使用,难以满足使用需求。通过改性后的二氧化钛对乙烯
‑
醋酸乙烯酯共聚物进行改性,使得本发明中的热熔胶在具有高粘力的基础上具有良好的耐候性,从而利于长期使用。
22.实施例1
23.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
24.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的40%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.3:1,在60℃的条件下,进行混合搅拌,使得转速为180r/min,搅拌60min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
25.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物500g、改性二氧化钛60g、抗氧化剂2g、增粘剂100g、偶联剂6g、流平剂12g、增塑剂6g、填料30g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.8:1,所述增粘剂为酚醛树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为碳酸钙;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在110℃的温度下熔融挤出,即得该热熔胶。
26.实施例2
27.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
28.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的50%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.3:1,在70℃的条件下,进行混合搅拌,使得转速为200r/min,搅拌80min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
29.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物700g、改性二氧化钛80g、抗氧化剂4g、增粘剂140g、偶联剂8g、流平剂14g、增塑剂8g、填料70g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为1:1,所述增粘剂为二甲苯甲醛树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二丁酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在120℃的温度下熔融挤出,即得该热熔胶。
30.实施例3
31.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
32.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.3:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
33.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物550g、改性二氧化钛65g、抗氧化剂2.5g、增粘剂110g、偶联剂6.5g、流平剂12.5g、增塑剂6.5g、填料40g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二仲辛酯,所述填料为二氧化硅;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
34.实施例4
35.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
36.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.3:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
37.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之
间的质量比为0.9:1,所述增粘剂为酚醛树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为二氧化硅;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
38.实施例5
39.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
40.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.3:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
41.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物650g、改性二氧化钛75g、抗氧化剂3.5g、增粘剂130g、偶联剂7.5g、流平剂13.5g、增塑剂7.5g、填料60g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为酚醛树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为二氧化硅;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
42.实施例6
43.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
44.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.3:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
45.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为二氧化硅;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
46.实施例7
47.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
48.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧
烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.3:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
49.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为碳酸钙;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
50.实施例8
51.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
52.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.3:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
53.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
54.实施例9
55.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
56.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.35:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
57.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机
中,在115℃的温度下熔融挤出,即得该热熔胶。
58.实施例10
59.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
60.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.4:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
61.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
62.实施例11
63.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
64.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.45:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
65.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
66.实施例12
67.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
68.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯的总质量为二氧化钛粉末质量的45%,聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯之间的质量比为1.5:1,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
69.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
70.对比例1
71.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
72.(1)称取对应重量份的原料:乙烯
‑
醋酸乙烯酯共聚物60份、二氧化钛7份、抗氧化剂0.3份、增粘剂12份、偶联剂0.7份、流平剂1.3份、增塑剂0.7份、填料5份;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
73.对比例2
74.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
75.(1)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、抗氧化剂0.30g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
76.对比例3
77.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
78.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、聚硅氧烷放入到混合罐中,使得聚硅氧烷的质量为二氧化钛粉末质量的45%,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
79.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
80.对比例4
81.一种高粘力的耐候热熔胶的制备方法,具体包括以下步骤:
82.(1)制备改性二氧化钛:首先将二氧化钛进行粉碎研磨,过200目筛,然后将粉碎后的二氧化钛粉末、二乙基氨基羟基苯甲酰苯甲酸己酯放入到混合罐中,使得二乙基氨基羟基苯甲酰苯甲酸己酯的质量为二氧化钛粉末质量的45%,在65℃的条件下,进行混合搅拌,使得转速为190r/min,搅拌70min,然后进行干燥,粉碎,粉碎过150目筛,即可得到改性二氧化钛;
83.(2)称取对应重量的原料:乙烯
‑
醋酸乙烯酯共聚物600g、改性二氧化钛70g、抗氧化剂3g、增粘剂120g、偶联剂7g、流平剂13g、增塑剂7g、填料50g;所述抗氧化剂为抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的混合物,且所述抗坏血酸棕榈酸酯和叔丁基对苯二酚之间的质量比为0.9:1,所述增粘剂为多萜树脂,所述偶联剂为钛酸酯偶联剂,所述流平剂为改性聚硅氧烷型流平剂,所述增塑剂为邻苯二甲酸二环己酯,所述填料为滑石粉;然后将上述称取的原料输入到搅拌机中,进行搅拌均匀,然后将混合均匀的物料输入到螺杆挤出机中,在115℃的温度下熔融挤出,即得该热熔胶。
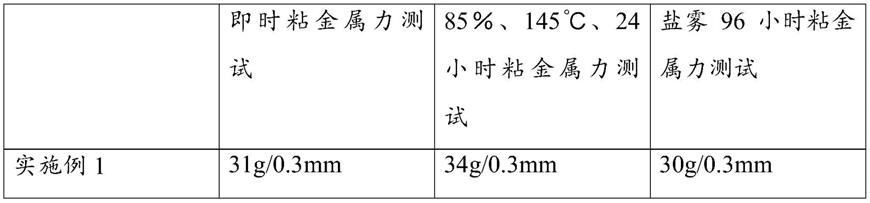
84.1、即时粘金属力测试:步骤1:取试样25.4*150mm一般情况下1pcs;步骤2:将试样两端pet面粘上透明胶,留出一半,取规格0.35mm
×
0.30mm镀锡线和裸铜各2pcs与试样切边平行粘在透明胶上;步骤3:以170℃压合机温度压合,压合机速1.5m/min,压力0.4mpa.s,压合后静置5分钟;步骤4:拉开金属线2cm放在拉力机的上夹头上,下夹头放试样膜,设定拉力机夹头之间跨度20mm(速率100
㎜
/min);步骤5:测试行程为50
‑
70mm,记录拉力机显示的平均力,该力即为所测试样的粘金属力(g/0.3mm),当即时粘金属力≥26g/0.3mm时,产品达到合格标准。
85.2、85%、145℃、24小时粘金属力测试:步骤1:取试样25.4*150mm一般情况下1pcs;步骤2:将试样两端pet面粘上透明胶,留出一半,取规格0.35mm
×
0.30mm镀锡线和裸铜各2pcs与试样切边平行粘在透明胶上;步骤3:以170℃压合机温度压合,压合机速1.5m/min,压力0.4mpa.s,压合后放置在85%、145℃的烘箱中24小时;步骤4:拉开金属线2cm放在拉力机的上夹头上,下夹头放试样膜,设定拉力机夹头之间跨度20mm(速率100
㎜
/min);步骤5:测试行程为50
‑
70mm,记录拉力机显示的平均力,该力即为所测试样的粘金属力(g/0.3mm),当粘金属力≥30g/0.3mm时,产品达到合格标准。
86.3、盐雾96小时粘金属力测试:把测试样品放入盐雾机(盐水比例为5000ml水添加250g盐)96小时,测试样品导体必须完全裸露,不得层叠或遮挡,盐雾完成后,使用“即时粘金属力测试方案”,测出粘金属力值,当粘金属力≥25g/0.3mm时,产品达到合格标准。
87.实施例1
‑
12和对比例1
‑
4性能测试的结果如下:
88.表1
89.[0090][0091]
综上所述:本发明提供了一种高粘力的耐候热熔胶及其制备方法,通过改性后的二氧化钛对乙烯
‑
醋酸乙烯酯共聚物进行改性,使得本发明中的热熔胶在具有高粘力的基础上具有良好的耐候性,从而利于长期使用;且通过聚硅氧烷和二乙基氨基羟基苯甲酰苯甲酸己酯对二氧化钛进行改性,在二氧化钛具有优异的抗紫外线功能上,进一步提高了热稳定性,从而进一步提高热熔胶的耐候性。
[0092]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
[0093]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。