一种v型柴油机机配箱样板及使用方法
技术领域
1.本发明涉及一种铸造领域,尤其涉及一种v型柴油机机配箱样板及使用方法。
背景技术:
2.s16r机体是一个砂芯多、形状、尺寸链又复杂的铸件,其中包含40多个砂芯组成。然后把这些砂芯按图纸要求进行组装,并保证组合尺寸都符合图纸设计及尺寸公差要求,其难度是巨大的。在传统铸造工艺中,砂芯的定位和固定均靠芯头和芯座来完成,在工艺设计中芯头与芯座之间、砂芯与砂芯之间又必须有一定的间隙,一般在 1mm~2mm 左右。如果我们在工艺设计中对影响最大的型芯间隙进行缩小,则会导致在整型组装中工艺范围太小而无法操作,甚至要扩芯头座,去芯头反而造成形状偏差。只依靠芯座定位会产生较大的尺寸误差累积叠加,铸件尺寸误差高达 3~6mm,重者使铸件报废,轻者也是尺寸公差等级很低,给后续的铸件划线、加工、装配带来许多困难,并使后续工期加长。
3.另外尺寸不太好的柴油机机体组装车会对柴油机的性能产生许多不好的影响,因此我们说对于大型机体的铸造来说,纯砂芯组装中单靠传统的芯座定位是不可行的,因此,急需出现一种装置或方法解决上述问题。
技术实现要素:
4.发明目的:本发明的目的是为了解决现有技术的不足,提供一种v型柴油机机配箱样板及使用方法,多个砂芯在组芯过程中,影响到关键尺寸的每一块砂芯的定位线,均通过配箱样板将砂芯进行固定,使相邻砂芯的位置和铸件图纸位置相同,确保砂芯的几何尺寸在规定的要求之内,同时,配箱样板与其它砂芯的坐标线相关联;这样不仅解决了多次、多点合箱时产生的基准尺寸累计误差,而且使几大组装好的砂芯组合有了统一精确的定位坐标线,确保铸件尺寸精度,同时该配箱样板可以重复利用,降低成本。
5.技术方案: 一种v型柴油机机配箱样板,用于安装铸件多个相连一起凸字型结构砂芯,所述配箱样板上设有多个与砂芯凸字型结构对应的凹字型安装槽,多个所述的安装槽平行设置,所述砂芯凸字型与配箱样板上的凹字型的安装槽契合。
6.进一步的,所述砂芯凸字型与配箱样板接触面为非斜面。
7.进一步的,所述安装槽的槽底为平面。
8.进一步的,所述砂芯凸字型下端部与配箱样板上的凹字型的安装槽的底面不接触。
9.进一步的,通过配箱样板凹槽的厚长度方向的宽度控制多个砂芯之间的距离。
10.v型柴油机机配箱样板的使用方法,包括如下步骤:步骤1、根据多个铸件图纸砂芯的间隔要求,选取对应的配箱样板; 步骤2、将选取后的配箱样板放置在工作台上;步骤3、对多个砂芯进行组芯;步骤4、用高压气体吹扫砂芯与配箱样板上灰尘和砂粒;
步骤5、将多个砂芯安装好后,在通过配箱样板调整砂芯位置中,使每个砂芯契合在配箱样板;步骤6、对配箱样板上中的砂芯进行固定;步骤7、取出配箱样板,并对配箱样板进行清扫,去除附着在配箱样板上的灰尘和砂粒;步骤8、将处理干净的配箱样板,放置备用。
11.有益效果: 本申请揭示了一种v型采油机配箱样板及使用方法,多个砂芯在组芯过程中,影响到关键尺寸的每一块砂芯的定位线,均通过配箱样板将砂芯进行固定,使相邻砂芯的位置和铸件图纸位置相同,确保砂芯的几何尺寸在规定的要求之内,同时,配箱样板与其它砂芯的坐标线相关联;这样不仅解决了多次、多点合箱时产生的基准尺寸累计误差,而且使几大组装好的砂芯组合有了统一精确的定位坐标线,确保铸件尺寸精度,同时该配箱样板可以重复利用,降低成本。
附图说明
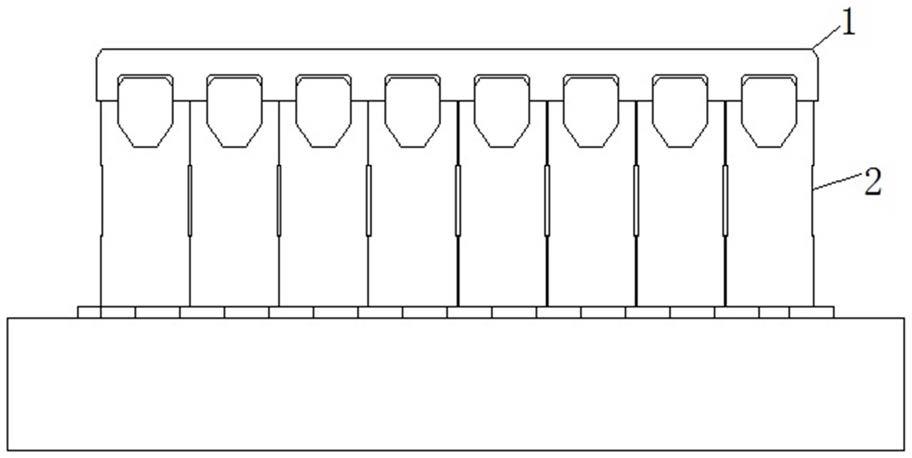
12.图1为配箱样板的结构示意图;图2为砂芯的结构示意图;图3为拆卸结构示意图;1、配箱样板;11、安装槽;2、砂芯。
具体实施方式
13.下面结合具体实施例对本发明的技术内容进行详细阐述:如图1
‑
3所示,一种v型柴油机机配箱样板1,用于安装铸件多个相连一起凸字型结构砂芯2,所述配箱样板1上设有多个与砂芯2凸字型结构对应的凹字型安装槽11,多个所述的安装槽11平行设置,所述砂芯2凸字型与配箱样板1上的凹字型的安装槽11契合。
14.所述砂芯2凸字型与配箱样板1接触面为非斜面,保证砂芯2位置不变;所述安装槽11的槽底为平面;所述砂芯2凸字型下端部与配箱样板1上的凹字型的安装槽11的底面不接触,方便后期拆卸。
15.通过配箱样板1凹槽的厚长度方向的宽度控制多个砂芯2之间的距离。
16.v型柴油机机配箱样板1的使用方法,包括如下步骤:步骤1、根据多个铸件图纸砂芯2的间隔要求,选取对应的配箱样板1; 步骤2、将选取后的配箱样板1放置在工作台上;步骤3、对多个砂芯2进行组芯;步骤4、用高压气体吹扫砂芯2与配箱样板1上灰尘和砂粒;步骤5、将多个砂芯2安装好后,在通过配箱样板1调整砂芯2位置中,使每个砂芯2契合在配箱样板1;步骤6、对配箱样板1上中的砂芯2进行固定;步骤7、取出配箱样板1,并对配箱样板1进行清扫,去除附着在配箱样板1上的灰尘和砂粒;步骤8、将处理干净的配箱样板1,放置备用。
17.多个砂芯2在组芯过程中,影响到关键尺寸的每一块砂芯2的定位线,均通过配箱样板1将砂芯2进行固定,使所有凸字型砂芯2的位置和铸件图纸位置相同,确保砂芯的几何尺寸在规定的要求之内,同时,配箱样板1与其它砂芯2的坐标线相关联;这样不仅解决了多次、多点合箱时产生的基准尺寸累计误差,而且使几大组装好的砂芯2组合有了统一精确的定位坐标线,确保铸件尺寸精度,同时该配箱样板1可以重复利用,降低成本。
18.本发明综上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
技术特征:
1.一种v型柴油机机配箱样板,用于安装铸件多个相连一起凸字型结构砂芯,其特征在于:所述配箱样板上设有多个与砂芯凸字型结构对应的凹字型安装槽,多个所述的安装槽平行设置,所述砂芯凸字型与配箱样板上的凹字型的安装槽契合。2.根据权利要去1所述的一种v型柴油机机配箱样板,其特征在于:所述砂芯凸字型与配箱样板接触面为非斜面。3.根据权利要去2所述的一种v型柴油机机配箱样板,其特征在于:所述安装槽的槽底为平面。4.根据权利要去1所述的一种v型柴油机机配箱样板,其特征在于:所述砂芯凸字型下端部与配箱样板上的凹字型的安装槽的底面不接触。5.根据权利要去1所述的一种v型柴油机机配箱样板,其特征在于:通过配箱样板凹槽的厚长度方向的宽度控制多个砂芯之间的距离。6.一种根据权利要求1所述的一种v型柴油机机配箱样板的使用方法,其特征在于:包括如下步骤:步骤1、根据多个铸件图纸砂芯的间隔要求,选取对应的配箱样板; 步骤2、将选取后的配箱样板放置在工作台上;步骤3、对多个砂芯进行组芯;步骤4、用高压气体吹扫砂芯与配箱样板上灰尘和砂粒;步骤5、将多个砂芯安装好后,在通过配箱样板调整砂芯位置中,使每个砂芯契合在配箱样板;步骤6、对配箱样板上中的砂芯进行固定;步骤7、取出配箱样板,并对配箱样板进行清扫,去除附着在配箱样板上的灰尘和砂粒;步骤8、将处理干净的配箱样板,放置备用。
技术总结
本发明公开了一种V型柴油机机配箱样板,用于安装铸件多个相连一起凸字型结构砂芯,其特征在于:所述配箱样板上设有多个与砂芯凸字型结构对应的凹字型安装槽,多个所述的安装槽平行设置,所述砂芯凸字型与配箱样板上的凹字型的安装槽契合;通过配箱样板将砂芯进行位置确认并进行固定,使所有凸字型砂芯的位置和铸件图纸位置相同,确保砂芯的几何尺寸在规定的要求之内,同时,配箱样板与其它砂芯的坐标线相关联;这样不仅解决了多次、多点合箱时产生的基准尺寸累计误差,而且使几大组装好的砂芯组合有了统一精确的定位坐标线,确保铸件尺寸精度,同时该配箱样板可以重复利用,降低成本。降低成本。降低成本。
技术研发人员:陈晓飞 郭建荣
受保护的技术使用者:上柴动力海安有限公司
技术研发日:2021.07.08
技术公布日:2021/10/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。