1.本技术涉及注塑模具制造技术领域,尤其是涉及一种塑料雪糕棒注塑模具。
背景技术:
2.雪糕,作为一种冰甜可口的解暑食品,深受世界各国人民的喜爱。传统的雪糕,通常使用木质雪糕棍支撑冰块;随着社会的发展,人们环保意识越来越强,塑料雪糕棍应运而生。
3.相关技术中,一种塑料雪糕棒制作模具,包括动模和定模,模具的型腔分别开设在动模、定模相互靠近的侧面上;定模上开设有浇注熔融塑料的流道,流道的长度方向垂直于模具分型面设置;实际生产塑料雪糕棒时,待熔融塑料硬化完成后,动模带动成型的塑料雪糕棒沿开模方向移动,使塑料雪糕棒从定模的型腔中脱离,且流道内的浇口料从流道处与塑料雪糕棒一同脱离定模;之后,工作人员手动逐个将塑料雪糕棒上的浇口料剪断除去。
4.针对上述中的相关技术,发明人认为,人工手动逐个去除浇口料,工作效率较低,存在待改进之处。
技术实现要素:
5.为了提升制造塑料雪糕棒的生产效率,本技术提供一种塑料雪糕棒用注塑模具。
6.本技术提供的一种塑料雪糕棒注塑模具,采用如下的技术方案:
7.一种塑料雪糕棒注塑模具,包括定模和动模,所述定模上开设有流道,所述流道的长度方向平行于定模和动模的开模方向,所述定模和动模相互靠近的侧面均设有型腔,所述流道处设置有限制熔融塑料单向流动的单向阀,且所述单向阀设置在流道长度方向靠近动模的一端。
8.通过采用上述技术方案,实际生产塑料雪糕棒时,待模具型腔内充满熔融塑料后,注塑机停止向模腔内继续充入熔融塑料,流道处的单向阀随即关闭,使型腔内的熔融塑料与流道内的熔融塑料分离,从而减少浇口料的产生,进而代替人工手动去除浇口料的情况发生,有效提升塑料雪糕棒的生产效率。
9.优选的,所述单向阀包括弹性金属片,所述弹性金属片固定于流道内并罩设流道出料口;所述定模上位于流道长度方向靠近动模的一侧开设有避让槽,所述弹性金属片设置有避让槽内,且所述弹性金属片的上侧与避让槽内壁固定连接。
10.通过采用上述技术方案,当料筒内的熔融塑料自流道充入模具型腔时,弹性金属片向动模一侧摆动,方便熔融塑料通过;待模具型腔内充满熔融塑料后,注塑机停止向模具型腔内填充熔融塑料,此时,弹性金属片复位并罩设流道的出料口,从而使模具型腔内的熔融塑料与流道内的熔融塑料隔断,熔融塑料阻断结构简单,有助于企业节省制造成本。
11.优选的,所述流道设置为锥形流道,且所述锥形流道的小端位于定模靠近动模的一侧。
12.通过采用上述技术方案,将流道设置为锥形流道,方便流道内的熔融塑料流回料
筒内,从而保证流道内熔融塑料的流动性。
13.优选的,所述定模的型腔边缘成形有环形凹槽,所述动模的型腔边缘成形有环形凸起,所述环形凸起嵌入环形凹槽且环形凸起的外侧壁抵紧环形凹槽内壁。
14.通过采用上述技术方案,利用环形凸起与环形凹槽的卡接配合,减少模具型腔内熔融塑料向型腔外流动的阻力,有助于减少模具分型面处飞边的产生。
15.优选的,所述定模和动模的型腔内壁均设置为磨砂面。
16.通过采用上述技术方案,将模具型腔内壁设置为磨砂面,有助于减少成型后的塑料雪糕棒与型腔内壁之间产生负压的情况发生,从而方便塑料雪糕棒的脱模。
17.优选的,所述定模上位于型腔长度方向的两端均开设有排气槽,且任一排气槽均设置在环形凹槽的外侧并与环形凹槽连通。
18.通过采用上述技术方案,充入模具型腔内熔融塑料因温度高,会产生各种气体,进而增加模具型腔内的压力,排气槽用于将该部分气体排出模具型腔,从而平衡模具型腔内的压强,保证型腔内能充满熔融塑料。
19.优选的,所述定模和/或动模型腔的侧壁上设置有花纹凸起。
20.通过采用上述技术方案,在定模和/或动模型腔的侧壁上设置花纹凸起,待模具型腔内的熔融塑料冷却后,成型后的塑料雪糕棒上形成有相应的花纹,有助于增加塑料雪糕棒的美观度。
21.优选的,所述定模的四角处均固定有导滑块,任一所述导滑块均嵌入动模并沿开合模方向与动模滑移配合。
22.通过采用上述技术方案,利用导滑块与动模的滑移配合,便于实现动模与定模的精准合模,有助于提升塑料雪糕棒的良品率。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.借助在流道内设置单向阀,使模具型腔内充满熔融塑料后模具型腔内的熔融塑料与流道内的熔融塑料分离,减少塑料雪糕棒上产生浇口料的情况发生,替代工作人员逐个剪去浇口料的步骤,省时省力,进而提升塑料雪糕棒的生产效率;
25.利用弹性金属片制作单向阀,使单向阀的结构更为简单,从而有效节省企业制造成本;
26.通过将动模和定模的型腔内壁均设置呈磨砂面,有效提升塑料雪糕棒从动模和定模的型腔内脱离的便捷性。
附图说明
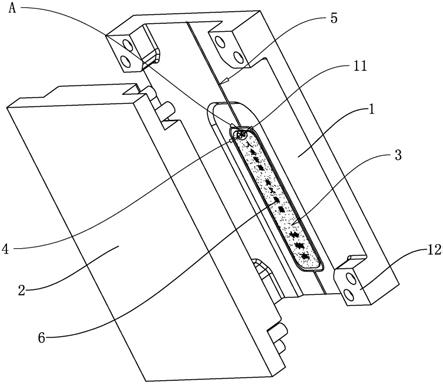
27.图1是本技术实施例主要体现该雪糕棒注塑模具整体结构的爆炸结构示意图。
28.图2是本技术实施例主要体现该雪糕棒注塑模具整体结构的爆炸结构示意图。
29.图3是图1中a部分的放大图,主要体现弹性金属片的安装位置。
30.图4是本技术实施例主要体现流道形状的剖视图。
31.附图标记:1、定模;11、流道;12、导滑块;13、避让槽;14、环形凹槽;2、动模;21、环形凸起;3、型腔;4、单向阀;41、弹性金属片;5、排气槽;6、花纹凸起。
具体实施方式
32.以下结合附图1
‑
4,对本技术作进一步详细说明。
33.本技术实施例公开一种雪糕棒注塑模具。
34.参照图1和图2,一种雪糕棒注塑模具,包括定模1和动模2,动模2和定模1相互靠近的一侧均设有型腔3;定模1上开设有流道11,流道11的长度方向平行于定模1和动模2的开模方向;流道11内固定有用于限制熔融塑料单向流动的单向阀4,且单向阀4设置在流道11长度方向靠近动模2的一侧;同时,定模1靠近动模2一侧的四角处均固定有导滑块12,任一导滑块12均嵌入动模2并沿开合模方向与动模2滑移配合。
35.实际生产塑料雪糕棒时,动模2和定模1合模后,熔融塑料自流道11及单向阀4充入型腔3内;待型腔3内充满熔融塑料后,注塑机停止向型腔3内充入熔融塑料;此时,单向阀4关闭,型腔3内的熔融塑料与流道11内的熔融塑料分隔开;待型腔3内的熔融塑料冷却后,随着动模2的开模运动,成型的塑料雪糕棒依次从定模1、动模2的型腔3内脱离,从而得到塑料雪糕棒制品。
36.参照图3,具体而言,单向阀4包括弹性金属片41,定模1上位于流道11长度方向靠近动模2的一端开设有避让槽13,弹性金属片41固定于避让槽13内,且弹性金属片41罩设流道11的出料口,弹性金属片41的上端与避让槽13内壁固定连接。
37.待型腔3内充满熔融塑料后,注塑机停止向模具型腔3内填充熔融塑料;此时,单向阀4关闭,型腔3内的熔融塑料与流道11内的熔融塑料分隔开,从而减少塑料雪糕棒上位于流道11的位置产生浇口料的情况发生。
38.同时,参照图4,为减少弹性金属片41罩设在流道11出料口时流道11内的熔融塑料在流道11内停留的情况发生,流道11设置为锥形流道,且锥形流道的小端位于定模1靠近动模2的一侧。
39.参照图4,为减少向模具型腔3内注射熔融塑料时,熔融塑料沿分型面流至模具型腔3外的情况发生,定模1和动模2位于各自型腔3的边缘处分别成形有环形凸起21和环形凹槽14,且环形凸起21嵌入环形凹槽14内,且环形凸起21的外侧壁抵紧环形凹槽14内壁。并且,定模1上位于相应型腔3长度方向的两端均开设有排气槽5,任一排气槽5均位于环形凹槽14的外侧,且任一排气槽5均与环形凹槽14连通。排气槽5用于将模具型腔3内的气体排出,从而平衡模具型腔3内外压强,保证模具型腔3内可充满熔融塑料。
40.另外,参照图1和图2,定模1和动模2的型腔3内壁均设置为磨砂面,从而减少塑料雪糕棒成型后因负压作用贴附在定模1和动模2的型腔3内壁的情况发生,便于塑料雪糕棒分别从定模1型腔3和动模2型腔3上脱离;并且,定模1和/或动模2型腔3的侧壁上设置有花纹凸起6,用于增加成型后的塑料雪糕棒的美观度。
41.本技术实施例一种雪糕棒注塑模具的实施原理为:合模后,注塑机通过流道11将熔融塑料注入模具型腔3内,此时弹性金属片41从流道11出料口处打开;同时,排气槽5进行不断排气;待熔融塑料注满模具型腔3时,弹性金属片41重新罩设在流道11的出料口处,从而将模具型腔3与流道11分隔,进而减少成型后的塑料雪糕棒上形成浇口料的情况发生。采用此种方式,利用减少浇口料的产生代替人工手动去除浇口料,省时省力,有效提升塑料雪糕棒的生产效率。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术
的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。