1.本技术涉及模具设备技术的领域,尤其是涉及一种新型注塑模具。
背景技术:
2.注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。
3.注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,通过将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
4.针对上述中的相关技术,发明人认为传统的注塑模具在长时间的使用下,上模板和下模板之间会出现间隙,导致注塑时的模腔形状发生变化,而工作人员无法得知上模板和下模板之间是否出现间隙,从而无法保证加工出的产品质量合格。
技术实现要素:
5.为了使工作人员得知上模板和下模板是否出现间隙,本技术提供一种新型注塑模具。
6.本技术提供的一种新型注塑模具采用如下的技术方案:
7.一种新型注塑模具,包括上模座和下模座,所述上模座下端面连接有上模板,所述下模座上端面连接有下模板,所述上模座上开设有注塑口,所述上模板上开设有与注塑口对齐的加料口,所述注塑口与加料口连通,所述加料口贯穿上模板,所述下模板上端面开设有与加料口对齐的型腔,所述上模板下端面加料口的两侧对称开设有放置槽,所述放置槽底面轴向连接有弹簧,两个所述弹簧分别连接第一压力传感器和第二压力传感器,所述第一压力传感器的端部和第二压力传感器的端部均超过放置槽开口处,所述第一压力传感器和所述第二压力传感器的输出端均连接控制电路,所述控制电路的输出端连接有提示装置,所述提示装置设置于上模板上,当第一压力传感器输出的第一压力信号高于预设值且第二压力传感器输出的第二压力信号高于预设值时,所述控制电路控制提示装置发出提示信号。
8.通过采用上述技术方案,在注塑模具使用过程中,上模座带动上模板向下模板移动,使上模板的下端面和下模板的上端面贴合,若此时第一压力传感器输出的第一压力信号高于预设值且第二压力传感器输出的第二压力信号高于预设值,提示装置会发出提示信号,当提示装置发出提示信号时,说明第一压力传感器和第二压力传感器均被挤压进放置槽内,进一步说明上模板和下模板之间没有间隙。故当工作人员接收到提示信号时,说明注塑模具能够正常使用。
9.可选的,所述控制电路包括:
10.第一比较单元,与第一压力传感器连接,用于接收第一压力传感器输出的第一压力信号,当第一压力信号的电压值高于预设信号的电压值时,输出第一比较信号;
11.第二比较单元,与第二压力传感器连接,用于接收第二压力传感器输出的第二压
力信号,当第二压力信号的电压值高于预设信号的电压值时,输出第二比较信号;
12.判断单元,与第一比较单元和第二比较单元连接,用于接收第一比较信号和第二比较信号,当同时接收到第一比较信号和第二比较信号时,输出控制信号;
13.控制单元,与判断单元和提示装置连接,用于接收判断单元输出的控制信号,当接收到控制信号时,提示装置通电发出提示信号。
14.通过采用上述技术方案,当第一压力传感器接触到下模板且受挤压时,发出第一压力信号,第一压力信号被第一比较单元接收,当第一压力信号的电压值高于预设信号的电压值时,第一比较单元输出第一比较信号。当第二压力传感器接触到下模板且受挤压时,发出第二压力信号,第二压力信号被第二比较单元接收,当第二压力信号的电压值高于预设信号的电压值时,第二比较单元输出第二比较信号。判断单元同时接收到第一比较信号和第二比较信号时,输出控制信号,控制信号驱动控制单元通电,此时提示装置通电发出提示信号。
15.可选的,所述第一比较单元包括:
16.一第一基准电压生成电路,用于产生第一基准信号;
17.一第一比较器,具有一同相输入端、一反相输入端及一输出端,所述第一比较器的同相输入端连接于第一压力传感器的输出端,所述第一比较器的反相输入端连接于第一基准电压生成电路的输出端,所述第一比较器的输出端输出第一比较信号。
18.通过采用上述技术方案,第一压力传感器的输出端输出第一压力信号到第一比较器的同向输入端中,第一压力信号与第一基准信号进行比较,若第一压力信号的电压值大于第一基准信号的电压值,则第一比较器的输出端能够输出第一比较信号。
19.可选的,所述第二比较单元包括:
20.一第二基准电压生成电路,用于产生第二基准信号;
21.一第二比较器,具有一同相输入端、一反相输入端及一输出端,所述第二比较器的同相输入端连接于第二压力传感器的输出端,所述第二比较器的反相输入端连接于第二基准电压生成电路的输出端,所述第二比较器的输出端输出第二比较信号。
22.通过采用上述技术方案,第二压力传感器的输出端输出第二压力信号到第二比较器的同向输入端中,第二压力信号与第二基准信号进行比较,若第二压力信号的电压值大于第二基准信号的电压值,则第二比较器的输出端能够输出第二比较信号。
23.可选的,所述判断单元包括:
24.一与门,具有一第一输入端、一第二输入端及一输出端,所述第一输入端连接于第一比较器的输出端,第二输入端连接于第二比较器的输出端,所述与门的输出端输出控制信号。
25.通过采用上述技术方案,若第一输入端接收到第一比较器的第一比较信号时,说明第一压力传感器被挤压进放置槽内,进一步说明第一压力传感器所在一侧的上模板与下模板贴合。若第二输入端接收到第二比较器的第二比较信号时,说明第二压力传感器被挤压进放置槽内,进一步说明第二压力传感器所在一侧的上模板与下模板贴合。当第一压力传感器和第二压力传感器均被挤压进放置槽内时,与门的输出端输出高电平的控制信号。
26.可选的,所述控制单元包括:
27.一npn三极管,其基极连接于与门的输出端,发射极通过第一电阻器接地,第一直
流电串联提示装置与集电极;
28.一保护电路,与提示装置并联。
29.通过采用上述技术方案,高电平的控制信号传输到基级中,使npn三极管导通,提示装置所在电路导通,提示装置通电,提示装置能发出提示信号提示工作人员上模板和下模板完全贴合,中间不存在间隙,能正常工作。保护电路的设置使提示装置不会因为npn三极管反向击穿电压过大而损坏,保证了提示装置的正常使用。
30.可选的,所述弹簧外表面套设有套筒,所述套筒连接于放置槽底面。
31.通过采用上述技术方案,当第一压力传感器和第二压力传感器受挤压时,弹簧被压缩,套筒限制了弹簧的径向移动,避免弹簧被压弯后出现弹性失效的情况,从而减小了第一压力传感器和第二压力传感器因弹簧损坏而不能正常使用的可能性。
32.可选的,所述第一压力传感器侧壁和第二压力传感器侧壁均设置有限位环,所述放置槽开口处设置有与限位环抵接的固定环。
33.通过采用上述技术方案,当上模板和下模板未贴合时,第一压力传感器和第二压力传感器受到重力和弹簧的挤压力,限位环和固定环卡接使第一压力传感器和第二压力传感器不会从放置槽内掉出,减小了因第一压力传感器和第二压力传感器从放置槽内掉出而注塑模具无法正常使用的可能性。
34.可选的,所述注塑口开口处设置有开口逐渐缩小的导向筒。
35.通过采用上述技术方案,在上模板和下模板贴合后,需要将注塑机的高压枪口对准注塑口以便将受热融化的塑料射入型腔内,导向筒的设置使高压枪口更易移动至与注塑口对齐,提高了注塑时的效率。
36.综上所述,本技术包括以下至少一种有益技术效果:
37.1.通过提示装置是否发出提示信号便可使工作人员判断出上模板和下模板贴合时二者之间是否存在间隙,以保证加工出的产品质量合格;
38.2.导向筒的设置便于注塑机对准注塑口,以提高加工过程中的工作效率。
附图说明
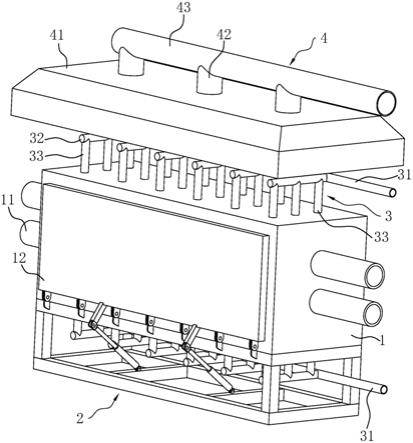
39.图1是本技术实施例的新型注塑模具的结构示意图;
40.图2是本技术实施例的新型注塑模具的剖视图;
41.图3是图2中a部的放大图;
42.图4是本技术实施例的控制电路的电路图。
43.附图标记说明:1、上模座;2、下模座;3、上模板;4、下模板;5、注塑口;6、加料口;7、型腔;8、放置槽;9、弹簧;10、第一压力传感器;11、第二压力传感器;12、提示装置;13、套筒;14、限位环;15、固定环;16、导向筒;17、第一比较单元;18、第二比较单元;19、判断单元;20、控制单元。
具体实施方式
44.以下结合附图1
‑
4对本技术作进一步详细说明。
45.本技术实施例公开一种新型注塑模具。参照图1,新型注塑模具包括上模座1和下模座2,上模座1和下模座2的形状均为长方体且上模座1的横截面形状大小与下模座2的横
截面形状大小相同,上模座1和下模座2平行设置。上模座1的下端面连接有上模板3,上模板3的形状为长方体且上模座1和上模板3同中心线设置,通过螺栓将上模板3固定在上模座1上,以实现上模板3随着上模座1的移动而移动。上模板3的侧壁设置有提示装置12,提示装置12电连接上模板3内部的控制电路,提示装置12可以为指示灯也可以为喇叭。上模座1的上端面开设有注塑口5,注塑口5的横截面形状为圆形且注塑口5的轴线与上模座1上端面的中心线重合。上模板3的上端面焊接有导向筒16,导向筒16的形状为圆台且导向筒16的上端面和下端面贯穿,导向筒16上面积小的一端的直径与注塑口5的外径大小相同且导向筒16与注塑口5同轴设置。当注塑机的高压枪口向注塑口5靠近时,导向筒16将高压枪口引导向与注塑口5对准,减少了高压枪口与注塑口5对齐的时间,提高了工作效率。
46.上模板3上端面开设有与注塑口5对齐的加料口6,加料口6的横截面形状大小与注塑口5的横截面形状大小相同且加料口6与注塑口5连通,加料口6与注塑口5同轴设置,加料口6贯穿上模板3。下模座2上端面连接有下模板4,下模板4的形状为长方体且下模座2和下模板4同中心线设置,通过螺栓将下模板4固定在下模座2上,以实现下模板4和下模座2之间的固定。下模板4的上端面开设有与加料口6对齐的型腔7,型腔7与下模板4同中心线设置。当受热融化的塑料被注塑机高压射入注塑口5时,受热融化的塑料经加料口6添加到型腔7中,以成型所需的产品。
47.参照图2和图3,上模板3的下端面处于加料口6的两侧对称开设有两个放置槽8,放置槽8的横截面形状为圆形且放置槽8的轴线垂直于上模板3的下端面。放置槽8的底面轴向焊接有弹簧9,两个弹簧9远离放置槽8底面的一端分别焊接有第一压力传感器10和第二压力传感器11。第一压力传感器10和第二压力传感器11的型号相同,第一压力传感器10和第二压力传感器11的形状均为圆柱,第一压力传感器10的轴线和第二压力传感器11的轴线均与各自连接的弹簧9的中心线重合,第一压力传感器10和第二压力传感器11的输出端连接于控制电路。在上模板3和下模板4(参见图1)贴合的过程中,第一压力传感器10和第二压力传感器11受到挤压力使弹簧9被压缩,弹簧9带动第一压力传感器10和第二压力传感器11收缩进放置槽8内。第一压力传感器10和第二压力传感器11上连接有弹簧9的端面侧壁均周向焊接有限位环14,限位环14的的横截面形状为圆环,限位环14的外环与放置槽8侧壁抵接。放置槽8的开口处焊接有固定环15,固定环15的横截面为圆环且固定环15和限位环14平行设置。在上模板3和下模板4未贴合时,固定环15与限位环14卡接实现第一压力传感器10和第二压力传感器11在放置槽8内不会掉出,减小了因第一压力传感器10和第二压力传感器11从放置槽8内掉出而使注塑模具无法正常使用的可能性。
48.参照图4,控制电路包括:第一比较单元17,与第一压力传感器10连接,用于接收第一压力传感器10输出的第一压力信号,当第一压力信号的电压值高于预设信号的电压值时,输出第一比较信号;第二比较单元18,与第二压力传感器11连接,用于接收第二压力传感器11输出的第二压力信号,当第二压力信号的电压值高于预设信号的电压值时,输出第二比较信号;判断单元19,与第一比较单元17和第二比较单元18连接,用于接收第一比较信号和第二比较信号,当同时接收到第一比较信号和第二比较信号时,输出控制信号;控制单元20,与判断单元19和提示装置12连接,用于接收判断单元19输出的控制信号,当接收到控制信号时,提示装置12通电发出提示信号。
49.第一比较单元17包括:一第一基准电压生成电路,包括第二电阻器r2和第三电阻
器r3,第二电阻器r2的一端连接于第二直流电v2,另一端与第三电阻器r3串联后接地;其中,第二电阻器r2和第三电阻器r3之间产生第一基准信号。一第一比较器a1,具有一同相输入端、一反相输入端及一输出端,第一比较器a1的同相输入端连接于第一压力传感器10的输出端,第一比较器a1的反相输入端连接于第一基准电压生成电路的输出端,第一比较器a1的输出端输出第一比较信号。第二比较单元18包括:一第二基准电压生成电路,包括第四电阻器r4和第五电阻器r5,第四电阻器r4的一端连接于第二直流电v2,另一端与第五电阻器r5串联后接地;其中,第四电阻器r4和第五电阻器r5之间产生第二基准信号。一第二比较器a2,具有一同相输入端、一反相输入端及一输出端,第二比较器a2的同相输入端连接于第二压力传感器11的输出端,第二比较器a2的反相输入端连接于第二基准电压生成电路的输出端,第二比较器a2的输出端输出第二比较信号。第二电阻器r2的阻值和第四电阻器r4的阻值相等,第三电阻器r3的阻值和第五电阻器r5的阻值相等。第二电阻器r2和第三电阻器r3之间产生的第一基准信号的电压值略小于第一压力传感器10被完全挤压进放置槽8时输出的第一压力信号的电压值。故当第一压力传感器10和第二压力传感器11被完全挤压进放置槽8内时,第一比较器输出第一比较信号,第二比较器输出第二比较信号。
50.判断单元19包括:一与门and,具有一第一输入端、一第二输入端及一输出端,第一输入端连接于第一比较器a1的输出端,第二输入端连接于第二比较器a2的输出端,与门and的输出端输出控制信号。控制单元20包括:一npn三极管q,其基极连接于与门and的输出端,发射极通过第一电阻器r1接地,第一直流电v1串联提示装置12与集电极;一保护电路,包括一二极管d,与提示装置12并联,二极管d的正极连接于集电极,二极管d的负极连接于第一直流电v1。
51.本技术实施例的控制电路的技术效果为:第一压力传感器10受挤压传出第一压力信号到第一比较器a1中与第一基准信号进行比较,若第一压力信号的电压值比第一基准信号电压值大,则第一比较器a1的输出端输出高电平的第一比较信号。第二压力传感器11受挤压传出第二压力信号到第二比较器a2中与第二基准信号进行比较,若第二压力信号的电压值比第二基准信号电压值大,则第二比较器a2的输出端输出高电平的第二比较信号。若与门and的第一输入端和第二输入端输入的都是高电平,则与门and的输出端输出高电平的控制信号,控制信号驱动npn三极管q导通,提示装置12所在电路通路,提示装置12通电发出提示装置12。
52.本技术实施例一种新型注塑模具的实施原理为:当上模板3向下移动至与下模板4的上端面贴合时,下模板4挤压第一压力传感器10和第二压力传感器11,使第一压力传感器10和第二压力传感器11均向放置槽8底面移动,若提示装置12发出提示信号则说明上模板3和下模板4之间没有间隙,注塑模具能够正常工作。
53.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。