1.本实用新型属于塑性成型热成型技术领域,特别是涉及到一种热成型切边模具刃口。
背景技术:
2.热成型切边模具在冲压生产过程中,当热成型切边模具切边长度较长,或切边时板料出现轻微波浪状,使得要想热成型切断模具切断修边,就得需要更大的力。而增大的压力的办法之一就是需要使用压力值更大的压机,在切刀切断模具后,模具所受的压力会突然增大,压力的增大对机台的损耗也会随之增大。
3.因此,现有技术中亟需一种新的技术方案来解决这一技术问题。
技术实现要素:
4.本实用新型所要解决的技术问题是:提供一种热成型切边模具波浪刃口,波浪刃口的切削部为波浪形状,从而减小压机的使用压力,减小切边力,可以在降低压力的同时达到切断零件的目的,减小机台的损耗及对模具的损害。
5.热成型切边模具波浪形刃口,其特征是:刃口的切削部设置有一个以上凹槽,每个凹槽的间隔为50mm;所述凹槽为u型,凹槽深度为t 1mm,式中,t为待切削板料的厚度。
6.所述刃口的两侧边缘位置设置有豁口。
7.通过上述设计方案,本实用新型可以带来如下有益效果:一种热成型切边模具波浪刃口,波浪刃口的切削部为波浪形状,从而减小压机的使用压力,减小切边力,可以在降低压力的同时达到切断零件的目的,减小机台的损耗及对模具的损害。
8.本实用新型的进一步有益效果在于:其结构简单,无需增加工艺步骤即可达到减小机器损耗的目的,可以减小一半左右的切边压力,同时减小切断机台对模具的作用力。
附图说明
9.以下结合附图和具体实施方式对本实用新型作进一步的说明:
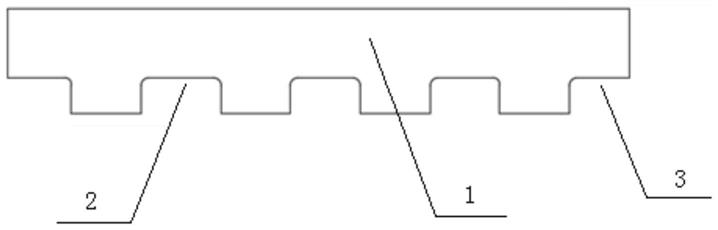
10.图1为本实用新型热成型切边模具波浪形刃口结构示意图。
11.图2为本实用新型热成型切边模具波浪形刃口切边时压力及对机台作用力示意图。
12.图中1
‑
刃口、2
‑
凹槽、3
‑
豁口。
具体实施方式
13.热成型切边模具波浪形刃口,如图1所示,刃口1的切削部设置有一个以上凹槽2,每个凹槽2的间隔为50mm;所述凹槽2为u型,凹槽深度为t 1mm 凹槽深度为t 1mm,式中,t为待切削板料的厚度。
14.所述刃口1的两侧边缘位置设置有豁口3。
15.采用本实用新型热成型切边模具波浪形刃口进行切边时,将板料分两步切断,如图2所示,箭头方向表示力的方向,当板料的切边长度为l时,切边力为0.5f~0.6f(其中f为常规平直刃口时,切边长度为l所需的切边力),在板料切断的瞬间,模具上施加的压力为0.5f~0.6f,与常规现有技术中采用的平直刃口相比较,极大的缩小了切边力及板料切断后,机台对模具的作用力,减小了机台及模具的损伤,增加了其使用寿命。
技术特征:
1.热成型切边模具波浪形刃口,其特征是:刃口(1)的切削部设置有一个以上凹槽(2),每个凹槽(2)的间隔为50mm;所述凹槽(2)为u型,凹槽深度为t 1mm,式中,t为待切削板料的厚度。2.根据权利要求1所述的热成型切边模具波浪形刃口,其特征是:所述刃口(1)的两侧边缘位置设置有豁口(3)。
技术总结
热成型切边模具波浪形刃口,属于塑性成型热成型技术领域,刃口的切削部设置有一个以上凹槽,每个凹槽的间隔为50mm;所述凹槽为U型,凹槽深度为T 1mm;所述刃口的两侧边缘位置设置有豁口。本实用新型波浪刃口的切削部为波浪形状,从而减小压机的使用压力,减小切边力,可以在降低压力的同时达到切断零件的目的,减小机台的损耗及对模具的损害。机台的损耗及对模具的损害。机台的损耗及对模具的损害。
技术研发人员:战鹏 孙奕 班红霞 李龙泽
受保护的技术使用者:吉林省正轩车架有限公司
技术研发日:2020.10.30
技术公布日:2021/10/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。