1.本公开涉及一种用于处理超薄玻璃的设备和用于处理超薄玻璃的方法,且更特定来说,涉及一种层压多个超薄玻璃的用于处理超薄玻璃的设备和用于处理超薄玻璃的方法。
背景技术:
2.近年来,通过不断的改变和创新,显示器产品已取得显著的技术发展。随着使用功能已多样化且产品设计已不断发展,已不断开发便携式和方便的产品。还可不断开发未来产品改变以反映多功能和产品设计的简单性和便利性,且未来产品改变的目标点可能产生可弯曲、可折叠以及可卷曲的显示器产品。
3.为了实现例如可弯曲、可折叠以及可卷曲的显示器产品的柔性显示器产品,能够在弯曲时保持产品性能的显示器组件是优先的。为此目的,已将高强度膜应用于典型的柔性显示器产品。然而,高强度膜具有以下限制:膜可能经历十万次或小于十万次的弯曲测试且具有96%或小于96%的透射率。因此,近年来,已深入开发极薄、具有98%或大于98%的透射率且能够折叠和展开大于十万次的柔性超薄玻璃(ultra
‑
thin glass;utg)。
4.由于这一超薄玻璃(utg)具有小于150微米的极小厚度,因此超薄玻璃难以处置,且容易在例如将玻璃切割成预定大小或形状的切割工艺或边缘工艺的处理期间破裂。
5.因此,需要一种用于处理超薄玻璃的设备和方法,其能够以各种产品大小和目的稳定地制造超薄玻璃而不会破裂。
6.[相关技术文件]
[0007]
[专利文件]
[0008]
韩国专利第10
‑
1334406号
技术实现要素:
[0009]
本公开提供一种用于处理超薄玻璃的设备和用于处理超薄玻璃的方法,其层压多个超薄玻璃同时防止粘合剂泄漏。
[0010]
根据示例性实施例,一种用于处理超薄玻璃的设备包含:载物台,配置成支撑超薄玻璃;转移部件,配置成将超薄玻璃转移到载物台上;粘合剂提供部件,配置成将粘合剂提供到由载物台支撑的超薄玻璃上;以及按压部件,配置成将按压力提供到用其间的粘合剂层压的多个超薄玻璃上,且按压部件包含弹性地变形以按压超薄玻璃的弹性隔膜。
[0011]
设备可更包含配置成从多个超薄玻璃的侧方向发射光的第一光源部件,且粘合剂提供部件可提供在超薄玻璃的边缘部分处由第一光源部件固化的第一粘合剂。
[0012]
设备可更包含配置成在多个超薄玻璃的层压方向上移动第一光源部件的第一光源驱动部件。
[0013]
设备可更包含安置在载物台上方以发射光的第二光源部件,且粘合剂提供部件可提供在超薄玻璃的中心部分处由第二光源部件固化的第二粘合剂。
[0014]
按压部件可更包含主体部件,弹性隔膜的边缘部分由所述主体部件固定和支撑,且弹性隔膜可通过在主体部件的表面与弹性隔膜之间供应的流体扩张。
[0015]
流体可供应到弹性隔膜的中心部分。
[0016]
设备可更包含配置成通过移动载物台和按压部件中的至少一个来调整载物台与按压部件之间的间隙的间隙调整部件。
[0017]
设备可更包含配置成处理其中层压有多个超薄玻璃的超薄玻璃层压体的处理部件。
[0018]
超薄玻璃可具有10微米到150微米的厚度,且超薄玻璃层压体可通过层压两个到五十个超薄玻璃来形成。
[0019]
根据另一示例性实施例,一种用于处理超薄玻璃的方法包含:在载物台上支撑第一超薄玻璃;将粘合剂提供到由载物台支撑的第一超薄玻璃上;在粘合剂上设置第二超薄玻璃;以及通过使用按压部件将按压力提供到第二超薄玻璃上,且按压力的提供包含使按压部件的弹性隔膜弹性变形。
[0020]
按压力的提供可更包含允许弹性隔膜接触第二超薄玻璃,且可通过经由按压部件的主体部件与弹性隔膜之间的流体供应使弹性隔膜扩张来执行弹性隔膜的弹性变形。
[0021]
在弹性隔膜的弹性变形中,流体可供应到弹性隔膜的中心部分。
[0022]
粘合剂的提供可包含将第一粘合剂提供到第一超薄玻璃或第二超薄玻璃的边缘部分,且所述方法可更包含通过从其中层压有第一超薄玻璃和第二超薄玻璃的超薄玻璃层压体的侧方向对第一粘合剂发射光来固化第一粘合剂。
[0023]
第一粘合剂的固化可在弹性隔膜的弹性变形之前或与弹性变形同时执行。
[0024]
方法可更包含在超薄玻璃层压体的层压方向上移动第一光源部件,所述第一光源部件配置成从超薄玻璃层压体的侧方向发射光。
[0025]
粘合剂的提供可更包含将第二粘合剂提供到第一超薄玻璃或第二超薄玻璃的中心部分,且所述方法可更包含通过在第一粘合剂的固化之后从载物台上方发射光来固化第二粘合剂。
[0026]
方法可更包含在弹性隔膜的弹性变形之后减小载物台与按压部件之间的间隙。
[0027]
方法可更包含处理其中层压有第一超薄玻璃和第二超薄玻璃的超薄玻璃层压体。
附图说明
[0028]
根据结合附图进行的以下描述可更详细地理解示例性实施例,在所述附图中:
[0029]
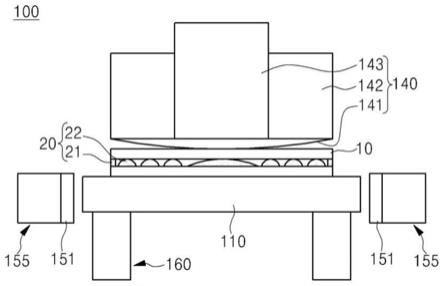
图1是示出根据示例性实施例的用于处理超薄玻璃的设备的示意性横截面图。
[0030]
图2是用于解释根据示例性实施例的粘合剂提供部件的提供第一粘合剂和提供第二粘合剂的概念图。
[0031]
图3为用于解释根据示例性实施例的第二光源部件的概念图。
[0032]
图4是用于解释根据示例性实施例的由处理部件进行的切割工艺的概念图。
[0033]
图5是表示根据另一示例性实施例的用于处理超薄玻璃的方法的流程图。
[0034]
图6是根据另一示例性实施例的依次示出用于处理超薄玻璃的方法的一部分的视图。
[0035]
图7是根据另一示例性实施例的依次示出用于处理超薄玻璃的方法的其余部分的
视图。
[0036]
附图标号说明
[0037]
5:层压体单元;
[0038]
10:超薄玻璃;
[0039]
11:第一超薄玻璃;
[0040]
12:第二超薄玻璃;
[0041]
20、20a:粘合剂;
[0042]
21、21a:第一粘合剂;
[0043]
22、22a:第二粘合剂;
[0044]
50:超薄玻璃层压体;
[0045]
100:超薄玻璃处理设备;
[0046]
110:载物台;
[0047]
130:粘合剂提供部件;
[0048]
131:第一粘合剂排出部件;
[0049]
132:第二粘合剂排出部件;
[0050]
140:按压部件;
[0051]
141:弹性隔膜;
[0052]
142:主体部件;
[0053]
143:流体供应部件;
[0054]
151:第一光源部件/位置保持构件;
[0055]
152:第二光源部件;
[0056]
155:第一光源驱动部件;
[0057]
160:间隙调整部件;
[0058]
171:切割轮;
[0059]
s100、s200、s210、s220、s300、s400、s405、s410、s415、s420、s450、s460、s490、s500、s510、s520、s545、s550:工艺;
[0060]
t:厚度。
具体实施方式
[0061]
在下文中,将参看附图更详细地描述具体实施例。但是,本发明可以用不同形式实施,并且不应被解释为限于本文所阐述的实施例。实际上,提供这些实施例是为了使得本公开将是透彻并且完整的,并且这些实施例将把本发明的范围充分地传达给所属领域的技术人员。在每一可能的情况下,相似的附图标号在描述及附图中用以指代相同或类似元件。在附图中,出于说明清楚起见而放大层和区的尺寸。附图中相似的附图标号标示相似的元件,且因此将省略其描述。
[0062]
图1是示出根据示例性实施例的用于处理超薄玻璃的设备的示意性横截面图。
[0063]
参考图1,根据示例性实施例的用于处理超薄玻璃的设备100(下文称为超薄玻璃处理设备100)可包含:载物台110,用于支撑超薄玻璃10;转移部件120,用于将超薄玻璃10转移到载物台110上;粘合剂提供部件130,用于将粘合剂20提供到由载物台110支撑的超薄
玻璃10上;以及按压部件140,用于将按压力提供到用其间的粘合剂20层压的多个超薄玻璃10上。
[0064]
当通过在多个超薄玻璃(utg)10之间布置粘合剂20来形成超薄玻璃层压体50时,载物台110可支撑超薄玻璃10且固定安置于最下部层处的超薄玻璃10。举例而言,载物台110可以吸附固定方式在其多孔表面上支撑超薄玻璃10。此处,孔可具有等于或小于超薄玻璃10的厚度t的宽度(或直径),使得超薄玻璃10在超薄玻璃10的一部分因吸附力而抽吸到孔中时不弯曲或成曲形。此处,当孔的大小不恒定时,最大的孔可具有等于或小于超薄玻璃10的厚度的宽度。
[0065]
转移部件120可通过支撑超薄玻璃10的彼此相对的两个表面中的任何一个表面来将超薄玻璃10转移到载物台110上。举例来说,转移部件120可通过以吸附固定方式支撑超薄玻璃10来转移超薄玻璃10,且包含转移机器人。此处,类似于载物台110,转移部件120的用于吸附固定的孔可具有等于或小于超薄玻璃10的厚度的宽度(或直径)。此处,转移部件120可接触载物台110以转移(或设置)安置于最下部层处的超薄玻璃10,在提供于超薄玻璃10上的粘合剂20上设置超薄玻璃10,或转移载物台110上的超薄玻璃10,使得面向载物台110的表面暴露。此处,安置于最下部层处的超薄玻璃10可支撑在载物台110上,且通过使用除转移部件120之外的另一装置来移动载物台110而设置在工艺位置处。
[0066]
粘合剂提供部件130可将粘合剂20提供到由载物台110支撑的超薄玻璃10上,接触在载物台110上向上暴露的超薄玻璃10以提供粘合剂20,且通过粘合剂20粘合多个超薄玻璃10。此处,粘合剂提供部件130可将具有粘度的液化粘合剂20施加和提供到超薄玻璃10上,或将例如树脂的液化粘合剂20印刷到超薄玻璃10上。此处,粘合剂20可通过例如紫外线(ultra
‑
violet;uv)的光来光固化且在固化时具有提高的粘合力。
[0067]
举例来说,在用具有预定波长的光照射时,粘合剂20可快速地固化,且具有预定波长的光可为具有特定波长带的uv或可见光。此处,粘合剂20可以是光固化粘合剂或紫外线粘合剂,其通过具有254纳米或365纳米的波长带的uv固化,且光起始剂可含于粘合剂20中。
[0068]
按压部件140可将按压力提供到用其间的粘合剂20层压的多个超薄玻璃10上,且允许彼此面对(或彼此相邻)的多个超薄玻璃10彼此靠近,使得粘合剂20在多个超薄玻璃10之间均匀地扩散。举例来说,按压部件140可安置在载物台110上方且缓慢地按压载物台上的暴露的上部超薄玻璃10,使得粘合剂20在多个超薄玻璃10之间均匀地扩散。
[0069]
由于超薄玻璃(utg)10具有小于约150微米的极小厚度,因此当执行例如将超薄玻璃10切割成预定大小或预定形状的切割工艺或修整超薄玻璃10的边缘表面的边缘工艺的工艺时,超薄玻璃10的处置因左/右摇晃而困难。归因于此,很难执行精确处理,且超薄玻璃10容易受损,例如破裂。
[0070]
因此,在示例性实施例中,由于超薄玻璃层压体50通过经由粘合剂20层压多个超薄玻璃10而形成,因此厚度可增加到大于150微米以易于在例如切割工艺或边缘工艺的工艺期间进行处置,稳定处置可以允许精确处理,且可防止超薄玻璃10在处理时损坏。此外,可一次处理多个超薄玻璃10,因此可以大小等优良工艺均匀性处理超薄玻璃10,且可减小切割工艺的数目以缩短用于处理超薄玻璃10的工艺时间。
[0071]
此外,按压部件140可包含弹性地变形以按压超薄玻璃10的弹性隔膜141。由于弹性隔膜141具有弹性,因此可通过外力使弹性隔膜141变形。此变形允许弹性隔膜141按压超
薄玻璃10且选择性地接触超薄玻璃10。举例来说,弹性隔膜141可由橡胶材料制成且具有气囊(或口袋)形状。当供应例如空气的流体时,可扩张弹性隔膜141,且此扩张可朝向载物台推动和按压超薄玻璃10。此处,弹性隔膜141可具有预定(或规定)软垫和柔软度以防止例如刮痕的损坏(或缺陷)在超薄玻璃10中产生且允许粘合剂20以恒定厚度在多个超薄玻璃10之间扩散。
[0072]
此处,弹性隔膜141与超薄玻璃10的接触表面(或按压表面)可包含弯曲表面。与超薄玻璃10的整个接触表面可形成一个弯曲表面,或与超薄玻璃10的接触表面的一部分可形成弯曲表面。此处,弹性隔膜141可具有具有弯曲表面的形状或弹性地变形以形成弯曲表面且接着接触超薄玻璃10。替代地,弹性隔膜141可具有弯曲形状以使得其边缘(或两侧)固定且其中心部分因其自身重量偏转。当弹性隔膜141与超薄玻璃10的接触表面具有弯曲表面时,首先按压超薄玻璃10的中心部分,且粘合剂20从多个超薄玻璃10的中心部分扩散到其边缘(部分),使得粘合剂20不集中(或滞留)在多个超薄玻璃10之间的中心部分上。因此,多个超薄玻璃10可以恒定厚度(或高度)粘合(或粘附)。此外,由于超薄玻璃10的边缘(部分)的围坝部分或密封部分进行支撑,因此当与超薄玻璃10的接触表面为平坦表面时,按压力可充分传递到甚至超薄玻璃10的中心部分。
[0073]
图2是用于解释根据示例性实施例的粘合剂提供部件的提供第一粘合剂和提供第二粘合剂的概念图,图2的(a)是示出提供第一粘合剂的视图,且图2的(b)是示出提供第二粘合剂的视图。
[0074]
参考图1和图2,根据示例性实施例的超薄玻璃处理设备100可更包含用于从多个超薄玻璃10的侧方向发射光的第一光源部件151。第一光源部件151可设置在多个超薄玻璃10的侧方向处且从多个超薄玻璃10的侧方向发射光。并且第一光源部件151可固化(或预固化)提供于多个超薄玻璃10之间的边缘(部分)处的粘合剂20(即,第一粘合剂)。举例来说,第一光源部件151可安置成面对暴露于其间有粘合剂20的多个超薄玻璃10之间的粘合剂20的侧部分(或侧表面)。并且第一光源部件151可向粘合剂20发射具有预定波长(例如,第一波长)的光以固化安置于多个超薄玻璃10之间的边缘(部分)处的粘合剂20。此处,随着粘合剂20固化,多个超薄玻璃10之间的粘合力可改进。此处,安置于多个超薄玻璃10之间的边缘(部分)处的粘合剂20可形成围坝部分或密封部分以限制或防止安置于多个超薄玻璃10之间的粘合剂20从超薄玻璃10偏离和泄漏,且具有高粘度。
[0075]
在示例性实施例中,安置于多个超薄玻璃10之间的边缘(部分)处的粘合剂20可在按压上部超薄玻璃10之前通过第一光源部件151(预)固化,且粘合剂20扩散到多个超薄玻璃10之间的边缘(部分)。通过此,可形成不因按压而塌陷的围坝以阻止扩散的粘合剂20从超薄玻璃10偏离和泄漏,且多个超薄玻璃10可与多个超薄玻璃10彼此紧密地粘合以防止在多个超薄玻璃10之间产生间隙。
[0076]
此外,第一光源部件151可安置于多个超薄玻璃10的侧方向处且从多个超薄玻璃10的侧方向对粘合剂20发射光,以将安置于多个超薄玻璃10之间的边缘(部分)处的粘合剂20从最外部粘合剂20的侧表面(即,第一粘合剂的侧表面)固化到内侧。并且第一光源部件151可有效地固化最外部粘合剂20的侧表面,这需要具有足够的硬度而不变形,以便有效地执行围坝部分或密封部分的功能。也就是说,最外部粘合剂20的侧表面可在不变形的情况下有效地固化,以充分地执行围坝(或壁)的作用且具有不因按压而塌陷的足够硬度。
[0077]
此外,粘合剂提供部件130可在超薄玻璃10的边缘部分处提供由第一光源部件151固化的第一粘合剂21。粘合剂提供部件130可通过区分超薄玻璃10的边缘部分和中心部分而提供粘合剂20。此处,用于限制或防止粘合剂20从超薄玻璃10偏离和泄漏的围坝部分或密封部分可形成于超薄玻璃10的边缘部分处,且用于在由围坝部分或密封部分包围的空间中扩散以稳定地将多个超薄玻璃10彼此粘合的粘合剂20可形成于超薄玻璃10的中心部分处。此处,第一粘合剂21可为用于形成围坝部分或密封部分的粘合剂20,且粘合剂20可具有高粘度以有效地形成围坝部分或密封部分。
[0078]
举例来说,粘合剂提供部件130可包含用于将第一粘合剂21提供到超薄玻璃10的边缘部分的第一粘合剂排出部件131,且第一粘合剂排出部件131可将具有粘度的液化的第一粘合剂21施加且提供到超薄玻璃10的边缘部分上。此处,第一粘合剂排出构件131可沿着(或围绕)超薄玻璃10的边缘印刷第一粘合剂21,以形成用于限制或防止粘合剂20(即,第二粘合剂和/或第一粘合剂)从超薄玻璃10偏离和泄漏的围坝部分或密封部分。此处,第一粘合剂21可由具有预定波长且从第一光源部件151发射的光固化或预固化。
[0079]
根据示例性实施例的超薄玻璃处理设备100可更包含用于在多个超薄玻璃10的层压方向上移动第一光源部件151的第一光源驱动部件155。
[0080]
第一光源驱动部件155可在多个超薄玻璃10的层压方向上移动第一光源部件151。此处,第一光源部件151的位置(或高度)可根据超薄玻璃10的层压高度(或层的数目)来调整,或第一光源部件151可反复地在载物台110的(外部)侧部分与多个超薄玻璃10的侧部分(即,第一粘合剂的侧部分)之间移动(或扫描)以执行固化第一粘合剂21的具有预定波长的光的通断功能。因此,由于具有预定波长的光集中地发射到(仅)待固化的第一粘合剂21,因此在所有高度(或所有层)处的第一粘合剂21的所有高度(或所有层)可有效地固化而无未固化部分。此外,由于仅当通过第一光源部件151的移动需要光的发射时将光发射到第一粘合剂21,所以可防止光连续地发射到已经固化的第一粘合剂21a且第一粘合剂21过度固化以失去粘合力的状态。
[0081]
此外,第一光源部件151可扫描第一粘合剂21的侧部分以通过第一光源驱动部件155固化第一粘合剂21。
[0082]
图3为用于解释根据示例性实施例的第二光源部件的概念图。
[0083]
参考图3,根据示例性实施例的超薄玻璃处理设备100可更包含安置于载物台110上方以发射光的第二光源部件152。
[0084]
第二光源部件152可安置于载物台110上方且发射光以固化(或预固化)安置于多个超薄玻璃10之间的中心部分处的粘合剂20(即,第二粘合剂)。举例来说,第二光源部件152可安置于载物台110上方以面对上部超薄玻璃10,且发射具有预定波长(例如,第二波长)的光以固化安置于多个超薄玻璃10之间的中心部分处的粘合剂20。此处,第二光源部件152可包含表面光源或条型光源以作为表面光源一次(或同时)固化安置于多个超薄玻璃10之间的中心部分处的粘合剂20的整个表面,或作为条型光源扫描和固化安置于多个超薄玻璃10之间的中心部分处的粘合剂20的整个表面。由于安置于多个超薄玻璃10之间的中心部分处的粘合剂20由第二光源部件152固化,因此多个超薄玻璃10之间的粘合力可改进。此处,安置于多个超薄玻璃10之间的中心部分处的粘合剂20可具有低粘度,使得由围坝部分或密封部分包围的空间中的粘合剂20有效地在多个超薄玻璃10之间扩散以用于多个超薄
玻璃10之间的有效粘合。
[0085]
此外,粘合剂提供部件130可在超薄玻璃10的中心部分处提供由第二光源部件152固化的第二粘合剂22。此处,第二粘合剂22可为因按压部件140的按压而在由围坝部分或密封部分包围的空间中扩散的粘合剂20,且可使用具有低于第一粘合剂21的粘度的粘合剂20以使得粘合剂20在多个超薄玻璃10之间有效地扩散。
[0086]
举例来说,粘合剂提供部件130可包含用于将第二粘合剂22提供到超薄玻璃10的中心部分的第二粘合剂排出部件132,且第二粘合剂排出部件132可将具有粘度的液化的第二粘合剂22施加且提供到超薄玻璃10的中心部分上。此处,第二粘合剂排出构件132可将第二粘合剂22印刷到超薄玻璃10的中心部分,且可在第二粘合剂22可能因按压部件140的按压而易于扩散的位置处印刷第二粘合剂22,而不是在其中未提供粘合剂20(即,第一粘合剂)的整个空白空间中填充第二粘合剂22。此处,第二粘合剂22可由具有预定波长的从第二光源部件152发射的光固化或预固化。
[0087]
此外,在安置于多个超薄玻璃10之间的中心部分处的第二粘合剂22在多个超薄玻璃10之间有效地(或均匀地)扩散之后,第二光源部件152可固化多个超薄玻璃10之间的第二粘合剂22。
[0088]
此外,第一粘合剂21和第二粘合剂22在粘度、材料(组合物)、密度以及材料状态(例如,液体、凝胶或固体)中的至少一个方面可不同。举例来说,第一粘合剂21和第二粘合剂22可具有不同粘度,且因此具有不同材料和/或密度。此处,粘合剂20可具有根据材料(组合物)、密度和/或厚度待固化的不同波长。
[0089]
此外,第一粘合剂21和/或第二粘合剂22可由具有特定波长带的uv或可见光固化,且第一光源部件151和/或第二光源部件152可包含用于发射具有恰当波长带的uv的uv发射部件。此处,当第一粘合剂21和第二粘合剂22不同时,第一粘合剂21第二粘合剂22可具有待固化的不同波长。第一光源部件151可发射具有第一波长的光以固化第一粘合剂21,且第二光源部件152可发射具有第二波长的光以固化第二粘合剂22。
[0090]
也就是说,可通过使用具有高粘度的第一粘合剂21在超薄玻璃10的边缘部分处形成围坝部分或密封部分,且当提供具有低粘度的第二粘合剂22以易于在由围坝部分或密封部分包围的空间中扩散时,第一粘合剂21和第二粘合剂22的材料、密度和/或厚度可不同。然而,可通过经由第一光源部件151和第二光源部件152以适当方式发射具有第一波长的光和具有第二波长的光中的每一个以用于固化安置于每一位置处的第一粘合剂21或第二粘合剂22来对第一粘合剂21和第二粘合剂22中的每一个执行总体均匀固化。举例来说,第一波长可长于第二波长,第一光源部件151可发射具有第一波长(相对长波长)的光,且第二光源部件152可发射具有第二波长(相对短波长)的光。
[0091]
按压部件140可更包含主体部件142,弹性隔膜141的边缘部分固定且支撑到所述主体部件142。主体部件142可支撑弹性隔膜141且固定和支撑弹性隔膜141的边缘部分。通过此,其中供应流体的间隙(或空间)可形成于主体部件142的表面与弹性隔膜141之间。此外,流体供应到的路径可形成于主体部件142的表面与弹性隔膜141之间,供应到所述路径的流体可再次排出,且所供应流体可排放到单独排出路径。此外,由于主体部件142固定弹性隔膜141的边缘部分,因此弹性隔膜141的中心部分可因其自身重量而偏转。因此,弹性隔膜141的中心部分可接触上部超薄玻璃10且固持上部超薄玻璃10,使得上部超薄玻璃10不
会因其自身重量而在载物台110与弹性隔膜141之间移动。通过此,在第一光源部件151从最外侧表面到内侧固化第一粘合剂21的同时可防止上部超薄玻璃10的移动。也就是说,尽管可在第一粘合剂21在从第一粘合剂21的最外侧表面到内侧的固化方向(或固化次序)上固化的同时移动上部超薄玻璃10,但弹性隔膜141的自身重量可固持上部超薄玻璃10以防止上部超薄玻璃10的移动。
[0092]
此外,弹性隔膜141可通过供应在主体部件142的表面与弹性隔膜141之间的部分的流体扩张。通过此,在接触超薄玻璃10的状态下,弹性隔膜141可朝向载物台110按压超薄玻璃10。举例来说,按压部件140可更包含用于通过将流体供应到主体部件142的表面与弹性隔膜141之间的部分而使弹性隔膜141扩张的流体供应部件143。流体供应部件143可通过将流体供应到主体部件142的表面与弹性隔膜141之间的部分而使弹性隔膜141扩张,且通过弹性隔膜141的扩张而朝向载物台110按压超薄玻璃10。
[0093]
此处,流体可包含可压缩流体,且弹性隔膜141的整个表面可以均匀压力按压超薄玻璃10以均匀地粘合多个超薄玻璃10的整个表面。
[0094]
替代地,流体可包含例如水的不可压缩流体,且不可压缩流体是指虽然体积发生变化但维持恒定密度(或,无根据体积变化的容积变化)的流体。当使用不可压缩流体时,由于流体维持恒定密度,因此由流体引起的扩张力(或变形力)可均匀地传送到超薄玻璃10的整个表面。也就是说,当使用不可压缩流体时,由流体引起的扩张力可均匀地且有效地传送到超薄玻璃10的整个表面,这是因为在按压的接触部分与未按压的非接触部分之间不存在密度差。
[0095]
举例来说,流体供应部件143可包含与主体部件142连接(即,与主体部件的路径连接)的连接管和用于通过连接管供应流体的泵(未绘示)。连接管可与主体部件142连接且与主体部件142的路径连通。此处,连接管可通过连接或插入到主体部件142的路径而与所述路径连通。
[0096]
泵(未绘示)可机械地操作以通过连接管将流体供应到主体部件142的表面与弹性隔膜141之间的部分。流体的供应可通过泵(未绘示)接通/断开。
[0097]
在示例性实施例中,由于弹性隔膜141通过流体扩张以按压上部超薄玻璃10,因此可在与超薄玻璃10的接触表面上产生均匀压力。因此,多个超薄玻璃10可均匀地且紧密地彼此接触以具有其总体均匀厚度(或高度)。
[0098]
此外,流体可供应到弹性隔膜141的中心部分。也就是说,流体供应部件143可将流体供应到弹性隔膜141的中心部分。因此,可首先通过弹性隔膜141的扩张而按压超薄玻璃10的中心部分(其不由围坝部分或密封部分支撑),且接着可通过在外部方向上传送(预)压力(或将(预)压力传送到边缘部分)而按压超薄玻璃10的整个(表面)。当从超薄玻璃10的由围坝部分或密封部分支撑的边缘(部分)施加按压时,由于按压力仅传递到围坝部分或密封部分的第一粘合剂21,但不传递到由围坝部分或密封部分包围的空间中的第二粘合剂22,所以围坝部分或密封部分可能塌陷,且第二粘合剂22和/或第一粘合剂21可能从超薄玻璃10偏离和泄漏。此外,由围坝部分或密封部分包围的空间中的第二粘合剂22可仅在一个方向上推动或在围坝部分或密封部分上方流动(或溢出),且可能偏置到一侧而不是在多个超薄玻璃10之间均匀地扩散,以使上部超薄玻璃10的平坦度(或层压平坦度)降低。
[0099]
然而,在示例性实施例中,当在弹性隔膜141的中心部分中供应粘合剂,且从超薄
玻璃10的中心部分按压所述超薄玻璃10时,在由围坝部分或密封部分包围的空间中的第二粘合剂22可均匀地扩散到多个超薄玻璃10之间的两侧。此外,由于在超薄玻璃10的边缘(部分)处的按压力分布到围坝部分或密封部分的第一粘合剂21和由围坝部分或密封部分包围的空间中的第二粘合剂22,所以可防止(或限制)围坝部分或密封部分的塌陷,且可防止由围坝部分或密封部分包围的空间中的第二粘合剂22从围坝部分或密封部分溢出和泄漏。
[0100]
根据示例性实施例的超薄玻璃处理设备100可更包含用于移动载物台110和按压部件140中的至少一个以调整载物台110与按压部件140之间的间隙的间隙调整部件160。
[0101]
间隙调整部件160可移动载物台110和按压部件140中的至少一个且调整载物台110与按压部件140之间的间隙。当调整载物台110与按压部件140之间的间隙时,间隙调整部件160可将均匀按压力提供到多个超薄玻璃10上尽管多个超薄玻璃10的高度(或层的数目),使扩张的弹性隔膜141弹性地变形,以使得与超薄玻璃10的接触表面几乎平坦,且将均匀(预)压力传递到超薄玻璃10的整个表面。因此,可防止多个超薄玻璃10中的每一个损坏(或破裂)。此外,当通过间隙调整部件160调整载物台110或按压部件140的升降力时,可调整传递到超薄玻璃10的按压力的强度和/或分布。
[0102]
图4是用于解释根据示例性实施例的由处理部件进行的切割工艺的概念图,图4的(a)是示出通过切割轮来切割超薄玻璃层压体的视图,且图4的(b)是示出分离成具有预定大小的层压体单元的超薄玻璃层压体的视图。
[0103]
参考图4,根据示例性实施例的超薄玻璃处理设备100可更包含用于处理其中层压有多个超薄玻璃10的超薄玻璃层压体50的处理部件。
[0104]
处理部件可处理其中层压有多个超薄玻璃10的超薄玻璃层压体50,且可进行工艺,例如将超薄玻璃层压体50切割成预定大小或形状的切割工艺和/或修整边缘表面的边缘工艺。这里,切割工艺可将超薄玻璃层压体50切割成必要的预定大小且从超薄玻璃层压体50分离(或划分)层压体单元5。举例来说,处理部件可包含切割轮171。在切割工艺中,可通过使用安装有由金刚石磨料制成的切割轮171的计算机数字控制(computer numerical control;cnc)切割单元将超薄玻璃层压体50切割(或分离)成具有预定大小的层压体单元5。这里,处理部件可通过使用激光的激光切割方法来切割超薄玻璃层压体50。
[0105]
此外,边缘工艺可去除超薄玻璃层压体50和/或层压体单元5的边缘表面上的碎片(chipping)。举例来说,可通过使用抛光轮来去除超薄玻璃层压体50和/或形状经过处理的层压体单元5的边缘表面上存在的微碎片。此处,可将具有优良耐久性的软布用作抛光轮的表面材料。可对超薄玻璃层压体50的多个超薄玻璃10中的每一个和/或层压体单元5的边缘表面进行化学边缘抛光以便形成以“c”形倒圆的c角。在超薄玻璃层压体50和/或层压体单元5牢固地安装到化学边缘愈合仪器且接着定位成充分浸渍到填充有化学抛光溶液的边缘愈合浴中的状态下缓慢地旋转超薄玻璃层压体50和/或层压体单元5的同时,可进行化学抛光以均匀地愈合整个边缘表面。通过此,超薄玻璃10可具有优良边缘强度和提高的弯曲强度,且多个超薄玻璃10中的每一个可容易地与超薄玻璃层压体50和/或层压体单元5分离。
[0106]
因此,在示例性实施例中,由于超薄玻璃层压体50通过经由粘合剂20层压多个超薄玻璃10而形成,所以其厚度可增加到大于150微米以易于在例如切割工艺或边缘工艺的工艺期间进行处置,稳定处置可以允许精确处理,且可防止超薄玻璃10在处理期间损坏。此外,可一次处理多个超薄玻璃10,因此可以大小等优良工艺均匀性处理超薄玻璃10,且可减
小切割工艺的数目以缩短用于处理超薄玻璃10的工艺时间。
[0107]
此处,超薄玻璃10可具有10微米到150微米的厚度,且超薄玻璃层压体50可通过层压两个到五十个超薄玻璃10来形成。通常,玻璃具有脆性。当玻璃具有在其厚度超过150微米时的硬度时,玻璃可能不容易弯曲。因此,当强制弯曲玻璃时,玻璃可能破裂。因此,由于玻璃在保持产品性能时不可弯曲,所以不可将玻璃应用于柔性显示器。因此,可通过用刻蚀剂刻蚀具有超过400微米的厚度的圆形板玻璃来制造(或制备)具有在10微米到150微米范围内的减小的厚度的超薄玻璃10。因此,超薄玻璃10可具有在10微米到150微米范围内的厚度。
[0108]
近年来,需要将具有在1毫米到10毫米范围内的弯曲半径(r)的超薄玻璃10应用于可折叠显示器,且根据示例性实施例的超薄玻璃10可具有在1毫米到10毫米范围内的弯曲半径。这里,超薄玻璃10的柔性可通过弯曲半径来表征。弯曲半径(r)可测量为超薄玻璃10的弯曲位置处的内曲率,且通过超薄玻璃10的厚度(t)、杨氏模量以及弯曲强度来确定。此处,超薄玻璃10的极小厚度、低杨氏模量以及高弯曲强度可有助于超薄玻璃10的小弯曲半径和优良柔性。尽管超薄玻璃10可以150微米或小于150微米的厚度具有柔性,但具有在100微米到150微米范围内的厚度的超薄玻璃10可仅在可弯曲水平下进行弯曲,且可能不在弯曲半径(r)在1毫米到10毫米范围内的可折叠水平下进行弯曲。因此,超薄玻璃10可具有在10微米到100微米范围内的厚度,所以超薄玻璃10在可折叠水平下进行弯曲。
[0109]
可对超薄玻璃10进行化学强化以具有极大弯曲强度和/或低杨氏模量。此处,化学强化可通过在超薄玻璃10的表面和/或边缘上涂布来进行。举例来说,化学强化可通过在超薄玻璃10的表面上形成压缩应力层来强化超薄玻璃10的表面。也就是说,超薄玻璃10可在其表面上包含通过化学强化来形成的压缩应力层。压缩应力层可通过超薄玻璃10的表面处的离子交换形成于超薄玻璃10的表面上,且当超薄玻璃10弯曲时压缩应力可对应于拉伸应力。因此,可提高超薄玻璃10的弯曲强度,可容易地进行超薄玻璃10的处置和处理,可减小超薄玻璃10的弯曲半径,且可提高超薄玻璃10的柔性。
[0110]
此处,具有含有碱金属(例如,li、na、k等)和/或铝(al)的组合物的超薄玻璃10可在特定厚度(例如,约100微米或小于100微米的厚度)下获得高机械强度以及优良柔性和弯曲性质。可形成压缩应力层,且可通过使用碱金属氧化物(例如,k2o、na2o以及li2o)作为玻璃处理改性剂来对超薄玻璃10进行化学强化,以产生na
/li
、na
/k
以及li
/k
与超薄玻璃10中存在的钠(na)和锂(li)的离子交换。
[0111]
举例来说,化学强化可通过将超薄玻璃10浸渍到含有用于与超薄玻璃10中的碱金属离子交换的单价离子的盐浴中来进行,且盐浴的单价离子的直径可大于超薄玻璃10中的碱金属离子的直径。因此,可产生在离子交换之后作用于超薄玻璃10的表面的压缩应力,且通过此,可提高超薄玻璃10的弯曲强度和柔性。由化学强化产生的压缩应力(compressive stress;cs)可提高超薄玻璃10的耐刮擦性,使得超薄玻璃10可以不易刮擦,且离子交换层的深度(depth of an ion
‑
exchange layer;dol)可提高刮擦耐受性,使得超薄玻璃10即使在刮擦时也较少破裂。
[0112]
最典型地用于化学强化中的盐包含含有熔融盐的na
、含有熔融盐的k
或其混合物。频繁使用的盐可包含nano3、kno3、nacl、kcl、k2so4、na2so4以及na2co3,且naoh、koh以及例如其它钠盐、钾盐或铯盐的添加剂可用于进一步优良地控制化学强化的离子交换。
[0113]
此处,超薄玻璃10可为含有碳酸钠(na2co3)的钠钙玻璃,且超薄玻璃10的表面处的钠离子(na
)的一部分可由钾离子(k
)取代,所述钾离子在玻璃转化温度(或软化温度)或更高温度下各自具有更大离子半径。也就是说,由于具有较大粒度的k
插入到超薄玻璃10的结构中的超薄玻璃10的内空间(在其中使用na
来插入),使得完全填充小的内空间,所以超薄玻璃10的表面可进一步强烈地压缩以具有优良弹性和抗刮擦性。由于钾离子(k
)的颗粒大小大于钠离子(na
)的颗粒大小以占据更大空间,所以当超薄玻璃10冷却时,具有强压缩应力的层(即,压缩应力层)可形成于超薄玻璃10的表面上以具有防止刮擦的耐久性。此外,超薄玻璃10可以是含有玻璃(例如,碱金属硅酸盐玻璃、碱金属硼硅酸盐玻璃、碱金属铝硼硅酸盐玻璃、碱金属硼玻璃、碱金属锗酸盐玻璃、碱金属硼锗酸盐玻璃以及其组合)的碱金属且可含有碱金属以允许离子交换和化学强化。
[0114]
超薄玻璃层压体50可通过层压两个到五十个超薄玻璃10来制造。可通过使用物理抛光方法按一片单元对具有150微米(0.15毫米)或大于150微米的厚度的玻璃进行例如边缘工艺的工艺,且可在玻璃的边缘处形成以“c”形倒圆的c角。然而,由于当进行以上工艺时具有小于150微米的厚度的超薄玻璃10 100%破裂,所以可能不应用按一片单元的物理抛光方法。为了防止超薄玻璃10在按一片处理时100%受损,可通过层压两片到五十片超薄玻璃10来形成具有150微米或大于150微米的厚度的超薄玻璃层压体50,且接着可对超薄玻璃层压体50进行例如切割工艺或边缘工艺的工艺。因此,当在形成超薄玻璃层压体50之后一次处理多个超薄玻璃10时,由于超薄玻璃层压体50具有大于150微米的厚度,因此可易于在例如切割工艺或边缘工艺的工艺期间进行处置,稳定处置可以允许精确处理,且可防止超薄玻璃10在处理期间损坏。此外,由于一次处理多个超薄玻璃10,因此可以大小等优良工艺均匀性处理超薄玻璃10,且可减小切割工艺的数目以缩短用于处理超薄玻璃10的工艺时间。
[0115]
此外,根据示例性实施例的超薄玻璃处理设备100可更包含用于对准超薄玻璃10在载物台110上的位置的位置对准部件(未绘示)。
[0116]
位置对准部件(未绘示)可对准超薄玻璃10在载物台110上的位置,且更特定来说,可对准接触载物台110的支撑表面以支撑在载物台110的支撑表面上的预设置位置处的超薄玻璃10,且将上部超薄玻璃10与安置于其下方的超薄玻璃10对准,所述上部超薄玻璃10及所述超薄玻璃10通过粘合剂20粘合。
[0117]
举例来说,位置对准部件(未绘示)可包含形成于载物台110上以限制超薄玻璃10在载物台110的支撑表面上的位置的位置保持构件(未绘示),以及用于感测多个超薄玻璃10之间的对准的对准传感器(未绘示)。位置保持构件(未绘示)可形成于载物台110上以限制(restrict)(或限制(limit))超薄玻璃10在载物台110的支撑表面上的位置。因此,安置于最下部层处的超薄玻璃10(其接触载物台110的支撑表面且由所述支撑表面支撑)可始终设置在相同位置处,且可针对每一超薄玻璃层压体50同等地维持安置于最下部层处的超薄玻璃10的位置。举例来说,位置保持构件(未绘示)可提供用于阻挡(或卡住)超薄玻璃10的侧表面的阶梯式部分。位置保持构件151可从载物台110突出,或载物台110的支撑表面可凹入,使得超薄玻璃10的侧表面由凹入凹槽的内表面卡住。此外,位置保持构件(未绘示)可防止超薄玻璃10在左右方向上振动,且通过允许由阶梯式部分卡住(或阻挡)超薄玻璃10的侧表面来维持超薄玻璃10的位置。此处,阶梯式部分可包围超薄玻璃10的整个侧表面或仅包
围超薄玻璃10的侧表面的一部分,只要阶梯式部分限制和维持超薄玻璃10在载物台110的支撑表面上的位置即可。
[0118]
对准传感器(未绘示)可感测(或检查)多个超薄玻璃10之间的对准以对准多个超薄玻璃10。举例来说,对准传感器(未绘示)可以是视觉相机。对准传感器152可监视多个超薄玻璃10之间的对准状态(例如,多个超薄玻璃中的每一个的变形或位置),且使新近转移(或层压)的超薄玻璃10对准到预层压的超薄玻璃10。此处,可通过经由转移部件(未绘示)移动新近转移的超薄玻璃10来进行多个超薄玻璃10之间的对准。
[0119]
需要多个超薄玻璃10之间的对准以增加经过完全处理的多个超薄玻璃10之间的工艺均匀性。为此目的,根据示例性实施例,通过位置对准部件(未绘示)对准多个超薄玻璃10。
[0120]
图5是表示根据另一示例性实施例的用于处理超薄玻璃的方法的流程图。
[0121]
在下文中,将参考图5更详细地描述根据另一示例性实施例的用于处理超薄玻璃的方法,且将省略与在根据示例性实施例的超薄玻璃处理设备中所描述的特征重复的特征。
[0122]
根据根据另一示例性实施例的用于处理超薄玻璃的方法可包含:在载物台110上支撑第一超薄玻璃11的工艺s100;将粘合剂20提供到由载物台110支撑的第一超薄玻璃11上的工艺s200;在粘合剂20上设置第二超薄玻璃12的工艺s300;以及通过使用按压部件140将按压力提供到第二超薄玻璃12上的工艺s400。
[0123]
首先,在工艺s100中,将第一超薄玻璃11支撑在载物台110上。第一超薄玻璃11可支撑在载物台110上,且当第二超薄玻璃12通过粘合剂20层压在第一超薄玻璃11上时,第一超薄玻璃11可固定而不在形成超薄玻璃层压体50时移动。举例来说,载物台110可在其多孔表面上吸附和固定第一超薄玻璃11。
[0124]
其后,在工艺s200中,将粘合剂20设置在由载物台110支撑的第一超薄玻璃11上。粘合剂20可提供于由载物台110支撑的第一超薄玻璃11上,且第二超薄玻璃12可通过粘合剂20与第一超薄玻璃11粘合。此处,粘合剂提供部件130可用于将具有粘度的液化粘合剂20施加和提供到超薄玻璃11上,或将例如树脂的液化粘合剂20印刷到超薄玻璃11上。此处,粘合剂20可通过例如紫外线(ultra
‑
violet;uv)的光来光固化且在固化时具有提高的粘合力。
[0125]
其后,在工艺s300中,将第二超薄玻璃12设置在粘合剂20上。由于第二超薄玻璃12设置在粘合剂20上,所以第一超薄玻璃11和第二超薄玻璃12可通过粘合剂20彼此粘合。此处,第一超薄玻璃11和第二超薄玻璃12可以是相同的超薄玻璃10且根据层压顺序来区分。
[0126]
随后,在工艺s400中,通过使用按压部件140来将按压力施加到第二超薄玻璃11。可向第二超薄玻璃12提供按压力,且通过允许彼此面对的第一超薄玻璃11和第二超薄玻璃12彼此靠近,粘合剂20可在第一超薄玻璃11与第二超薄玻璃12之间均匀地扩散。举例来说,通过缓慢按压暴露于载物台110上的第二超薄玻璃12,液化粘合剂20可在第一超薄玻璃11与第二超薄玻璃12之间均匀地扩散。
[0127]
第一超薄玻璃11和第二超薄玻璃12可通过粘合剂20彼此层压,以形成其中层压有两片到五十片超薄玻璃10的超薄玻璃层压体50。可通过使用物理抛光方法以一片单元对具有150微米(0.15毫米)或大于150微米的厚度的玻璃进行例如边缘工艺的工艺,且可在玻璃
的边缘处形成以“c”形倒圆的c角。然而,由于当进行以上工艺时具有小于150微米的厚度的第一超薄玻璃11或第二超薄玻璃12 100%受损,所以物理抛光方法可不应用于一片单元。为了防止第一超薄玻璃11或第二超薄玻璃12在按一片处理时100%受损,可在通过在第一超薄玻璃11上层压一片到四十九片第二超薄玻璃12来形成具有150微米或大于150微米的厚度的超薄玻璃层压体50之后进行例如切割工艺或边缘工艺的工艺。当在形成超薄玻璃层压体50之后一次处理第一超薄玻璃11和第二超薄玻璃12时,可易于在例如切割工艺或边缘工艺的工艺期间进行处置,稳定处置可以允许精确处理,且可防止第一超薄玻璃11或第二超薄玻璃12在处理时损坏。此外,由于一次处理第一超薄玻璃11或第二超薄玻璃12(即,多个超薄玻璃),所以可以大小等优良工艺均匀性处理超薄玻璃10,且可减小例如切割工艺的工艺的数目以缩短用于处理多个超薄玻璃10的工艺时间。
[0128]
此处,为了形成其中层压有三个或多于三个超薄玻璃10的超薄玻璃层压体50,可重复提供粘合剂20的工艺s200和设置第二超薄玻璃12的工艺s300以在第一超薄玻璃11上层压多个(例如,一个到四十九个)第二超薄玻璃12,从而形成超薄玻璃层压体50。在提供粘合剂20的工艺s200的第二次或更多次中,与在提供粘合剂20的工艺s200的第一次中将粘合剂20直接提供于第一超薄玻璃11的表面上的情况不同,粘合剂20可提供于安置在第一超薄玻璃11上的(最)上部第二超薄玻璃12的表面上。
[0129]
提供按压力的工艺s400可包含使按压部件140的弹性隔膜141弹性变形的工艺s410。
[0130]
在工艺s410中,按压部件140的弹性隔膜141可弹性地变形。由于弹性隔膜141具有弹性,因此可通过外力使弹性隔膜141变形。此变形允许弹性隔膜141按压第二超薄玻璃12且选择性地接触第二超薄玻璃12。举例来说,弹性隔膜141可由橡胶材料制成且具有气囊形状。当供应例如空气的流体时,可扩张弹性隔膜141,且此扩张可朝向载物台推动和按压超薄玻璃10。此处,弹性隔膜141可具有预定(或规定)软垫和柔软度以防止例如刮痕的损坏在超薄玻璃10中产生且允许粘合剂20以恒定厚度在第一超薄玻璃11与第二超薄玻璃12之间扩散。
[0131]
此处,弹性隔膜141与第二超薄玻璃12的接触表面可包含弯曲表面。与超薄玻璃12的整个接触表面可形成一个弯曲表面,或与超薄玻璃12的接触表面的一部分可形成弯曲表面。当弹性隔膜141与超薄玻璃12的接触表面具有弯曲表面时,首先按压第二超薄玻璃12的中心部分,且粘合剂20从第一超薄玻璃11与第二超薄玻璃12之间的中心部分扩散到边缘(部分),使得粘合剂20不集中于第一超薄玻璃11与第二超薄玻璃12之间的中心部分上。因此,多个超薄玻璃10可以恒定厚度粘合。此外,由于第一超薄玻璃11的边缘(部分)的围坝部分或密封部分进行支撑,因此按压力可充分地传递到甚至第一超薄玻璃11与第二超薄玻璃12之间的中心部分,当与第二超薄玻璃12的接触表面为平坦表面时,按压力未充分地传递到所述中心部分。
[0132]
图6是依序示出根据另一示例性实施例的用于处理超薄玻璃的方法的一部分的视图,图6的(a)为示出在提供于由载物台支撑的第一超薄玻璃上的粘合剂上设置第二超薄玻璃12的工艺的视图,图6的(b)为示出其间具有粘合剂的第一超薄玻璃11和第二超薄玻璃12的视图,且图6的(c)为示出使弹性隔膜接触第二超薄玻璃的工艺的视图。
[0133]
参考图6,提供按压力的工艺s400可进一步为使弹性隔膜141接触第二超薄玻璃12
的工艺s415。
[0134]
在工艺s415中,弹性隔膜141可接触第二超薄玻璃12。当弹性隔膜141接触第二超薄玻璃12时,弹性隔膜141可接触且按压第二超薄玻璃12。此处,弹性隔膜141可接触(仅)第二超薄玻璃12的中心部分,且具有弯曲表面的接触表面可与第二超薄玻璃12的中心部分点接触或线接触。此处,弹性隔膜141可具有具有弯曲表面的形状或弹性地变形以形成弯曲表面且接着接触第二超薄玻璃12。
[0135]
此外,由于主体部件142固定弹性隔膜141的边缘部分,因此弹性隔膜141的中心部分可因其自身重量偏转以接触第二超薄玻璃12,或第二超薄玻璃12可因弹性隔膜141的自身重量而保持在载物台110与弹性隔膜141之间。尽管第二超薄玻璃12可在第一粘合剂21在从第一粘合剂21的最外侧表面到内侧的固化方向上固化时移动,但由于弹性隔膜141的自身重量保持第二超薄玻璃12,因此可防止当第一粘合剂21由第一光源部件151从第一粘合剂21的最外侧表面到内侧固化时产生的第二超薄玻璃12的移动。
[0136]
通过经由弹性隔膜141与按压部件140的主体部件142之间的流体供应使弹性隔膜141扩张来执行使弹性隔膜141弹性变形的工艺s410。也就是说,使弹性隔膜141弹性变形的工艺s410可以是通过弹性隔膜141与按压部件140的主体部件142之间的流体供应使弹性隔膜141扩张的工艺。由于通过经由流体供应使弹性隔膜141扩张而按压第二超薄玻璃12,因此可在与第二超薄玻璃12的接触表面上产生均匀压力。因此,第一超薄玻璃11和第二超薄玻璃12可均匀地且紧密地彼此接触,且第一超薄玻璃11和第二超薄玻璃12可按其均匀总体厚度粘合。
[0137]
使弹性隔膜141弹性变形的工艺s410可将流体供应到弹性隔膜141的中心部分。也就是说,可首先通过弹性隔膜141的扩张而按压第二超薄玻璃12的中心部分(其不由围坝部分或密封部分支撑),且接着可通过在外部方向上传递(预)压力而按压第二超薄玻璃12的整个(表面)。当从第二超薄玻璃12的由围坝部分或密封部分支撑的边缘(部分)进行按压时,由于按压力仅传递到围坝部分或密封部分的粘合剂21(即,仅第一粘合剂),但不传递到由围坝部分或密封部分包围的空间中的粘合剂20(即,第二粘合剂),所以围坝部分或密封部分可能塌陷,且粘合剂20可能从超薄玻璃10偏离和泄漏。此外,由围坝部分或密封部分包围的空间中的粘合剂20可仅在一个方向上推动或在围坝部分或密封部分上方流动(或溢出),且可能偏置到一侧而不是在第一超薄玻璃11与第二超薄玻璃12之间均匀地扩散,以使第二超薄玻璃12的平坦度(或层压平坦度)降低。
[0138]
然而,在示例性实施例中,可通过从第二超薄玻璃12的中心部分进行按压使由围坝部分或密封部分包围的空间中的粘合剂20均匀地扩散到第一超薄玻璃11与第二超薄玻璃12之间的两侧。此外,由于在第二超薄玻璃12的边缘(部分)处的按压力分布到围坝部分或密封部分的粘合剂20和由围坝部分或密封部分包围的空间中的粘合剂20,所以可防止(或限制)围坝部分或密封部分的塌陷,且可防止由围坝部分或密封部分包围的空间中的粘合剂20溢出和泄漏。
[0139]
提供粘合剂20的工艺s200可包含将第一粘合剂21提供到第一超薄玻璃11或第二超薄玻璃12的边缘部分的工艺s210。
[0140]
在工艺s210中,可将第一粘合剂21提供到第一超薄玻璃11或第二超薄玻璃12的边缘部分。当层压下部第二超薄玻璃12时,可将第一粘合剂21提供到第一超薄玻璃11的边缘
部分,且当层压上部第二超薄玻璃12时,可将第一粘合剂21提供到下部第二超薄玻璃12的边缘部分。可通过使用第一粘合剂排出构件131将第一粘合剂21提供到第一超薄玻璃11或第二超薄玻璃12的边缘部分,且可将具有粘度的液化第一粘合剂21施加且提供于第一超薄玻璃11或第二超薄玻璃12的边缘部分上。举例来说,可沿着(或围绕)第一超薄玻璃11或第二超薄玻璃12的边缘印刷第一粘合剂21,以形成用于限制或防止第二粘合剂22和/或第一粘合剂21从第一超薄玻璃11或第二超薄玻璃12偏离和泄漏的围坝部分或密封部分。此处,第一粘合剂21可使用具有高粘度的粘合剂20以形成围坝部分或密封部分。
[0141]
图7是根据另一示例性实施例的依序示出用于处理超薄玻璃的方法的其余部分的视图,图7的(a)为示出固化第一粘合剂的工艺的视图,图7的(b)为示出通过流体供应使弹性隔膜扩张的视图,且图7的(c)为示出载物台与按压部件之间的间隙调整的视图。
[0142]
参考图7,根据示例性实施例的用于处理超薄玻璃的方法可更包含通过从其中层压有第一超薄玻璃11和第二超薄玻璃12的超薄玻璃层压体50的侧方向对第一粘合剂发射光来固化第一粘合剂21的工艺s405。
[0143]
在工艺s405中,可通过从其中层压有第一超薄玻璃11和第二超薄玻璃12的超薄玻璃层压体50的侧方向对第一粘合剂发射光来固化第一粘合剂21。第一光源部件151可设置在多个超薄玻璃10的侧方向处,且从多个超薄玻璃10的侧方向对第一粘合剂发射光,以固化(或预固化)提供于多个超薄玻璃10之间的边缘(部分)处的第一粘合剂21。举例来说,第一光源部件151可安置成面对暴露于其间有粘合剂20的多个超薄玻璃10之间的粘合剂20的侧部分(或侧表面),且第一光源部件151可发射具有预定波长(例如,第一波长)的光以固化提供于多个超薄玻璃10之间的边缘(部分)处的第一粘合剂21。此处,随着第一粘合剂21固化,粘合力可改进,且固化的第一粘合剂21a可增强第一超薄玻璃11与第二超薄玻璃12之间的粘合力。
[0144]
固化第一粘合剂21的工艺s405可在使弹性隔膜141弹性变形的工艺s410之前或与工艺s410同时执行。也就是说,第一粘合剂21可在当按压第二超薄玻璃12时使第二粘合剂22扩散到第一超薄玻璃11与第二超薄玻璃12之间的边缘(部分)之前(预)固化。
[0145]
举例来说,如图7的(a)中所示出,第一粘合剂21可在弹性隔膜141扩张之前(使弹性隔膜扩张的工艺之前)在弹性隔膜141仅接触第二超薄玻璃12的同时由第一光源部件151固化。由于待固化的第一粘合剂21在弹性隔膜141扩张时对应于(或面向)第一光源部件151安置,因此第一粘合剂21可在弹性隔膜141扩张的同时固化。此处,第一粘合剂21可在通过弹性隔膜141的扩张扩散的第二粘合剂22扩散到边缘(部分)之前固化。当待固化的第一粘合剂21在弹性隔膜141扩张的同时对应于第一光源部件151定位时,第一粘合剂21可到达对应于第一光源部件151的位置,使得弹性部件(未绘示)安装在载物台110上,且载物台110通过由弹性隔膜141的扩张引起的按压下降多达弹性部件(未绘示)的收缩长度,或使得第一光源部件151和第一粘合剂21的相对位置通过以适当方式移动第一光源部件151和载物台110中的至少一个以使弹性隔膜141扩张而调整。
[0146]
在示例性实施例中,第一粘合剂21可在当按压第二超薄玻璃12时使第二粘合剂22扩散到第一超薄玻璃11与第二超薄玻璃12之间的边缘(部分)之前由第一光源部件151(预)固化。通过此,可形成不因按压而塌陷的围坝,以防止第二粘合剂22从第一超薄玻璃11与第二超薄玻璃12之间的部分偏离和泄漏,且通过使第一超薄玻璃11第二超薄玻璃12紧密地彼
此粘合而防止在第一超薄玻璃11与第二超薄玻璃12之间产生间隙。
[0147]
根据示例性实施例的用于处理超薄玻璃的方法可更包含在超薄玻璃层压体50的层压方向上移动第一光源部件151的工艺s450,所述第一光源部件151从超薄玻璃层压体50的侧方向发射光。
[0148]
在工艺s450中,从超薄玻璃层压体50的侧方向发射光的第一光源部件151可在超薄玻璃层压体50的层压方向上移动。第一光源部件151可在超薄玻璃层压体50的层压方向上通过第一光源驱动部件155移动。此处,可根据第二超薄玻璃12的层压高度(或层压层的数目)调整第一光源部件151的位置,或第一光源部件151可反复地在载物台110的(外部)侧部分与超薄玻璃层压体50的侧部分之间移动以执行固化第一粘合剂21的具有预定波长的光的通断功能。因此,由于具有预定波长的光集中地发射到(仅)待固化的第一粘合剂21,因此在所有高度处的第一粘合剂21可有效地固化而无未固化部分。
[0149]
此外,提供粘合剂20的工艺s200可更包含将第二粘合剂提供到第一超薄玻璃11或第二超薄玻璃12的中心部分的工艺s220。
[0150]
在工艺s220中,可将第二粘合剂22提供到第一超薄玻璃11或第二超薄玻璃12的中心部分。此处,第二粘合剂22在粘度、材料、密度以及材料状态中的至少一个方面可与第一粘合剂21不同。举例来说,第一粘合剂21和第二粘合剂22可具有不同粘度,且因此具有不同材料和/或密度。当层压下部第二超薄玻璃12时,可将第二粘合剂22提供到第一超薄玻璃11的中心部分,且当层压上部第二超薄玻璃12时,可将第二粘合剂22提供到下部第二超薄玻璃12的中心部分。可通过使用第二粘合剂排出构件132将第二粘合剂22提供到第一超薄玻璃11或第二超薄玻璃12的中心部分,且可将具有粘度的液化第二粘合剂22施加且提供于第一超薄玻璃11或第二超薄玻璃12的中心部分上。举例来说,可将第二粘合剂22印刷于第一超薄玻璃11或第二超薄玻璃12的中心部分上。可在第二粘合剂22可因按压部件140的按压而容易地铺开的位置处印刷第二粘合剂22,而不是在其中未提供第一粘合剂21的空白空间中填充第二粘合剂22。此处,第二粘合剂22可使用具有低于第一粘合剂21的粘度的粘合剂20,以使得在由围坝部分或密封部分包围的空间中的粘合剂20在第一超薄玻璃11与第二超薄玻璃12之间或多个第二超薄玻璃12之间有效地扩散。
[0151]
根据示例性实施例的用于处理超薄玻璃的方法可更包含在固化第一粘合剂21的工艺s415之后通过从载物台110上方发射光来固化第二粘合剂22的工艺s460。
[0152]
在固化第一粘合剂21的工艺s415之后,可在工艺s460中通过从载物台110上方发射光来固化第二粘合剂22。也就是说,在首先固化第一粘合剂21之后,可以时间差固化第二粘合剂22。此处,当通过使用设置在载物台110上方的第二光源部件152发射光时,可固化(或预固化)提供于第一超薄玻璃11与第二超薄玻璃12之间的中心部分处的第二粘合剂22。举例来说,第二光源部件152可安置于载物台110上方以面对第二超薄玻璃12,且发射具有预定波长(例如,第二波长)的光以固化提供于第一超薄玻璃11与第二超薄玻璃12之间的中心部分处的第二粘合剂22。此处,随着第二粘合剂22固化,粘合力可改进,且固化的第二粘合剂22a可增强第一超薄玻璃11与第二超薄玻璃12之间的粘合力。
[0153]
第一粘合剂21可在当按压第二超薄玻璃12时使第二粘合剂22扩散到第一超薄玻璃11与第二超薄玻璃12之间的边缘(部分)之前固化,使得有效地执行围坝部分或密封部分的用于限制或防止第二粘合剂22和/或第一粘合剂21从第一超薄玻璃11或第二超薄玻璃12
偏离和泄漏的功能。此外,第二粘合剂22可在第二粘合剂22完全且均匀地扩散于第一超薄玻璃11与第二超薄玻璃12之间之后固化,使得第一超薄玻璃11和第二超薄玻璃12均匀地且紧密地彼此粘合。举例来说,如图7的(a)中所示出,第一粘合剂21可在弹性隔膜141扩张之前由第一光源部件151固化,且第二粘合剂22可在第二粘合剂22通过使弹性隔膜141扩张完全扩散于第一超薄玻璃11与第二超薄玻璃12之间之后由第二光源部件152固化。
[0154]
由于第一粘合剂21和第二粘合剂22中的每一个根据第一粘合剂21和第二粘合剂22中的每一个的功能和作用在恰当时间(或周期)固化,因此可防止由第二粘合剂22和/或第一粘合剂21的泄漏引起的缺陷,且可形成(或制造)具有由第二粘合剂22的均匀扩散引起的在第一超薄玻璃11与第二超薄玻璃12之间和/或第二超薄玻璃12与第二超薄玻璃12之间的优良粘合力的超薄玻璃层压体50。因此,可防止由第二粘合剂22和/或第一粘合剂21的泄漏引起的材料或仪器的污染,且可减少用于处理第一超薄玻璃11和第二超薄玻璃12中的每一个的工艺时间以通过成品质量增强来促成生产良率改进。
[0155]
此处,第一粘合剂21和第二粘合剂22可在粘度、材料、密度以及材料状态中的至少一个方面不同。举例来说,第一粘合剂21和第二粘合剂22可具有不同粘度,且因此具有不同材料和/或密度。此处,粘合剂20可具有根据材料、密度和/或厚度待固化的不同波长。
[0156]
此外,第一粘合剂21和/或第二粘合剂22可由具有特定波长带的uv或可见光固化,且第一光源部件151和/或第二光源部件152可包含用于发射具有恰当波长带的uv的uv发射部件。此处,当第一粘合剂21和第二粘合剂22不同时,第一粘合剂21第二粘合剂22可具有待固化的不同波长。第一光源部件151可发射具有第一波长的光以固化第一粘合剂21,且第二光源部件152可发射具有第二波长的光以固化第二粘合剂22。
[0157]
也就是说,当通过使用具有高粘度的第一粘合剂21在超薄玻璃10的边缘部分处形成围坝部分或密封部分,且提供具有低粘度的第二粘合剂22以易于在由围坝部分或密封部分包围的空间中扩散时,第一粘合剂21和第二粘合剂22可具有不同材料、密度和/或厚度,且可通过以适当方式发射具有第一波长的光和具有第二波长的光中的每一个以用于由第一光源部件151和第二光源部件152固化安置于每一位置处的第一粘合剂21或第二粘合剂22而对第一粘合剂21和第二粘合剂22执行总体均匀固化。举例来说,第一波长可大于第二波长,第一光源部件151可发射具有第一波长(相对长波长)的光,且第二光源部件152可发射具有第二波长(相对短波长)的光。
[0158]
根据示例性实施例的用于处理超薄玻璃的方法可更包含在使弹性隔膜141弹性变形的工艺s410之后减小载物台110与按压部件140之间的间隙的工艺s420。
[0159]
在使弹性隔膜141弹性变形的工艺s410之后,可在工艺s420中减小载物台110与按压部件140之间的间隙。间隙调整部件160可移动载物台110和按压部件140中的至少一个,且调整载物台110与按压部件140之间的间隙(例如,载物台与主体部件之间的间隙)。载物台110与按压部件140之间的间隙可在使弹性隔膜141弹性变形的工艺s410之后减小,且由于载物台110与按压部件140之间的间隙在弹性隔膜141扩张之后减小,因此扩张的弹性隔膜141可弹性地变形以使与第二超薄玻璃12的接触表面为几乎平坦表面,且可将均匀(预)压力传递到第二超薄玻璃12的整个表面。此外,当通过间隙调整部件160调整载物台110或按压部件140的升降力(或载物台与按压部件之间的间隙),可调整传递到第二超薄玻璃12的按压力的强度和/或分布。当将一个第二超薄玻璃12粘合到且层压于第一超薄玻璃11上,
且接着将新的第二超薄玻璃12粘合到与第一超薄玻璃11粘合的第二超薄玻璃12时,尽管第二超薄玻璃12的高度(或层的数目)不同,但可通过调整载物台110与按压部件140之间的间隙而调整按压部件140与第二超薄玻璃12之间的间隙,以将均匀(或相同)按压力提供到所有第二超薄玻璃12上。
[0160]
根据示例性实施例的用于处理超薄玻璃的方法可更包含处理其中层压有第一超薄玻璃11和第二超薄玻璃12的超薄玻璃层压体50的工艺s500。
[0161]
此外,在工艺s500中,可处理其中层压有第一超薄玻璃11和第二超薄玻璃12的超薄玻璃层压体50。可处理其中层压有第一超薄玻璃11和第二超薄玻璃12的超薄玻璃层压体50,且可进行工艺,例如将超薄玻璃层压体切割成预定大小或形状的切割工艺和/或修整边缘表面的边缘工艺。
[0162]
也就是说,处理超薄玻璃层压体50的工艺s500可包含:按预定大小切割超薄玻璃层压体50的工艺s510;以及抛光超薄玻璃层压体50的边缘表面的工艺s520。
[0163]
在工艺s510中,可将超薄玻璃层压体50切割成预定大小。超薄玻璃层压体50可按必要的预定大小切割且分离(或划分)成层压体单元5。举例来说,可通过使用安装有由金刚石磨料制成的切割轮171的计算机数字控制切割单元将超薄玻璃层压体50切割(或分离)成具有预定大小的层压体单元5。此外,可通过使用激光的激光切割方法来切割超薄玻璃层压体50。
[0164]
此外,在工艺s520中,可抛光超薄玻璃层压体50的边缘表面。可进行抛光超薄玻璃层压体50的边缘表面的边缘工艺以去除超薄玻璃层压体50和/或层压体单元5的边缘表面处的碎片。举例来说,可通过使用抛光轮来去除超薄玻璃层压体50和/或形状经过处理的层压体单元5的边缘表面处存在的微碎片。此处,可将具有优良耐久性的软布用作抛光轮的表面材料。此外,可进行用于形成以“c”形倒圆的c角的化学边缘抛光以获得优良边缘强度。
[0165]
根据示例性实施例的用于处理超薄玻璃的方法可更包含将第一超薄玻璃11和第二超薄玻璃12中的每一个与经过处理的层压体单元5分离的工艺s550。
[0166]
在工艺s550中,可将第一超薄玻璃11和第二超薄玻璃12中的每一个与经过处理的层压体单元5分离。第一超薄玻璃11和第二超薄玻璃12中的每一个可通过每一片件与经过处理的层压体单元5分离,且第一超薄玻璃11和第二超薄玻璃12(即,多个超薄玻璃)中的每一个可在通过使用例如特殊化学溶液(例如,丙酮类化学品或碱洗涤液体)或去离子(di)水的溶液进行处理而使粘合剂20熔融之后由手分离。
[0167]
根据示例性实施例的用于处理超薄玻璃的方法可更包含在将第一超薄玻璃11和第二超薄玻璃12中的每一个分离的工艺s550之前过度固化已固化的粘合剂20a的工艺s545。
[0168]
固化的粘合剂20a可在将第一超薄玻璃11和第二超薄玻璃12中的每一个分离的工艺s550之前过度固化。当粘合剂20或固化粘合剂20a过度固化时,粘合剂20的耦合力可减小为低于固化粘合剂20a的耦合力。通过此,在将第一超薄玻璃11和第二超薄玻璃12中的每一个分离的工艺s550中可易于通过每一片件分离第一超薄玻璃11和第二超薄玻璃12中的每一个。
[0169]
根据示例性实施例的用于处理超薄玻璃的方法可更包含在通过层压第一超薄玻璃11和至少一个第二超薄玻璃12形成超薄玻璃层压体50之后对粘合剂20执行主固化的工
艺s490。取决于情况,可在形成超薄玻璃层压体50之后对整个粘合剂20执行主固化以进一步增强超薄玻璃层压体50中的第一超薄玻璃11与第二超薄玻璃12之间和/或第二超薄玻璃12与第二超薄玻璃12之间的耦合力。
[0170]
如上文所描述,在示例性实施例中,可通过经由粘合剂提供部件在多个超薄玻璃(utg)之间提供粘合剂且将多个超薄玻璃粘合到彼此来形成超薄玻璃层压体。因此,可容易地进行用于超薄玻璃的例如切割工艺或边缘工艺的工艺,且可将超薄玻璃处理成具有适合于各种产品的使用的优选大小和形状,而没有破裂缺陷。此外,可通过超薄玻璃层压体一次处理多个超薄玻璃,因此可以大小等优良工艺均匀性处理超薄玻璃,且工艺的数目可减小为小于超薄玻璃的数目以减少用于处理超薄玻璃的工艺时间。此外,当通过由流体供应引起的弹性隔膜的弹性变形按压超薄玻璃时,可将均匀压力提供到超薄玻璃的整个表面。因此,超薄玻璃层压体50可具有总体均匀高度,可将总体均匀压力提供到多个超薄玻璃上,且当多个超薄玻璃之间的粘合剂通过按压力扩散时,可防止粘合剂从超薄玻璃偏离或泄漏。此外,当通过在按压超薄玻璃之前或在按压超薄玻璃的同时经由第一光源部件从多个超薄玻璃的侧方向发射光来首先固化提供于超薄玻璃的边缘部分处的第一粘合剂时,可防止提供于超薄玻璃的边缘部分处的第一粘合剂的一部分不固化的情况,且可有效地防止从多个超薄玻璃之间的中心部分扩散到外部部分的粘合剂的泄漏。此外,光可通过在多个超薄玻璃的层压方向上移动第一光源部件而集中地发射到根据多个超薄玻璃的层压层的数目而新施加且未固化的第一粘合剂。因此,在所有高度处的第一粘合剂可有效地固化而无未固化部分。此外,可防止在光连续地发射到固化第一粘合剂时由第一粘合剂的过度固化引起的粘合力的减小。
[0171]
在以上描述中,表达“在
……
上”可包含直接接触的情况和安置成面对上部部分或下部部分而不是直接接触的情况,且还可表示安置成部分地面对上部部分或下部部分以及安置成面对整个上部部分或整个下部部分的情况,以及直接接触顶部表面或底部表面或面对同时与其间隔开的情况。因此,表述“在载物台上”可表示载物台的表面(顶部表面或底部表面)或提供于载物台的表面上的超薄玻璃的表面。
[0172]
根据例示性实施例的用于处理超薄玻璃的设备通过在多个超薄玻璃(utg)之间提供粘合剂和将多个超薄玻璃彼此粘合而形成超薄玻璃层压体。因此,可容易地进行用于超薄玻璃的例如切割工艺或边缘工艺的工艺,且可将超薄玻璃处理成适合于各种产品的使用的优选大小和形状,而没有破裂缺陷。
[0173]
此外,可通过超薄玻璃层压体一次处理多个超薄玻璃,因此可以大小等优良工艺均匀性处理超薄玻璃,且工艺的数目可减小为小于超薄玻璃的数目以缩短用于处理超薄玻璃的工艺时间。
[0174]
此外,当通过由流体供应引起的弹性隔膜的弹性变形按压超薄玻璃时,可将均匀压力提供到超薄玻璃的整个表面。因此,超薄玻璃层压体可具有总体均匀高度,可将总体均匀压力提供到多个超薄玻璃上,且当安置在多个超薄玻璃之间的粘合剂通过按压力扩散时,可防止粘合剂从超薄玻璃偏离或泄漏。
[0175]
此外,当通过在按压超薄玻璃之前或在按压超薄玻璃的同时经由第一光源部件从多个超薄玻璃的侧方向发射光来首先固化提供于超薄玻璃的边缘部分处的第一粘合剂时,可防止提供于超薄玻璃的边缘部分处的第一粘合剂的一部分不固化的情况,且可有效地防
止从多个超薄玻璃之间的中心部分扩散到外部部分的粘合剂的泄漏。
[0176]
此外,光可通过在多个超薄玻璃的层压方向上移动第一光源部件而集中地发射到根据多个超薄玻璃的层压层的数目而新施加且未固化的第一粘合剂。因此,在所有高度(或所有层)处的第一粘合剂可有效地固化而无未固化部分。此外,可防止在光连续地发射到固化第一粘合剂时由第一粘合剂的过度固化引起的粘合力的减小。
[0177]
尽管已参考实施例的数个示出性实施例描述了所述实施例,但所述实施例不限于前述实施例,且因此,应理解,可由本领域的技术人员设计将落入本公开的原理的精神和范围内的众多其它修改和实施例。因此,本发明的实际保护范围将通过所附权利要求的技术范围确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

