1.本公开涉及一种卡盘工作台、一种包含卡盘工作台的激光处理装置以及一种用于制造卡盘工作台的支撑板的方法,且更确切地说,涉及一种通过真空压力吸附待处理的物件的卡盘工作台、一种包含所述卡盘工作台的激光处理装置以及一种用于制造卡盘工作台的支撑板的方法。
背景技术:
2.通常,在用激光束照射待处理的物件(下文称为经处理物件)以处理待处理的物件的激光处理装置中,待处理的物件在由卡盘工作台支撑的同时被处理。
3.举例来说,激光处理装置可允许例如衬底或薄膜的经处理物件安放在腔室中的卡盘工作台上,且对经处理物件执行高温退火,从而使衬底或薄膜结晶。
4.特定来说,准分子激光退火(eximer laser annealing;ela)方法通过用准分子激光照射衬底或薄膜以立即加热衬底或薄膜来诱导结晶。ela方法在整个衬底或薄膜上具有极佳的退火均匀性,且由此容易应用于大面积衬底。此外,由于只有用激光束照射的局部区域立即加热,所以ela方法对薄膜衬底具有极佳适用性和高生产率。因此,近年来els方法已得到积极的研究。
5.激光处理装置可处理具有各种尺寸和形状的经处理物件,且经处理物件必须通过使用卡盘工作台牢固地固定在所确定的位置,以实现高处理精度(或处理均匀性)。
6.一般来说,卡盘工作台通过使用真空压力吸附衬底以牢固地固定衬底来支撑(或固定)衬底,且在卡盘工作台的顶部表面中限定用于真空吸附的抽吸孔(或抽吸槽)。
7.通常,抽吸孔或抽吸槽通过使用机械加工来限定。然而,当使用机械加工时,由于工艺上的限制,抽吸孔或抽吸槽不可避免地具有宽的宽度,且根据宽的宽度还具有较大的深度。因此,当通过抽吸孔或抽吸槽形成真空压力时,当衬底的对应于抽吸孔或抽吸槽的一部分由真空压力抽吸时,产生衬底的翘曲,且在用激光束照射衬底时,由于抽吸槽的底部表面与支撑板的顶部表面之间的高度差较大,因此例如抽吸槽的底部表面和支撑板的顶部表面的反射率的反射特性显示出较大差异。因此,在激光处理期间,在衬底上产生斑(mura),且处理均匀性降低。
8.[相关技术文献]
[0009]
[专利文献]
[0010]
韩国专利第10-1011932号
技术实现要素:
[0011]
本公开提供一种能够通过使用真空压力吸附待处理的物件且确保高处理均匀性的卡盘工作台、一种包含卡盘工作台的激光处理装置以及一种用于制造卡盘工作台的支撑板的方法。
[0012]
根据示例性实施例,一种卡盘工作台包含:支撑板,包含抽吸孔和与抽吸孔连通的
气流槽,且支撑待处理的物件;以及真空泵,连接到抽吸孔以提供用于固定待处理的物件的真空抽吸力。此处,气流槽的深度小于其宽度。
[0013]
气流槽可具有10微米到100微米的深度。
[0014]
气流槽可具有0.1毫米到5毫米的宽度。
[0015]
气流槽可包含形成于其底部表面上的微压纹。
[0016]
气流槽的底部表面可具有0.01微米到1微米的表面粗糙度。
[0017]
支撑板可具有弯曲的支撑表面。
[0018]
支撑板可由金属制成。
[0019]
待处理的物件可以是光学透射的。
[0020]
根据另一示例性实施例,一种激光处理装置包含:根据权利要求1到权利要求8中任一项所述的卡盘工作台;激光照射单元,配置成用激光束照射待处理的物件;以及反射光束去除单元,配置成去除由待处理的物件和支撑板反射的激光束的反射光束。
[0021]
激光照射单元可以预定角度倾斜地将具有线光束形状的激光束照射到待处理的物件上。
[0022]
根据又另一示例性实施例,一种用于制造卡盘工作台的支撑板的方法包含:准备具有板形状的底板;在底板的表面中形成深度小于宽度的气流槽;以及在底板中形成与气流槽连通的抽吸孔。此处,气流槽的形成包含部分湿式蚀刻底板的表面。
[0023]
部分湿式蚀刻底板的表面可包含:在底板上形成具有开口的图案掩模;在其上形成图案掩模的底板上提供蚀刻剂;去除图案掩模;以及将蚀刻剂提供到去除图案掩模的底板的表面。
[0024]
在将蚀刻剂提供到底板的表面之前,在部分湿式蚀刻底板的表面中,可多次重复形成图案掩模、在底板上提供蚀刻剂以及去除图案掩模的步骤。此处,当再执行形成图案掩模时,可形成具有增加面积的开口的图案掩模。
[0025]
可通过在底板上印刷图案来执行图案掩模的形成。
[0026]
在底板上提供蚀刻剂时,底板的表面可被蚀刻1微米到50微米。
[0027]
所述方法可还包含在气流槽的底部表面上形成微压纹。
[0028]
底板可由金属制成。
附图说明
[0029]
通过结合附图进行的以下描述可更详细地理解示例性实施例,在所述附图中:
[0030]
图1是示出根据示例性实施例的卡盘工作台的视图。
[0031]
图2是用于解释根据示例性实施例的支撑板的概念图。
[0032]
图3是示出根据示例性实施例的形成于气流槽的底部表面上的微压纹的横截面视图。
[0033]
图4是示出根据另一示例性实施例的激光处理装置的视图。
[0034]
图5是表示根据另一示例性实施例的用于制造卡盘工作台的支撑板的方法的流程图。
[0035]
图6是依序示出根据另一示例性实施例的气流槽的形成的视图。
具体实施方式
[0036]
在下文中,将参考附图更详细地描述示例性实施例。然而,本发明可以不同的形式来体现,且不应解释为限于本文所陈述的实施例。相反地,提供这些实施例是为了使本公开将是透彻并且完整的,且这些实施例将把本发明的范围完整地传达给所属领域的技术人员。附图中的相似附图标号表示相似元件。此外,在图中,为了说明的清楚起见放大了层和区域的尺寸。
[0037]
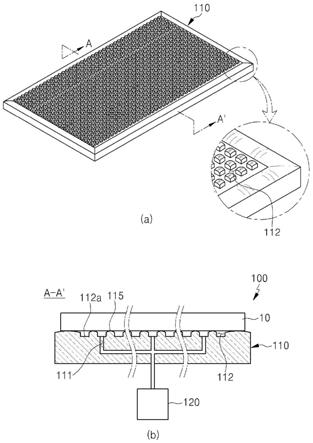
图1是示出根据示例性实施例的卡盘工作台的视图。图1的(a)是示出支撑板的透视图,且图1的(b)是示出卡盘工作台的示意性横截面视图。
[0038]
参考图1,根据示例性实施例的卡盘工作台100可包含:支撑板110,包含抽吸孔111和与抽吸孔111连通的气流槽112,且支撑待处理的物件10(下文称为经处理物件);以及真空泵120,提供用于固定待处理的物件10的真空抽吸力。
[0039]
支撑板110可支撑经处理物件10,且经处理物件10可支撑在支撑板110的顶部表面(或上部表面)上。举例来说,支撑板110可具有板形状,所述板形状具有彼此相对的第一表面和第二表面(或顶部表面和底部表面),且被暴露以支撑经处理物件10的表面可限定为顶部表面,而不是安置在第一表面和第二表面中的上部侧的表面。此处,经处理物件10可具有板形状。经处理物件10可以是衬底(或玻璃)和/或薄膜。
[0040]
此外,支撑板110可包含抽吸孔111和与抽吸孔111连通的气流槽112。抽吸孔111可连接到真空泵120以形成真空抽吸路径,且通过真空(或真空压力)将经处理物件10固定在支撑板110上。
[0041]
气流槽112可与抽吸孔111连通,且通过抽吸孔111的真空抽吸在经处理物件10之间形成真空(在空间中),从而在气流槽112中形成真空抽吸。此外,气流槽112可提供通道,存在于经处理物件10之间(例如,在支撑板的顶部表面与经处理物件10之间)的空气通过所述通道逸出。经由此,可防止使得空气安置在支撑板110的顶部表面与经处理物件10之间产生的空气阱,且可防止经处理物件10由于空气阱而滑动。
[0042]
根据示例性实施例,因为真空吸附经由与抽吸孔111连通的气流槽112均匀地形成于支撑板110的整个顶部表面上方,所以经处理物件10可牢固且稳定地吸附并固定(或支撑)。
[0043]
此处,经处理物件10可以是光学透射的,且光(例如,激光束)可透射通过经处理物件10的至少一部分。也就是说,经处理物件10可透射所有光而不是吸收或反射光,仅透射特定波长范围内的一部分光,或仅透射一部分光(或一部分光量),因为另一部分光被吸收或反射。此处,经处理物件10可由由同一材料(或成分)制成的一层形成,或通过层压由不同材料制成的两层形成。举例来说,经处理物件10可以是其上形成薄膜的衬底,例如其上沉积非晶硅(α-硅(α-si))的玻璃衬底。
[0044]
此外,根据示例性实施例的卡盘工作台100可用于激光处理装置200中,所述激光处理装置200用激光束11照射经处理物件10以处理经处理物件10。激光处理装置200可通过用激光束11照射非晶硅(α-硅)以使非晶硅(α-si)结晶而在衬底上形成例如多晶硅的晶体硅。
[0045]
此处,玻璃衬底可透射光,且非晶硅(α-硅)薄膜可透射特定波长范围内的光。此处,当光不透射通过非晶硅(α-硅)薄膜时,整个非晶硅(α-硅)薄膜可能不会结晶,或结晶的
程度可能根据与激光束11的入射表面的距离而不同。因此,结晶均匀性降低。另一方面,当光透射通过非晶硅(α-硅)薄膜时,光能(或光学能量)可在非晶硅(α-硅)薄膜上方均匀地透射,且由此整个非晶硅(α-硅)薄膜可均匀地结晶。此外,当玻璃衬底吸收光而不是从中透射光时,玻璃衬底可加热到高温,且玻璃衬底和/或非晶硅(α-硅)薄膜可能被高温损坏。此外,当玻璃衬底反射光而不是从中透射光时,可能不执行全反射,因为光在与非晶硅(α-硅)薄膜的界面处反射,且非晶硅(α-硅)薄膜的结晶程度可能根据到界面的距离而不同。另一方面,当玻璃衬底透射光时,可限制或防止由光吸收引起的高温加热,且可限制或防止由界面反射引起的结晶程度的差异。
[0046]
因此,经处理物件10可以是光学透射的。
[0047]
由于大面积玻璃衬底具有较大尺寸和与尺寸相比相对较小的厚度,因此可容易产生翘曲。因此,当支撑大面积玻璃衬底时,减小气流槽112的宽度w和深度d是重要的。此处,气流槽112可具有小于宽度w的深度d,以限制或防止玻璃衬底的一部分被抽吸到气流槽112。此外,由于在由聚合物等制成的薄柔性衬底中容易产生翘曲,所以减小气流槽112的宽度w和深度d且使气流槽112中的深度d小于宽度w是重要的。
[0048]
支撑板110可由金属制成。当支撑板110由陶瓷制成时,支撑板110可能由于与经处理物件10的摩擦而磨损,可能容易产生颗粒,且在支撑板110和/或经处理物件10中可能出现例如刮痕的损坏。因此,经处理物件10可能不会稳定地支撑(或固定)。此外,气流槽112可通过湿式蚀刻而不是机械加工形成于支撑板110中,且由陶瓷制成的支撑板110的蚀刻速率可不容易控制。举例来说,由于蚀刻速率太高(或太快),可能不会形成浅气流槽112,且由于蚀刻速率太低(或太慢),气流槽112的形成可能需要很长时间。此外,当通过形成图案掩模20来执行蚀刻时,不仅可在具有方向性的深度方向上执行蚀刻,还可在作为朝向图案掩模20的下部部分(或向下)的方向的宽度方向上执行蚀刻。在这种情况下,经处理物件10可能不会稳定地支撑在支撑板110的顶部表面上。举例来说,从气流槽112的底部表面112a突出的部分的支撑强度可能降低,由于气流槽112的下部部分的相对较宽的宽度而产生压差,真空可能不能适当地形成,且可能不能有效地去除存在于支撑板110的顶部表面与经处理物件10之间的空气。
[0049]
然而,当支撑板110如在示例性实施例中由金属制成时,可通过调整蚀刻剂的浓度来控制蚀刻速率。也就是说,可容易地控制蚀刻速率。经由此,气流槽112可具有低(或浅)深度,且当通过形成图案掩模20来执行蚀刻时,可通过以分钟为单位的时间调整来限制或防止在宽度方向上执行蚀刻的过蚀刻。将在下文详细描述具有低深度的气流槽112。
[0050]
此处,金属不仅可包含单一金属,且还可包含由多种金属制成的合金。举例来说,金属可包含铝(al)、纯铝或在其上形成例如铝合金或氧化铝的氧化层的铝。铝可在大约1分钟(或60秒)内被蚀刻大约10微米,且由此可容易地执行蚀刻。此外,可仅在例如一分钟的短时间内执行蚀刻,且由此可限制或防止在宽度方向上执行蚀刻的过蚀刻。例如不锈钢的其它金属可具有相对较低的蚀刻速率。
[0051]
图2是用于解释根据示例性实施例的支撑板的概念图。图2的(a)示出支撑板的示例性实施例,且图2的(b)示出支撑板的修改实施例。
[0052]
参考图2,气流槽112可具有小于宽度w的深度d,且气流槽112的纵横比可小于1。此处,气流槽112的纵横比可由气流槽112的宽度与深度之间的比率(w:d)或深度d/宽度w来表
示。
[0053]
槽必须具有预定宽度(例如,大约0.1毫米或超过0.1毫米),以在平面的表面中形成槽(例如,气流槽)。此处,当气流槽112具有等于或大于宽度w的深度d时,气流槽112的深度d太深。此外,在相关技术中,槽通过机械加工形成,且当槽通过机械加工形成时,气流槽112不可避免地具有深的深度d。由于这一点,当在气流槽112中形成真空时,因为抽吸经处理物件10的竖直方向力(或真空压力)过大,所以当经处理物件10的一部分抽吸到气流槽112时,可能产生经处理物件10的翘曲。此外,当包含由金属制成的支撑板110的卡盘工作台100用于激光处理装置200中时,由于气流槽112的底部表面112a与支撑板110的顶部表面之间的高度差较大,所以反射激光束11的气流槽112的底部表面112a和支撑板110的顶部表面可在反射特性例如对激光束11的反射率方面具有较大差异。在这种情况下,在对经处理物件10执行激光处理期间,在经处理物件10上可能出现斑,且处理均匀性可能降低。
[0054]
因此,根据示例性实施例,气流槽112可具有小于宽度w的深度d。因此,可通过最小化(或减小)气流槽112的深度d来减小气流槽112的底部表面112a与支撑板110的顶部表面之间的高度差,且可减小气流槽112的底部表面112a和支撑板110的顶部表面的反射特性(例如,反射率)的差异。此外,可通过减小通过气流槽112的低深度抽吸经处理物件10的一部分的竖直方向力来防止经处理物件10的翘曲。因此,可防止在对经处理物件10执行激光处理期间在经处理物件10上出现的斑,且可解决处理均匀性降低的限制。
[0055]
由于在示例性实施例中通过使用湿式蚀刻形成气流槽112,因此确保图案掩模20的开口20a(即,确保气流槽的宽度)是重要的。在湿式蚀刻的情况下,由于当与蚀刻剂的接触面积(即,反应区域)太小时未充分执行与蚀刻剂的反应,所以蚀刻可能很难执行,且气流槽112可能很难形成。由于这一点,气流槽112必须充分确保大约0.1毫米或超过0.1毫米的宽度w,以与能够与蚀刻剂反应的蚀刻剂具有足够的接触面积。然而,气流槽112可具有小于宽度w的深度d,因为气流槽112的底部表面112a和支撑板110的顶部表面的反射特性的差异减小,且根据气流槽112的宽度w,气流槽112的深度d必须小于大约0.1毫米,以防止经处理物件10的翘曲。
[0056]
此外,气流槽112可具有10微米到100微米的深度d。当气流槽112的深度d大于100微米时,由于竖直方向真空压力过大,当经处理物件10的一部分抽吸到气流槽112时,经处理物件10可发生翘曲。此外,当卡盘工作台100用于激光处理装置200中时,由于气流槽112的底部表面112a与支撑板110的顶部表面之间的高度差,反射特性的差异可能增加。在相关技术中,由于通过机械加工在支撑板110的顶部表面中形成槽而导致的工艺限制,槽可能不可避免地具有大约500微米或超过500微米的深度,且即使当通过使用昂贵的设备延长处理时间形成槽时,也可能不会形成具有100微米或小于100微米的深度的槽。然而,在示例性实施例中,可通过湿式蚀刻形成具有100微米或小于100微米的深度的气流槽112。因此,可通过减小通过气流槽112的低深度抽吸经处理物件10的一部分的竖直方向力来防止经处理物件10的翘曲。此外,可减小气流槽112的底部表面112a与支撑板110的顶部表面的反射特性之间的差异。
[0057]
另一方面,当气流槽112的深度d小于10微米时,由于气流槽112的底部表面112a与支撑板110的顶部表面之间几乎不产生高度差(或气流槽的深度类似于支撑板的厚度公差),因此气流槽112的功能可能降低。也就是说,由于具有经处理物件10的空间过窄,因此
真空抽吸力可能减小,且空气和/或颗粒可能不容易排出。此处,当气流槽112具有10微米或超过10微米(优选地,大约20米)的深度d时,可提供有效的真空抽吸力,且空气和/或颗粒可平稳地排出。
[0058]
因此,气流槽112可具有10微米到100微米的深度d。
[0059]
由于随着气流槽112的深度d减小,从经处理物件10发射到气流槽112的激光束11的发射位置逐渐邻近于从气流槽112入射到经处理物件10的反射光束12的发射位置,因此气流槽112的底部表面112a处的反射特性可类似于支撑板110的顶部表面处的反射特性,在所述反射特性处,激光束11的发射位置等于在支撑板110的顶部表面与经处理物件10之间的界面处反射的反射光束12的入射位置。因此,可减小气流槽112的底部表面112a与支撑板110的顶部表面的反射特性之间的差异。
[0060]
在如图2的(b)中的相关技术中,气流槽112不可避免地具有深的深度d和/或宽的宽度w,且由此当经处理物件10的一部分抽吸到气流槽112时,可能产生经处理物件10的翘曲。因此,在处理期间,可能必须减小真空压力以减轻经处理物件10的翘曲,或可通过气流槽112的残余压力来支撑经处理物件10。在这种情况下,经处理物件10可能没有稳定地固定,且由此可发生经处理物件10的滑动。
[0061]
然而,在如图2的(a)中的示例性实施例中,由于气流槽112具有浅的深度d和/或窄的宽度w,所以不会发生经处理物件10的翘曲,因此即使在处理期间也可以充分保持真空压力,且经处理物件10可稳定地固定以防止经处理物件10的滑动。
[0062]
因此,气流槽112可具有0.1微米到5微米的深度w。在相关技术中,由于通过机械加工形成槽而导致的工艺限制,不可避免地形成宽度大约为5毫米或超过5毫米的槽。当气流槽112具有大于5毫米的宽度w时,经处理物件10可能仅被自重(或自身重量)偏转,且支撑表面115的总面积可能减小。因此,经处理物件10可能未稳定地支撑。另一方面,当气流槽112具有小于0.1毫米的宽度w时,气流槽112可具有非常窄的宽度以几乎不排放空气和/或颗粒,且真空抽吸力可减小,以不稳定地固定经处理物件10。此外,由于与蚀刻剂的反应没有充分执行,蚀刻可能很难执行,因为与能够与蚀刻剂反应的蚀刻剂的接触面积太小,且由此气流槽112可能很难形成。
[0063]
因此,由于在示例性实施例中气流槽112具有0.1毫米到5毫米的宽度,所以气流槽112可确保防止由自身重量引起的经处理物件10的偏转、平稳地排放空气和/或颗粒以及充分提供真空抽吸力的功能。此外,可充分确保与能够与蚀刻剂反应的蚀刻剂的接触面积。
[0064]
图3是示出根据示例性实施例的形成于气流槽的底部表面上的微压纹的横截面视图。
[0065]
参考图3,气流槽112可包含形成于底部表面112a上的微压纹112b。也就是说,微压纹112b可形成于气流槽112的底部表面112a上。当微压纹112b形成于气流槽112的底部表面112a上时,微压纹112b可吸收激光束11,且可通过气流槽112的底部表面112a来减小激光束11的反射率(或反射量)。因此,可使气流槽112的底部表面112a与支撑板110的顶部表面的反射特性之间的差异最小化。
[0066]
详细地说,在支撑经处理物件10的支撑板110的顶部表面处,当在与经处理物件10的界面处执行反射时,以预定角度执行反射,且反射光束12具有恒定路径。然而,在气流槽112的底部表面112a处,反射透射通过经处理物件10和空气(层)的激光束11,且在经处理物
件10与空气之间的界面处内部反射激光束11的光量的部分(例如,大约4%),且仅反射剩余光量。此外,由于剩余光量的激光束11通过在经处理物件10与空气之间的界面处绕射而发射,所以入射到气流槽112的底部表面112a的入射角不同于入射到支撑板110的顶部表面的激光束11的入射角。此外,当在气流槽112的底部表面112a处反射的反射光束12再次入射到经处理物件10时,反射光量的部分(例如,大约4%),且入射剩余光量。
[0067]
因此,在气流槽112的底部表面112a处反射的反射光束12不添加到具有与在支撑板110的顶部表面处反射的反射光束12相同角度的路径的内部反射光量中,而添加到在支撑板110的顶部表面处反射的反射光束12中。由于这一点,在支撑板110的顶部表面处反射的反射光束12的到达位置处的光量与内部反射的反射光束12的到达位置处的光量之间的差异增加,且根据经处理物件10的位置产生处理不均匀性。
[0068]
因此,通过微压纹112b吸收(或散射)入射到气流槽112的底部表面112a的激光束11来限制或防止在气流槽112的底部表面112a处反射的反射光束12,可降低在支撑板110的顶部表面处反射的反射光束12的到达位置处的光量与在内部反射的反射光束12的到达位置处的光量之间的差异。也就是说,可以减小气流槽112的底部表面112a与支撑板110的顶部表面的反射特性之间的差异,且可通过根据经处理物件10的位置限制或防止处理不均匀性来提高处理均匀性。
[0069]
另一方面,当气流槽112具有1毫米或小于1毫米的宽度w时,微压纹112b很难形成于气流槽112的底部表面112a上。因此,当气流槽112具有1毫米到5毫米的宽度w时,可形成微压纹112b。此外,当气流槽112具有小于10微米的深度d时,很难确保微压纹的最大高度(rmax)。因此,气流槽112对于确保10微米或超过10微米的深度d是必要的。
[0070]
尽管微压纹112b可形成于支撑板110的顶部表面上,但是由于粗糙的支撑表面115,在经处理物件10中可能产生刮痕,且由此可能产生经处理物件10和/或颗粒的损坏。
[0071]
此处,气流槽112的底部表面112a可具有0.01微米到1微米的表面粗糙度。此处,表面粗糙度(或轮廓)可以是中心平均粗糙度(ra)。当气流槽112的底部表面112a具有小于0.01微米的表面粗糙度时,激光束11可能不会被有效地吸收和/或散射。另一方面,当气流槽112的底部表面112a具有大于1微米的表面粗糙度时,气流槽112中可能不会形成空气和/或颗粒的平滑流动,且堆叠(或粘贴)在微压纹112b之间的颗粒可能很难去除。
[0072]
因此,在示例性实施例中,当气流槽112的底部表面112a具有0.01微米到1微米的表面粗糙度时,可有效地吸收和/或散射激光束11,可形成空气或颗粒的平滑流动,且可容易地去除堆叠在微压纹112b之间的颗粒。
[0073]
此外,支撑板110可具有弯曲的支撑表面115。此处,支撑表面115可以是支撑经处理物件10的支撑板110的上端表面(或顶部表面)。当支撑表面115形成为平坦表面且垂直于气流槽112的侧壁时,经处理物件10可能被支撑表面115与气流槽112的侧壁之间的直角拐角刮伤。因此,可能产生例如刮痕和/或颗粒的经处理物件10的损坏。
[0074]
然而,在示例性实施例中,由于支撑表面115具有弯曲形状,因此可能不会产生由支撑表面115与气流槽112的侧壁之间的拐角引起的对经处理物件10和/或颗粒的损坏。此外,由于经处理物件10从其中心部分到边缘依序接触支撑表面115,所以可将支撑板110的顶部表面与经处理物件10之间的空气引入到气流槽112,且可有效地防止空气阱。
[0075]
此处,弯曲表面的弧具有0.1微米到10微米的高度。此处,弯曲表面的弧的高度可
以是弯曲表面的垂直横截面中的弧的高度。当弯曲表面的弧具有小于0.1微米的高度时,弯曲表面形状对支撑表面115的影响可忽略不计。另一方面,当弯曲表面的弧具有大于0.1微米的高度时,随着顶点与两端点之间的高度差增加,甚至在支撑表面115中也可能产生反射特性之间的差异。
[0076]
因此,在示例性实施例中,由于弯曲表面的弧具有0.1微米到10微米的高度,支撑表面115的最大(或宽)面积可接触经处理物件10,这是由于弧的顶点与两个端点之间的高度差小,且可限制或防止支撑表面115中的反射特性之间的差异。
[0077]
图4是示出根据另一示例性实施例的激光处理装置的视图。图4的(a)是示出激光处理装置的透视图,且图4的(b)是示出激光处理装置的示意性横截面视图。
[0078]
在下文中,将参考图4更详细地描述根据另一示例性实施例的激光处理装置,且将省略与根据示例性实施例的卡盘工作台中所描述的特征重复的特征。
[0079]
根据另一示例性实施例的激光处理装置200可包含:根据示例性实施例的卡盘工作台100;激光照射单元210,用激光束11照射经处理物件10;以及反射光束去除单元220,用于去除在支撑板110处反射的激光束11的反射光束12。
[0080]
卡盘工作台100可以是根据示例性实施例的卡盘工作台100。卡盘工作台100可具有深度d小于宽度w的气流槽112,且在处理期间支撑(或固定)经处理物件10。举例来说,经处理物件10可以是其上沉积非晶硅(α-硅)薄膜的玻璃衬底。
[0081]
激光照射单元210可用激光束11照射经处理物件10,且通过激光束11的照射来处理经处理物件10。举例来说,通过激光束11的照射,非晶硅(α-硅)薄膜可以结晶成例如多晶硅的晶体硅。
[0082]
此处,根据另一示例性实施例的激光处理装置200可以是使用准分子激光的准分子激光退火(ela)装置。此处,使用准分子激光的准分子激光退火(ela)装置用准分子激光照射非晶硅(α-硅)薄膜,以立即加热非晶硅(α-硅)薄膜,从而诱导结晶。此外,使用准分子激光的准分子激光退火(ela)装置容易应用于大面积衬底,因为所述装置在非晶硅(α-硅)薄膜和/或整个玻璃衬底上具有极佳的退火均匀性,且由于装置仅立即加热用激光束11照射的局部区域,所以对薄板型衬底具有极佳的适用性和高生产率。
[0083]
反射光束去除单元220可去除在支撑板110处反射的激光束11的反射光束12,且防止激光照射单元210的光学系统由于反射光束12引入到激光照射单元210而被损坏。此外,反射光束去除单元220可防止具有能量的反射光束12影响其他组件。
[0084]
此处,激光照射单元210可以预定角度将具有线光束形状的激光束11(即,线光束型激光束)倾斜地照射到经处理物件10。也就是说,激光照射单元210可以预定角度照射线光束型激光束11,且经照射的线光束型激光束11可倾斜到经处理物件10。在示例性实施例中,当激光束11以预定角度倾斜以照射经处理物件10时,可预先防止反射光束12朝向激光照射单元210发射。此外,因为仅考虑反射光束12的反射角度来提供反射光束去除单元220,所以反射光束去除单元220可具有简单的配置。举例来说,预定角度可以在1
°
到10
°
的范围内(例如,6
°
)。当预定角度小于1
°
时,反射光束12可朝向激光照射单元210。另一方面,当预定角度大于10
°
时,局部区域的立即加热可能是困难的,因为激光束11和反射光束12的光学路径之间的距离增加,且激光处理装置200的整体尺寸可能根据反射光束去除单元220的安装位置(或提供位置)而增加。
[0085]
在示例性实施例中,当气流槽112的宽度通过以预定角度倾斜照射的激光束11减小时,可减小在气流槽112的底部表面112a处反射的反射光束12的量。
[0086]
图5是表示根据另一示例性实施例的用于制造卡盘工作台的支撑板的方法的流程图。
[0087]
在下文中,将参考图5更详细地描述根据另一示例性实施例的用于制造卡盘工作台的支撑板的方法,且将省略与根据另一示例性实施例的激光处理装置中所描述的特征重复的特征。
[0088]
根据另一示例性实施例的用于制造卡盘工作台的支撑板的方法可包含:准备板形底板110a的过程s100;在底板110a的表面中形成深度d小于宽度w的气流槽112的过程s200;以及在底板110a中形成与气流槽112连通的抽吸孔111的过程s300。
[0089]
首先,在过程s100中准备板形底板110a。可准备底板110a,在所述底板110a中形成抽吸孔111和气流槽112,且通过所述底板110a制造卡盘工作台100的支撑板110。
[0090]
其后,在过程s200中,深度d小于宽度w的气流槽112形成于底板110a的表面中。深度d小于宽度w的气流槽112可形成于底板110a的表面中,且形成于支撑经处理物件10的底板110a的顶部表面中。
[0091]
由于在示例性实施例中通过使用湿式蚀刻形成气流槽12,因此确保图案掩模20的开口20a是重要的。在湿式蚀刻的情况下,当与能够与蚀刻剂反应的蚀刻剂的接触面积太小时,由于与蚀刻剂的反应没有充分执行,蚀刻可能很难执行,且由此气流槽112可能很难形成。由于这一点,气流槽20必须充分确保图案掩模20的大约0.1毫米或超过0.1毫米的开口20a(即,气流槽的宽度),以获得与能够与蚀刻剂反应的蚀刻剂的足够接触面积。然而,气流槽112可具有小于宽度w的深度d,因为气流槽112的底部表面112a和支撑板110的顶部表面的反射特性的差异减小,且根据气流槽112的宽度w,气流槽112的深度d必须小于大约0.1毫米,以防止经处理物件10的翘曲。
[0092]
其后,在过程s300中,在底板110a中形成与气流槽112连通的抽吸孔111。与气流槽112连通的抽吸孔111可形成于底板110a中。此处,抽吸孔111可在气流槽112形成之后形成为与气流槽112连通,或与抽吸孔111连通的气流槽112可在抽吸孔111首先形成之后形成。
[0093]
形成气流槽112的过程s200可包含部分湿式蚀刻底板110a的表面的过程s210。
[0094]
在过程s210中,可部分湿式蚀刻底板110a的表面。根据示例性实施例的用于制造卡盘工作台的支撑板的方法可通过湿式蚀刻而不是机械加工来形成具有低深度的气流槽112。此外,根据湿式蚀刻方法,支撑板110的顶部表面(上端表面或支撑表面)可形成为弯曲表面。
[0095]
此处,底板110a可由金属制成。在支撑板110由陶瓷制成的底板110a制造的情况下,支撑板110可能由于与经处理物件10的摩擦而磨损,可能容易产生颗粒,且在支撑板110和/或经处理物件10中可能产生例如刮痕的损坏。由于这一点,经处理物件10可能未稳定地支撑。此外,在示例性实施例中,气流槽112可通过湿式蚀刻而不是机械加工形成于底板110a中,且由陶瓷制成的底板110a的蚀刻速率可能不容易控制。举例来说,由于极高的蚀刻速率,可能不会形成浅气流槽12,由于极低的蚀刻速率,气流槽112的形成可能需要很长时间,或当通过形成图案掩模20执行蚀刻时,甚至可在朝向图案掩模20的下部部分的宽度方向上执行蚀刻,而不是仅在具有方向性的深度方向上执行蚀刻。当如上文所描述制造支撑
板110时,经处理物件10可能不会稳定地支撑在支撑板110的顶部表面上。举例来说,从气流槽112的底部表面112a突出的部分的支撑强度可能降低,由于气流槽112的下部部分的相对较宽的宽度而产生压差,真空可能不能适当地形成,且可能不能有效地去除存在于支撑板110的顶部表面与经处理物件10之间的空气。
[0096]
然而,当底板110a如在示例性实施例中由金属制成时,可通过调整蚀刻剂的浓度来控制蚀刻速率。也就是说,可容易地控制蚀刻速率。经由此,气流槽112可具有低深度,且当通过形成图案掩模20来执行蚀刻时,可通过以分钟为单位的时间调整来限制或防止在宽度方向上进行蚀刻的过蚀刻。
[0097]
图6是依序示出根据另一示例性实施例的形成气流槽的过程的视图。图6的(a)示出形成第一图案掩模的过程,图6的(b)示出在通过使用第一图案掩模执行湿式蚀刻之后的状态,图6的(c)示出形成第二图案掩模的过程,图6的(d)示出在通过使用第二图案掩模执行湿式蚀刻之后的状态,且图6的(e)示出完成的支撑板。
[0098]
参考图6,部分湿式蚀刻的过程s210可包含:在底板110a上形成具有开口20a的图案掩模20的过程;在其上形成图案掩模20的底板110a上提供蚀刻剂的过程;去除图案掩模20的过程;以及将蚀刻剂提供到去除图案掩模20的底板110a的表面的过程。
[0099]
在形成图案掩模20的过程中,可在底板110a上形成具有开口20a的图案掩模20。图案掩模20可形成以部分湿式蚀刻底板110a的表面,且开口20a可设置在执行湿式蚀刻的部分。
[0100]
此外,蚀刻剂可设置在底板110a上,在在底板110a上提供蚀刻剂的过程中,在所述底板110a上形成图案掩模20。此处,通过将其上形成有图案掩模20的底板110a浸入蚀刻剂中,或通过将蚀刻剂喷射到其上的图案掩模20的底板110a上,可在其上的图案掩模20的底板110a上提供蚀刻剂。经由此,可仅在由开口20a暴露的区域中执行蚀刻。
[0101]
举例来说,当底板110a由铝(al)制成时,包含硝酸(hno3)和磷酸(h3po4)的混合溶液可用作蚀刻剂。因为硝酸(hno3)可氧化铝(al),且磷酸(h3po4)溶解氧化铝(al2o3),所以可蚀刻底板110a。可将乙酸(ch3cooh)或去离子水(di水)添加到混合溶液,且蚀刻速率可取决于蚀刻剂的浓度、温度、杂质或混合材料。
[0102]
其后,在去除图案掩模20的过程中,可去除图案掩模20。当去除图案掩模20时,可获得其中形成气流槽112的底板110a。
[0103]
接着,可将蚀刻剂提供到底板110a的表面,在将蚀刻剂提供到底板110a的表面的过程中,从底板110a的表面去除图案掩模20。当在底板110a上执行蚀刻时,在底板110a中形成气流槽112而没有图案掩模20,可轻轻地蚀刻气流槽112的侧壁与底板110a的顶部表面(或表面)之间的直角拐角。也就是说,当蚀刻其中形成气流槽112的底板110a的整个表面时,可轻轻地蚀刻直角拐角。
[0104]
在部分湿式蚀刻的过程s210中,在将蚀刻剂提供到底板110a的表面的过程之前,可多次重复形成图案掩模20的过程、在底板110a上提供蚀刻剂的过程以及去除图案掩模20的过程。此处,当再次执行形成图案掩模20的过程时,可形成具有面积相比之前(即,先前过程)增加的开口20a的图案掩模20。举例来说,当再次执行形成图案掩模20的过程时,图案掩模20改变为具有面积相比之前增加的的开口20a。可多次(即,两次或超过两次)重复形成图案掩模20的过程、在底板110a上提供蚀刻剂的过程以及去除图案掩模20的过程,以将气流
槽112的侧壁形成为阶梯型。此外,在将蚀刻剂提供到底板110a的表面的过程中,可轻轻地蚀刻气流槽112的阶梯型侧壁的拐角,以将底板110a的顶部表面形成为弯曲表面。
[0105]
此处,通过重复形成图案掩模20的过程,图案掩模20的开口20a或图案间隙可增加,且通过重复形成图案掩模20的过程,图案掩模20的开口间隙或图案宽度可减小。
[0106]
举例来说,因为如图6的(a)中通过在底板110a上形成第一图案掩模21来执行湿式蚀刻,所以可以如图6的(b)中主要形成气流槽112。接着,当通过在底板110a上形成开口20a大于第一图案掩模21的开口20a的第二图案掩模22来执行湿式蚀刻时,可如图6的(d)中二次形成阶梯型气流槽112。其后,因为气流槽112的阶梯型侧壁的拐角轻轻地通过蚀刻底板110a的整个暴露表面形成,所以可制造具有弯曲顶部表面(或上端表面或支撑表面)的支撑板110。
[0107]
在去除图案掩模20的过程s213(即,去除第一图案掩模的过程)中,可通过去除图案掩模20的一部分(即,第一图案掩模的一部分)来提供(或形成)具有增加面积的图案掩模20(即,第二图案掩模)。
[0108]
此处,可通过将图案印刷在底板110a上来执行形成图案掩模20的过程s211。因为通过印刷图案的印刷方法形成图案掩模,所以可实现优选形状的图案,且可形成具有精确图案间隙(或具有小面积的开口)的图案。举例来说,图案掩模20可通过使用数字印刷将图案印刷在底板110a上来形成。
[0109]
在底板110a上提供蚀刻剂的过程s212中,底板110a的表面可在深度方向上蚀刻1微米到50微米。在底板110a上提供蚀刻剂的过程s212中,当底板110a的表面在深度方向上蚀刻超过50微米时,底板110a的表面甚至在朝向图案掩模20的下部部分(或向下)的宽度方向上过度蚀刻,而不是仅在具有方向性的深度方向上被蚀刻。另一方面,当底板110a的表面在深度方向上蚀刻小于1微米时,由于在整个底板110a上执行蚀刻,在所述底板110a中形成气流槽112而没有图案掩模20,所以可去除气流槽112的侧壁,且仅弯曲的支撑表面115可以保留。在这种情况下,可能不能有效地执行气流槽112的功能。
[0110]
可进一步提供在气流槽112的底部表面112a上形成微压纹112b的过程。
[0111]
在形成微压纹112b的过程中,可在气流槽112的底部表面112a上形成微压纹112b。此处,微压纹112b可在形成抽吸孔111之后或之前形成。当微压纹112b形成于气流槽112的底部表面112a上时,微压纹112b可吸收激光束11,且可通过气流槽112的底部表面112a来减小激光束11的反射率。因此,可使气流槽112的底部表面112a与支撑板110的顶部表面的反射特性之间的差异最小化。
[0112]
此处,形成微压纹112b的过程可包含:在气流槽112的底部表面112a上形成微图案掩模的过程;以及湿式蚀刻气流槽112的底部表面112a的过程。
[0113]
微压纹112b可通过在气流槽112的底部表面112a上湿式蚀刻微图案掩模(未示出)来形成。
[0114]
首先,在在气流槽112的底部表面112a上形成微图案掩模的过程中,可在气流槽112的底部表面112a上形成微图案掩模。可根据优选表面粗糙度形成微图案掩模。
[0115]
其后,在湿式蚀刻气流槽112的底部表面112a的过程中,可湿式蚀刻气流槽112的底部表面112a。微压纹112b可通过湿式蚀刻由气流槽112的底部表面112中的微图案掩模的开口暴露的部分来形成。经由此,微压纹112b甚至可简单地形成于气流槽112的底部表面
112a上。接着,在去除微图案掩模的过程中,可在湿式蚀刻之后去除微图案掩模。
[0116]
此处,当形成微图案掩模时,在气流槽112的宽度w等于或小于微图案掩模的微图案宽度(例如,大约0.1毫米)的情况下,微图案掩模仅阻挡气流槽112,且可能不会形成微压纹112b。
[0117]
根据示例性实施例的卡盘工作台可包含具有最小化深度小于其宽度的气流槽。因此,可减小气流槽的底部表面与支撑板的顶部表面之间的高度差。此外,可减小气流槽的底部表面与支撑板的顶部表面的反射特性(例如反射率)之间的差异。此外,由于气流槽的深度低,当抽吸经处理物件(或衬底)的一部分的竖直方向力减小时,可防止经处理物件的翘曲。因此,可防止在经处理物件的激光处理期间在经处理物件中产生的斑,且可解决处理均匀性的降低。
[0118]
此外,因为微压纹形成于气流槽的底部表面上,所以激光束在气流槽的底部表面处的反射率(或反射量)可通过经由微压纹吸收激光束来降低。因此,可使气流槽的底部表面与支撑板的顶部表面的反射特性之间的差异最小化。
[0119]
此外,因为支撑经处理物件的支撑表面(即,支撑板的顶部表面)在支撑板中形成为弯曲形状,所以可防止经处理物件的损坏和/或由气流槽的侧壁与支撑板的顶部表面之间的拐角刮伤而导致的颗粒产生。
[0120]
根据示例性实施例的激光处理装置可以预定角度使具有线光束形状的激光束倾斜,以用倾斜的激光束照射经处理物件,从而防止激光照射单元的光学系统由于将在经处理物件和/或支撑板处反射的激光束的反射光束引入到激光照射单元而被损坏。此外,由于照射的激光束以预定角度倾斜,因此通过减小气流槽的宽度,可减少在气流槽的底部表面处反射的反射光束的量。
[0121]
根据示例性实施例的用于制造卡盘工作台的支撑板的方法可通过湿式蚀刻而不是机械加工来形成具有低深度的气流槽,且将支撑板的顶部表面形成为弯曲形状。
[0122]
在实施例的描述中,应理解,当层(或膜)、区域、图案或结构称作
‘
在’另一层(或膜)、区域、衬垫或图案上时,术语
‘
在
…
上’包含
‘
直接’和
‘
间接’两种含义。还应当理解,当层(或膜)称作
‘
在’另一层或衬底上时,其可直接在另一层或衬底上,或还可存在插入层。因此,表达“在底板上”可表示底板的表面(顶部表面或底部表面)或设置在底板的表面上的图案掩模的表面。
[0123]
虽然已描述本发明的示例性实施例,但应理解,本发明不应限于这些示例性实施例,而是所属领域的普通技术人员可在如由所附权利要求要求的本发明的精神和范围内做出各种改变和修改。因此,本发明的实际保护范围将通过所附权利要求的技术范围确定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。