1.本发明涉及粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法。
背景技术:
2.树脂薄膜是树脂制成的薄膜,具有很多优良的性能, 如质轻、柔软、延展性好、隔水等。广泛地应用于农业、服装、食品、医药、化工、电子、产品包装、建筑等领域,这些产品都给人们生活带来了极大的便利。以农业为例,树脂薄膜可作为地膜、大棚膜为北方寒冷地区冬季种植提供了可能。以服装为例,树脂薄膜可直接作为服装面料或与服装面料复合制造服装。
3.二氧化硅气凝胶是迄今为止已知的最轻的固体材料和性能最好的保温材料,其孔径尺寸低于常压下空气分子平均自由程,因此在气凝胶空隙中空气分子近似静止,从而避免了空气的对流传热,而气凝胶极低的体积密度及纳米网格结构的弯曲路径也阻止了气态和固态热传导,趋于“无穷多”的空隙壁可以使热辐射降至最低。这三方面共同作用,几乎阻断了热传递的所有途径,使气凝胶达到其他材料无法比拟的绝热效果,甚至远低于常温下空气0.023w/m.k的导热系数,可以达到0.013 w/m*κ以下。
4.同时二氧化硅气凝胶也是气凝胶产品中成本最低,产品化程度最高的产品。目前市场上二氧化硅气凝胶原料以粉体为主,但二氧化硅气凝胶要应用到生产生活场景中,需要对应的从粉体到成型的过程。常见的以气凝胶加玻璃纤维的气凝胶毡,气凝胶与树脂的气凝胶塑料产品为主。采用玻璃纤维-气凝胶复合材料,由于玻璃纤维直径很细,在加工和应用过程中容易对人体皮肤和肺部产生危害。采用树脂原料与气凝胶复合进行传统的树脂加工工艺,由于气凝胶抗压能力较差,在树脂成型的挤出、注塑、模压过程中会失去大量孔隙导致气凝胶各项性能指标急剧下降。
5.树脂薄膜属于非晶聚合物的一种,常温下为玻璃态分子链和分子链段都不能运动呈现为固体形式,通过对树脂薄膜进行加热首先由玻璃态转变为高弹态,高弹态的树脂薄膜在外力作用下会产生变形撤出外力后仍可恢复原来的形貌,如继续加热树脂薄膜将有高弹态转变为粘流态,粘流态树脂由于分子链可以运动因此表现出粘流特性,树脂薄膜在粘流态时整体可变形并流动。
6.而通过粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法,结合了二氧化硅气凝胶的极佳的保温隔热优势,同时拥有了树脂薄膜的柔软、延展性好等性能特点。拥有如下原理性优点:1.本发明所述粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法采用树脂物理加热到粘流态与二氧化硅气凝胶进行物理粘接,没有化学反应及易挥发性粘接剂,因此具有良好的环保效果。
7.2.本发明所述粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法,可应用于任意现有市售树脂薄膜产品上,因此具有普适性强,应用范围广的优势。
8.3.本发明所述粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法通过采
用二氧化硅气凝胶的极佳的保温性能对树脂薄膜的保温性能进行进一步增强,因此具有很好的性能提升作用。
9.4.本发明所述粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法,具有设备结构简单、工艺简单的特点因此具有低成本的推广优势。
10.5.本发明所述粘流态粘接的树脂薄膜-气凝胶复合保温材料应用于保温包装领域,可大幅提高保温箱、保温袋的保温效果,同时可制备超薄的保温包装材料,进而节省物流空间,减少物流成本并提高保温包装材料的便携性。
11.6.本发明所粘流态粘接的树脂薄膜-气凝胶复合保温材料应用于保温服装产业可以较低的成本实现轻薄型气凝胶复合结构,多层树脂薄膜-气凝胶复合保温材料堆叠后可形成多封闭气室与二氧化硅气凝胶保温复合的保温材料,将极大的提高服装的保温性能降低生产成本。
12.因此粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法具备低价格、高性能、工艺简单的优点具备广泛的实用价值和商业价值。
技术实现要素:
13.为解决轻薄型二氧化硅气凝胶产品的分散和成型问题,同时避免化学粘接剂易挥发性成分污染问题,减少粘结剂使用进一步降低成本,并增强树脂薄膜的保温能力。本发明依据二氧化硅气凝胶高熔点特性及树脂薄膜相对较低的粘流态相变温度特性,将基材和表面覆盖树脂薄膜中的树脂材料局部加热到粘流态时二氧化硅气凝胶仍保持固态,此时树脂薄膜局部开始融化将固态的二氧化硅气凝胶热熔粘接,冷却后二氧化硅气凝胶材料与树脂薄膜产生结合力,最终制备完成一种树脂薄膜-气凝胶复合保温材料。以基于这种发现,完成了本发明。
14.为实现粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法,包括基材、二氧化硅气凝胶、表面覆盖树脂薄膜,所述基材置于底端,所述二氧化硅气凝胶置于基材上表面形成二氧化硅气凝胶层,所述表面覆盖树脂薄膜置于二氧化硅气凝胶层顶端,所述基材与二氧化硅气凝胶通过基材中树脂成分热熔粘接,所述表面覆盖树脂薄膜与二氧化硅气凝胶通过表面覆盖树脂薄膜成分热熔粘接。
15.优选的是,所述基材为已添加助剂的聚氯酯类树脂薄膜、聚苯乙烯类树脂薄膜、聚乙烯类树脂薄膜、聚氨酯类树脂薄膜、聚丙烯类树脂薄膜、聚氯乙烯类树脂薄膜、酚醛树脂类树脂薄膜、尼龙类树脂薄膜中的一种或多种组合,或树脂薄膜与二氧化硅气凝胶复合材料薄膜,薄膜厚度为1微米到5毫米之间。
16.优选的是,所述二氧化硅气凝胶为二氧化硅气凝胶块体、二氧化硅气凝胶粉体中的一种或两种组合;所述二氧化硅气凝胶成分二氧化硅含量大于等于二氧化硅气凝胶总质量的50%,所含杂质和增强材料小于等于二氧化硅气凝胶总质量的50%。
17.优选的是,所述表面覆盖树脂薄膜为已添加助剂的聚氯酯类树脂薄膜、聚苯乙烯类树脂薄膜、聚乙烯类树脂薄膜、聚氨酯类树脂薄膜、聚丙烯类树脂薄膜、聚氯乙烯类树脂薄膜、酚醛树脂类树脂薄膜、尼龙类树脂薄膜中的一种或多种组合,薄膜厚度为1微米到5毫米之间。
18.优选的是,包括以下步骤:
s1:(展开工艺)将所述基材通过机械展平机构进行展平并可实现水平运动;s2:(分散工艺)将所述二氧化硅气凝胶通过气凝胶分散工艺分散到所述基材表面;s3:(第一次加热)通过加热装置从二氧化硅气凝胶侧向已分散的所述二氧化硅气凝胶加热或从基材侧向基材加热至设定的温度;s4:(覆盖工艺)通过覆盖机构将所述表面覆盖树脂薄膜覆盖到所述二氧化硅气凝胶上;s5:(第二次加热)通过加热装置从表面覆盖树脂薄膜侧向已覆盖的所述表面覆盖树脂薄膜加热至设定的温度;s6:(冷却)冷却完成粘流态粘接的树脂薄膜-气凝胶复合保温材料制作,或将粘流态粘接的树脂薄膜-气凝胶复合保温材料作为基材重复s1-s6的工艺过程,直至生产出符合需求的树脂薄膜-气凝胶复合保温材料为止。
19.优选的是,所述s1中,将所述基材通过机械展平机构进行展平,所述机械展平机构为辊筒机构,缠绕机构,夹紧机构中的一种或多种组合;所述展平为绷紧式展平、铺平式展平中的一种或两种组合。
20.优选的是,其特征在于,所述s2中,将所述二氧化硅气凝胶通过气凝胶分散工艺分散到所述基材表面,所述气凝胶分散方式为人工分散、辊筒式分散、风力分散、平铺分散、振动式分散、播撒式分散中的一种或多种组合。
21.优选的是,所述s3中,通过加热装置从二氧化硅气凝胶侧向已分散的所述二氧化硅气凝胶加热或从基材侧向基材加热至设定的温度,所述加热装置为热风加热、红外线辐射加热、激光加热中的一种或多种组合;所述设定温度为大于等于基材采用的树脂体系的粘流态转变温度的温度,优选100摄氏度到300摄氏度之间。
22.优选的是,所述s4中,通过覆盖机构将所述表面覆盖树脂薄膜覆盖到所述二氧化硅气凝胶上,所述覆盖机构为辊筒、压板、杆装覆盖机构中的一种或多种的组合。
23.优选的是,所述s5中,通过加热装置从表面覆盖树脂薄膜侧向已覆盖的所述表面覆盖树脂薄膜加热至设定的温度,所述加热装置为热风加热、红外线辐射加热、激光加热中的一种或多种组合;所述设定温度为大于等于表面覆盖树脂薄膜采用的树脂体系的粘流态转变温度的温度,优选100摄氏度到300摄氏度之间。
24.作为本发明的一种改进,在完成s1(展开工艺)与s2(分散工艺)之后直接进行s4(覆盖工艺),完成s4(覆盖工艺)后将s3(第一次加热)从基材侧加热与s5(第二次加热)从表面覆盖树脂薄膜侧加热,在空间设置两套加热装置,同时进行加热,然后进行s6:(冷却)完成整个工艺流程,具体流程顺序如下:s1:(展开工艺)将所述基材通过机械展平机构进行展平并可实现水平运动;s2:(分散工艺)将所述二氧化硅气凝胶通过气凝胶分散工艺分散到所述基材表面;s4:(覆盖工艺)通过覆盖机构将所述表面覆盖树脂薄膜覆盖到所述二氧化硅气凝胶上;s3:(第一次加热)通过加热装置从基材侧向基材加热至设定的温度;s5:(第二次加热)通过加热装置从表面覆盖树脂薄膜侧向已覆盖的所述表面覆盖树脂薄膜加热至设定的温度;s6:(冷却)冷却完成粘流态粘接的树脂薄膜-气凝胶复合保温材料制作,或将粘流态粘
接的树脂薄膜-气凝胶复合保温材料作为基材重复s1-s6的工艺过程,直至生产出符合需求的树脂薄膜-气凝胶复合保温材料为止。
25.作为本发明的一种改进,在基材导热性不好的情况下,在完成s1(展开工艺)与s2(分散工艺)之后直接进行s4(覆盖工艺),完成s4(覆盖工艺)后仅进行s5(第二次加热)从表面覆盖树脂薄膜侧加热,然后进行s6:(冷却)完成整个工艺流程,具体流程顺序如下:s1:(展开工艺)将所述基材通过机械展平机构进行展平并可实现水平运动;s2:(分散工艺)将所述二氧化硅气凝胶通过气凝胶分散工艺分散到所述基材表面;s4:(覆盖工艺)通过覆盖机构将所述表面覆盖树脂薄膜覆盖到所述二氧化硅气凝胶上;s5:(第二次加热)通过加热装置从表面覆盖树脂薄膜侧向已覆盖的所述表面覆盖树脂薄膜加热至设定的温度;s6:(冷却)冷却完成粘流态粘接的树脂薄膜-气凝胶复合保温材料制作,或将粘流态粘接的树脂薄膜-气凝胶复合保温材料作为基材重复s1、s2、s4、s5、s6的工艺过程,直至生产出符合需求的树脂薄膜-气凝胶复合保温材料为止。
26.附图说明
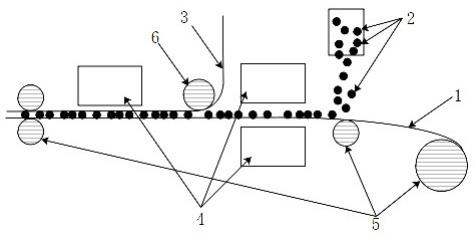
27.图1为本发明的粘流态粘接的树脂薄膜-气凝胶复合保温材料结构示意图;图中,基材1,二氧化硅气凝胶2,表面覆盖树脂薄膜3,图2为本发明的粘流态粘接的树脂薄膜-气凝胶复合保温材及其制备方法示意图;图中,基材1,二氧化硅气凝胶2,表面覆盖树脂薄膜3,加热装置4,机械展平机构5,覆盖机构6
具体实施方式
28.下面结合具体实施例对本发明作进一步详细的说明,以令本领域技术人员参照说明书文字能够据以实施。
29.应当理解,本文所使用的的诸如“具有”、“包含”亿级“包括”术语并不配出一个或多个其它元件或其组合的存在或添加。
30.实施例1:一种粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法,包括以下步骤:s1(展开工艺)将用于冷藏包装的1米幅宽100微米厚高密度聚乙烯薄膜作为基材通过缠绕机构和辊轮机构进行绷紧并水平展平并可实现水平运动;s2(分散工艺)将粒径为50微米-100微米的含二氧化硅达99.5%以上的二氧化硅气凝胶粉体通过振动筛分散工艺分散到基材上表面;s3(第一次加热)由于高密度聚乙烯的熔点一般为140摄氏度-170摄氏度,通过烘烤的红外线加热装置从二氧化硅气凝胶粉体上方将二氧化硅气凝胶粉体加热至160摄氏度-170摄氏度;s4(覆盖工艺)通过辊轮覆盖机构将1米幅宽80微米厚聚氯乙烯薄膜覆盖到已分散的二
氧化硅气凝胶粉体层上表面上;s5(第二次加热)由于聚氯乙烯的熔点一般为180摄氏度-200摄氏度通过热风加热装置从聚氯乙烯薄膜上方,将聚氯乙烯薄膜加热至180-190摄氏度;s6(冷却)冷却形成粘流态粘接的树脂薄膜-气凝胶复合保温材料。将已制备的粘流态粘接的树脂薄膜-气凝胶复合保温材料作为基材重复s1-s6的工艺过程4次,形成多层复合的树脂薄膜-气凝胶复合保温材料。
31.实施例2:一种粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法,包括以下步骤:s1(展开工艺)将40微米厚60厘米宽的尼龙薄膜作为基材通过机械夹紧机构进行水平展平并可实现水平运动;s2(分散工艺)将粒径为40微米-120微米的含二氧化硅达90%,空心玻璃微珠10%的二氧化硅气凝胶粉体通过人工平铺分散工艺分散到基材上表面;s4(覆盖工艺)通过辊轮覆盖机构将50微米厚60厘米宽的聚丙烯薄膜作为表面覆盖树脂薄膜覆盖到所述二氧化硅气凝胶上;s3(第一次加热)通过红外辐射装置从基材下方将基材加热至190摄氏度-200摄氏度;s5(第二次加热),通过热风加热装置从表面覆盖树脂薄膜上方将表面覆盖树脂薄膜加热至185摄氏度-195摄氏度;进行s3(第一次加热)的同时进行s5(第二次加热),s6(冷却)冷却后完成粘流态粘接的树脂薄膜-气凝胶复合保温材料制作。
32.实施例3:一种粘流态粘接的树脂薄膜-气凝胶复合保温材料及其制备方法,包括以下步骤:s1:(展开工艺)将120微米厚2米宽流延聚丙烯薄膜作为基材通过缠绕机构进行水平展平并可实现水平运动;s2:(分散工艺)将粒径为50微米-100微米的含二氧化硅达99.5%以上的二氧化硅气凝胶粉体通过风力分散工艺分散到基材上表面;s4:(覆盖工艺)通过辊轮覆盖机构将100微米厚2米宽的聚丙烯薄膜作为表面覆盖树脂薄膜覆盖到二氧化硅气凝胶粉体层上表面上;s5:(第二次加热)由于聚丙烯的熔点一般为165摄氏度-185摄氏度通过激光加热装置从聚丙烯薄膜上方,将聚氯乙烯薄膜加热至170-180摄氏度;s6:(冷却)冷却完成粘流态粘接的树脂薄膜-气凝胶复合保温材料制作厚将已制作完成的粘流态粘接的树脂薄膜-气凝胶复合保温材料替换掉所述120微米厚2米宽流延聚丙烯薄膜作为基材重复s1、s2、s4、s5、s6的工艺过程5次,直至生产出多层聚丙烯树脂薄膜-气凝胶复合保温材料为止。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

