1.本发明涉及贴片机技术领域,具体涉及一种具有自动疏通功能的贴片机进料装置。
背景技术:
2.贴片机,又称“贴装机”、“表面贴装系统”(surface mount system),在生产线中,它配置在点胶机或丝网印刷机之后,是通过移动贴装头把表面贴装元器件准确地放置pcb焊盘上的一种设备,分为手动和全自动两种;在对pcb板进行贴片操作时,需要对pcb板进行进料,但是由于pcb板是堆叠在缓存车上,在进行逐个进料时,容易产生pcb板堆叠堵塞进料装置情况,影响后续生产的进行,影响设备的使用寿命,因此,亟需一种具有自动疏通功能的贴片机进料装置。
技术实现要素:
3.本发明的目的在于针对现有技术的缺陷和不足,提供一种结构简单,设计合理、使用方便的具有自动疏通功能的贴片机进料装置,能够方便通过装置对pcb板进行进料,且能够对pcb板的上下位置进行限位,同时,方便进行实时疏通,操作简便,自动化程度高。
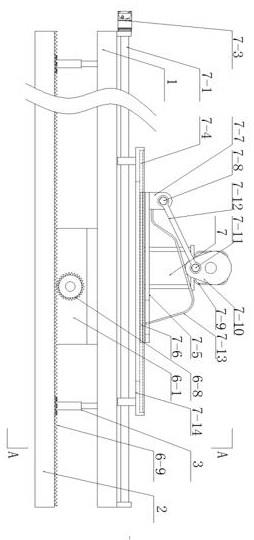
4.为实现上述目的,本发明采用的技术方案是:它包含顶板、底板和一号电动推杆,前后两侧对称设置有顶板和底板,底板上侧面的左右两侧对称垂直固定设置有一号电动推杆,一号电动推杆的上端固定设置在顶板的底面上;它还包含夹持进料机构、自动疏通机构、压力传感器和位移传感器;位于前侧的底板上侧面上固定设置有压力传感器,位于后侧的顶板底面上固定设置有位移传感器,且压力传感器和位移传感器均与外部电源连接;前后两侧的顶板和底板之间设置有夹持进料机构;前后两侧的顶板上侧面上设置有自动疏通机构;所述的夹持进料机构包含定夹持板、动夹持板、一号电机、驱动齿轮、一号导向块、一号导向槽、安装条和导向轮;位于前侧的底板上设置有定夹持板,位于后侧的底板上侧面的凹槽内部活动设置有调节板,调节板的上侧面与底板的上侧面相齐平设置,调节板的上侧面上活动设置有动夹持板,动夹持板与定夹持板相对应设置,动夹持板的右侧壁上垂直固定设置有二号电动推杆,二号电动推杆通过安装板固定设置在调节板的顶面上,调节板的底板上以及定夹持板的底面上左右两侧均对称设置有一号导向块,底板上相对应设置有一号导向槽,一号导向块滑动设置在相对应的一号导向槽内部;定夹持板的前侧壁上以及调节板的上侧面上均通过电机支架固定设置有一号电机,一号电机的输出端上均固定设置有驱动齿轮,底板上侧面上均固定设置有齿条,驱动齿轮与齿条相啮合设置;所述的二号电动推杆和一号电机均与外部电源连接;所述的自动疏通机构包含支撑板、移动板、二号导向块、弹性刮板、凸轮、二号电机、连接杆、一号转轴和二号转轴;位于前侧的顶板上侧面上通过固定座固定设置有导向杆,位于后侧的顶板上侧面上通过轴座旋转设置有丝杆,支撑板底面的前侧通过直线轴承
活动套设在导向杆上,支撑板底面的后侧通过丝母螺纹旋转套设在丝杆上;丝杆左端与三号电机的输出端固定连接,三号电机通过电机支架固定设置后侧顶板上;支撑板顶面上的前后两侧对称设置有二号导向槽,支撑板的上侧设置有移动板,移动板底面的前后两侧对称固定设置有二号导向块,二号导向块滑动嵌设在二号导向槽的内部;移动板顶面的左侧固定设置有固定板,固定板的前侧壁上垂直固定设置有一号转轴,移动板后侧的支撑板上通过电机支架固定设置有二号电机,二号电机前侧的输出轴上固定连接有凸轮,凸轮的前侧壁上偏心设置有二号转轴,一号转轴和二号转轴之间通过轴承旋转连接有连接杆;固定板一侧的移动板上固定设置弹性刮板,弹性刮板的另一端活动穿设在移动板和支撑板上贯通开设的通孔内,凸轮的外侧壁与弹性刮板的上侧面相抵触设置;所述的二号电机和三号电机均与外部电源连接。
5.优选地,所述的调节板上开设有三号导向槽,动夹持板的底面上固定设置有三号导向块,三号导向块活动嵌设在三号导向槽的内部;通过三号导向块和三号导向槽的配合滑动,对动夹持板的前后运动进行限位和导向。
6.优选地,所述的动夹持板和定夹持板的相对面上均固定设置有柔性垫片;通过柔性垫片将pcb板夹持在其中部,减小对pcb板侧边的损伤。
7.优选地,前后两侧的顶板底面上等间距通过轮轴旋转嵌设有数个滚轮;当动夹持板和定夹持板夹持着pcb板进行运动时,滚轮抵设在pcb板上侧面上,减少pcb板与顶板的底面之间的摩擦系数。
8.优选地,位于前侧的顶板的底面上开设有条形槽,条形槽的内顶面上等间距垂直固定设置有数个伸缩杆,数个伸缩杆的底端均固定设置在导轨的顶面上,定夹持板的顶面上固定设置有条形板,条形板的顶面上通过轮轴旋转设置有导向轮,导向轮滚动设置在导轨上;伸缩杆上套设有弹簧,弹簧的上端与条形槽的内顶面固定连接,弹簧的下端与导轨的上侧面固定连接;定夹持板在底板上进行左右移动时,通过导向轮对定夹持板的左右运动进行导向。
9.本发明的工作原理:通过外部上料装置将缓存架上的pcb板推送到前后两侧的顶板和底板之间,此时pcb板位于定夹持板和动夹持板之间,一号电动推杆缩短,使得pcb板夹持在顶板和底板之间,打开二号电动推杆,二号电动推杆推动动夹持板,使得定夹持板和动夹持板夹持住pcb板,当pcb板未发生堵塞时,一号电机的输出轴带动驱动齿轮转动,由于驱动齿轮与齿条相啮合,一号电机带动定夹持板和调节板在底板上向左运动,将pcb板带动到外部贴片机的操作端下侧进行自动化贴片操作;当pcb板发生堵塞时,一号电动推杆缩短,此时顶板压制在数个pcb板上,当压力传感器检测到底板受压达到设定值时,位移传感器检测到后侧的顶板和底板之间的间距大于设定值,即检测到堵塞的情况,打开三号电机,三号电机的输出端带动丝杆转动,支撑板通过直线轴承在导向杆上进行移动,当支撑板移动到堵塞位的上方时,打开二号电机,二号电机的输出轴带动凸轮转动,凸轮通过二号转轴带动连接杆摆动,以及凸轮与弹性刮板抵设,带动弹性刮板的端部穿过移动板和支撑板后,与上侧的pcb板接触,此时打开三号电机,支撑板开始移动,弹性刮板将上侧的pcb板疏通到底部的pcb板的一侧,最后带动多余pcb板从顶板和底板的端部输出。
10.与现有技术相比,本发明有益效果为:1、通过定夹持板和动夹持板对pcb板进行夹持,通过一号电机带动动夹持板和调
与定夹持板6
‑
1相对应设置,动夹持板6
‑
3的右侧壁上通过螺栓垂直固定设置有二号电动推杆6
‑
4,二号电动推杆6
‑
4通过安装板和螺栓固定设置在调节板6
‑
2的顶面上,调节板6
‑
2的底板2上以及定夹持板6
‑
1的底面上左右两侧均对称设置有一号导向块6
‑
5,底板2上相对应设置有一号导向槽6
‑
6,一号导向块6
‑
5滑动设置在相对应的一号导向槽6
‑
6内部;定夹持板6
‑
1的前侧壁上以及调节板6
‑
2的上侧面上均通过电机支架和螺栓固定设置有型号是60ktyz的一号电机6
‑
7,一号电机6
‑
7的输出端上均固定焊设有驱动齿轮6
‑
8,底板2上侧面上均固定焊设有齿条6
‑
9,驱动齿轮6
‑
8与齿条6
‑
9相啮合设置;所述的二号电动推杆6
‑
4和一号电机6
‑
7均与外部电源连接;所述的调节板6
‑
2上开设有三号导向槽8,动夹持板6
‑
3的底面上固定焊设有三号导向块9,三号导向块9活动嵌设在三号导向槽8的内部;通过三号导向块9和三号导向槽8的配合滑动,对动夹持板6
‑
3的前后运动进行限位和导向;动夹持板6
‑
3和定夹持板6
‑
1的相对面上均通过胶粘固定设置有柔性垫片10;通过柔性垫片10将pcb板夹持在其中部,减小对pcb板侧边的损伤;前后两侧的顶板1底面上等间距通过轮轴旋转嵌设有数个滚轮11;当动夹持板6
‑
3和定夹持板6
‑
1夹持着pcb板进行运动时,滚轮11抵设在pcb板上侧面上,减少pcb板与顶板1的底面之间的摩擦系数;位于前侧的顶板1的底面上开设有条形槽12,条形槽12的内顶面上通过螺栓等间距垂直固定设置有数个伸缩杆13,数个伸缩杆13的底端均通过螺栓固定设置在导轨14的顶面上,定夹持板6
‑
1的顶面上固定焊设有条形板15,条形板15的顶面上通过轮轴旋转设置有导向轮16,导向轮16滚动设置在导轨14上;伸缩杆13上套设有弹簧17,弹簧17的上端与条形槽12的内顶面固定焊接,弹簧17的下端与导轨14的上侧面固定焊接;定夹持板6
‑
1在底板2上进行左右移动时,通过导向轮16对定夹持板6
‑
1的左右运动进行导向;所述的自动疏通机构7包含支撑板7
‑
14、移动板7
‑
5、二号导向块7
‑
6、弹性刮板7
‑
13、凸轮7
‑
10、二号电机7
‑
9、连接杆7
‑
12、一号转轴7
‑
8和二号转轴7
‑
11;位于前侧的顶板1上侧面上通过固定座固定焊设有导向杆7
‑
1,位于后侧的顶板1上侧面上通过轴座和轴承旋转设置有丝杆7
‑
2,支撑板7
‑
14底面的前侧通过直线轴承活动套设在导向杆7
‑
1上,支撑板7
‑
14底面的后侧通过丝母螺纹旋转套设在丝杆7
‑
2上;丝杆7
‑
2左端通过联轴器与三号电机7
‑
3的输出端固定连接,三号电机7
‑
3通过电机支架和螺栓固定设置后侧顶板1上;支撑板7
‑
14顶面上的前后两侧对称设置有二号导向槽7
‑
4,支撑板7
‑
14的上侧设置有移动板7
‑
5,移动板7
‑
5底面的前后两侧对称固定焊设有二号导向块7
‑
6,二号导向块7
‑
6滑动嵌设在二号导向槽7
‑
4的内部;移动板7
‑
5顶面的左侧固定焊设有固定板7
‑
7,固定板7
‑
7的前侧壁上垂直固定焊设有一号转轴7
‑
8,移动板7
‑
5后侧的支撑板7
‑
14上通过电机支架和螺栓固定设置有型号是60ktyz的二号电机7
‑
9,二号电机7
‑
9前侧的输出轴上固定焊接有凸轮7
‑
10,凸轮7
‑
10的前侧壁上偏心焊设有二号转轴7
‑
11,一号转轴7
‑
8和二号转轴7
‑
11之间通过轴承旋转连接有连接杆7
‑
12;固定板7
‑
7一侧的移动板7
‑
5上听过螺栓固定设置弹性刮板7
‑
13,弹性刮板7
‑
13的另一端活动穿设在移动板7
‑
5和支撑板7
‑
14上贯通开设的通孔内,凸轮7
‑
10的外侧壁与弹性刮板7
‑
13的上侧面相抵触设置;所述的二号电机7
‑
9和三号电机7
‑
3均与外部电源连接。
19.本具体实施方式的工作原理:通过外部上料装置将缓存架上的pcb板推送到前后两侧的顶板1和底板2之间,此时pcb板位于定夹持板6
‑
1和动夹持板6
‑
3之间,一号电动推杆3缩短,使得pcb板夹持在顶板1和底板2之间,打开二号电动推杆6
‑
4,二号电动推杆6
‑
4推动
动夹持板6
‑
3,使得定夹持板6
‑
1和动夹持板6
‑
3夹持住pcb板,当pcb板未发生堵塞时,一号电机6
‑
7的输出轴带动驱动齿轮6
‑
8转动,由于驱动齿轮6
‑
8与齿条6
‑
9相啮合,一号电机6
‑
7带动定夹持板6
‑
1和调节板6
‑
2在底板2上向左运动,将pcb板带动到外部贴片机的操作端下侧进行自动化贴片操作;当pcb板发生堵塞时,一号电动推杆3缩短,此时顶板1压制在数个pcb板上,当压力传感器4检测到底板2受压达到设定值时,位移传感器5检测到后侧的顶板1和底板2之间的间距大于设定值,即检测到堵塞的情况,打开三号电机7
‑
3,三号电机7
‑
3的输出端带动丝杆7
‑
2转动,支撑板7
‑
14通过直线轴承在导向杆7
‑
1上进行移动,当支撑板7
‑
14移动到堵塞位的上方时,打开二号电机7
‑
9,二号电机7
‑
9的输出轴带动凸轮7
‑
10转动,凸轮7
‑
10通过二号转轴7
‑
11带动连接杆7
‑
12摆动,以及凸轮7
‑
10与弹性刮板7
‑
13抵设,带动弹性刮板7
‑
13的端部穿过移动板7
‑
5和支撑板7
‑
14后,与上侧的pcb板接触,此时打开三号电机7
‑
3,支撑板7
‑
14开始移动,弹性刮板7
‑
13将上侧的pcb板疏通到底部的pcb板的一侧,最后带动多余pcb板从顶板1和底板2的端部输出。
20.采用上述结构后,本具体实施方式有益效果为:1、通过定夹持板6
‑
1和动夹持板6
‑
3对pcb板进行夹持,通过一号电机6
‑
7带动动夹持板6
‑
3和调节板6
‑
2在底板2上进行移动,方便通过装置对pcb板进行进料;2、通过一号电动推杆3带动顶板1下降,对pcb板的上下两侧面进行夹持,对pcb板的上下位置进行限位;3、通过压力传感器4和位移传感器5对pcb板的堵塞状况进行检测,方便进行实时疏通;4、通过自动疏通机构7对堆叠的pcb板进行疏通,操作简便,自动化程度高。
21.以上所述,仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其它修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

