1.本发明涉及一种鞋子以及鞋子的制造方法。
背景技术:
2.一般来说,鞋子包括设有接地面的鞋底(sole)、及位于鞋底的上方且覆盖脚背侧的部分的鞋面(upper)。鞋面与鞋底大多使用粘接剂进行接合。
3.所述鞋面与鞋底的粘接作业需要熟练性,现状下并未推进充分的机械化,而通常以手工作业来进行。因此,不仅要求高度的技能,而且有工序变得复杂而制造成本受压制的问题。例如,在鞋底包括中底(mid sole)和外底(out sole)的情况下,粘接工序中包含将鞋面与中底粘接的工序、及将中底与外底粘接的工序此两个工序,制造成本增大。
4.作为解决所述问题的一个方法,美国专利公开公报第2018/0153252号说明书(专利文献1)中公开:通过浇铸成形或注射成形来形成规定接地面的外底,并且在所述外底的成形时,利用所述外底的一部分将作为鞋底的芯(core)的中底与鞋面接合。
5.更详细来说,所述公报所公开的鞋子的制造方法在外底的成形时,以在中底上载置鞋面的方式将所述中底及鞋面设置(set)于模具,以包围中底的下表面及周面的方式通过浇铸成形或注射成形来形成外底,此时包围中底的周面的部分的外底到达鞋面的周面并在此固着。
6.通过按照这种制造方法来制造鞋子,从而可实现鞋面与鞋底的接合作业的机械化,可带来制造成本的削减。
7.现有技术文献
8.专利文献
9.专利文献1:美国专利公开公报第2018/0153252号说明书
技术实现要素:
10.发明所要解决的问题
11.但是,所述公报所公开的鞋子的制造方法中,中底的周面基本上在全周由外底覆盖,因而有作为中底原本的功能的缓冲功能因覆盖此中底的周面的部分的外底而受损的问题。其原因在于,外底在耐久性等方面优异,但柔软性大幅度地逊于中底。
12.因此,本发明是鉴于所述问题而成,本发明的目的在于可不损及中底的缓冲功能而以低成本制造鞋子。
13.解决问题的技术手段
14.基于本发明的鞋子包括:鞋面;以及鞋底,位于所述鞋面的下方。所述鞋底包含:中底,覆盖所述鞋面的下表面;以及附加鞋底材料,覆盖所述中底的外表面中的非相向区域的一部分,所述非相向区域为除了与所述鞋面相向的相向区域以外的部分。在所述中底中,设有到达所述相向区域与所述非相向区域两者的、贯通孔状或槽状的缺口部。所述附加鞋底材料具有:本体部,固着于所述非相向区域;接合部,通过固着于所述鞋面及所述中底两者
而将所述鞋面与所述中底接合;以及嵌埋部,填充所述中底的所述缺口部。基于所述本发明的鞋子中,通过经由所述嵌埋部将所述本体部与所述接合部连接,而使得所述本体部及所述接合部以在所述中底的厚度方向上远离的状态一体化。
15.基于本发明的鞋子的制造方法包括下述工序:准备鞋面;准备中底,所述中底设有到达外表面中的相向区域与非相向区域两者的、贯通孔状或槽状的缺口部,所述相向区域与所述鞋面相向,所述非相向区域成为外表面中的除了所述相向区域以外的部分;准备成为附加鞋底材料的熔融材料,所述附加鞋底材料覆盖所述中底的外表面中的所述非相向区域的一部分;以所述鞋面的下表面由所述中底覆盖的方式,将所述鞋面及所述中底设置于模具;以及通过向所述模具内的模腔注入所述熔融材料并进行固化,由此以所述附加鞋底材料包含本体部、接合部及嵌埋部的方式,成形所述附加鞋底材料,所述本体部固着于所述非相向区域,所述接合部通过固着于所述鞋面及所述中底两者而将所述鞋面与所述中底接合,所述嵌埋部填充所述中底的所述缺口部。基于所述本发明的鞋子的制造方法中,在成形所述附加鞋底材料的工序中,通过经由所述嵌埋部将所述本体部与所述接合部连接,而使得所述本体部及所述接合部以在所述中底的厚度方向上远离的状态一体化。
16.发明的效果
17.根据本发明,可不损及中底的缓冲功能而以低成本制造鞋子。
附图说明
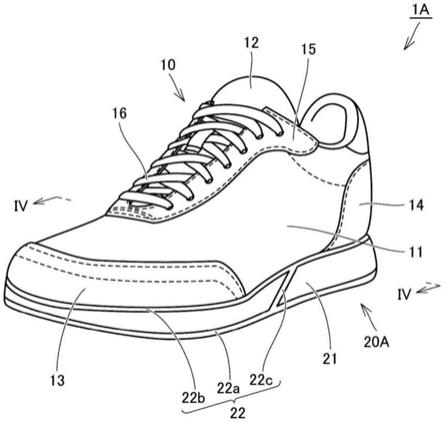
18.图1为实施方式1的鞋子的立体图。
19.图2为图1所示的鞋子的分解立体图。
20.图3为表示图1所示的鞋子的鞋底的结构的示意性立体图。
21.图4为图1所示的鞋子的示意截面图。
22.图5为表示实施方式1的鞋子的制造方法的流程图。
23.图6为表示图5所示的鞋子的制造方法中的、将鞋面及中底设置于模具的工序的示意截面图。
24.图7为表示图5所示的鞋子的制造方法中的、将鞋面及中底设置于模具的工序完成后的状态的示意截面图。
25.图8为表示图5所示的鞋子的制造方法中的、注射成形外底的工序的示意截面图。
26.图9为从第一变形例的鞋子的鞋底中仅抽出外底而表示的示意性立体图。
27.图10为从第二变形例的鞋子的鞋底中仅抽出外底而表示的示意性立体图。
28.图11为第三变形例的鞋子的示意截面图。
29.图12为实施方式2的鞋子的鞋底的立体图。
具体实施方式
30.以下,参照图对本发明的实施方式进行详细说明。此外,以下所示的实施方式中,对相同或通用的部分标注图中相同的符号,不重复进行其说明。
31.(实施方式1)
32.图1为实施方式1的鞋子的立体图,图2为所述鞋子的分解立体图。首先,参照所述图1及图2,对本实施方式的鞋子1a的概略结构进行说明。
33.如图1及图2所示,鞋子1a包括鞋面10、鞋底20a及鞋垫30。鞋面10具有下述形状,即:至少覆盖所插入的脚的、整个脚背侧的部分。鞋底20a以覆盖脚的脚底的方式位于鞋面10的下方。鞋垫30以覆盖鞋面10的内底面的方式收容于鞋面10的内部。
34.鞋面10包含鞋面本体11、鞋舌(shoe tongue)12、趾尖侧补强部13、后跟侧补强部14、鞋眼补强部15及鞋带16。其中,鞋舌12、趾尖侧补强部13、后跟侧补强部14、鞋眼补强部15及鞋带16均固定或安装于鞋面本体11。
35.在鞋面本体11的上部,设有使脚踝的上部及脚背的一部分露出的上侧开口部。另一方面,在鞋面本体11的下部,作为一例而设有由鞋底20a覆盖的下侧开口部,作为另一例,通过将所述鞋面本体11的下端进行袋缝而形成有底部。此处,作为在鞋面本体11的下部设置底部的情况,除了适用所述袋缝以外,也可通过袜织或圆织等而将鞋面本体11总体预先形成为袋状。
36.鞋舌12以覆盖设于鞋面本体11的上侧开口部中使脚背的一部分露出的部分的方式,通过缝制、熔接或粘接或者这些方式的组合等而固定于鞋面本体11。鞋面本体11及鞋舌12例如可使用梭织物或针织物、无纺布、合成皮革、树脂等,在特别要求通气性或轻量性的鞋子中,利用织入有聚酯系的双拉舍尔(double raschel)经织物。
37.趾尖侧补强部13及后跟侧补强部14是为了分别对作为特别要求耐久性的部分的、鞋面本体11的覆盖脚趾尖的部分及覆盖脚后跟的部分进行补强而设置,以覆盖这些部分的鞋面本体11的外侧表面的方式存在。
38.鞋眼补强部15与趾尖侧补强部13及后跟侧补强部14同样地,是为了对作为特别要求耐久性的部分的、设于鞋面本体11的使脚背的一部分露出的上侧开口部的周缘(即,安装有鞋带16的部分)进行补强而设置,以覆盖所述部分的鞋面本体11的外侧表面的方式存在。
39.所述趾尖侧补强部13、后跟侧补强部14及鞋眼补强部15包含通过缝制、熔接或粘接或者这些方式的组合等而固定于鞋面本体11的外侧表面的例如梭织物或针织物、无纺布、合成皮革、树脂等。
40.鞋带16包含用于将设于鞋面本体11的使脚背的一部分露出的上侧开口部的周缘在脚宽方向上相互拉近的、绳状的构件,穿插至设于所述上侧开口部的周缘的多个孔部。通过在脚插入至鞋面本体11的状态下系紧所述鞋带16,从而可使鞋面本体11密接于脚。
41.鞋底20a包含中底21、及作为附加鞋底材料的外底22。中底21及外底22具有这些部分一体化而成的、整体大致扁平的形状。中底21覆盖鞋面10的下表面,外底22覆盖中底21的一部分。
42.此外,更严格地说,本实施方式中如后述那样,通过利用浇铸成形或注射成形来形成外底22,从而不仅是中底21及外底22一体化,而且鞋面10与鞋底20a全部一体化,关于这一方面以及鞋底20a的详细结构,均将在下文中描述。
43.鞋底20a也可除了具有所述中底21及外底22以外,还具有未图示的内底。在鞋底20a具有内底的情况下,内底以覆盖所述鞋面本体11的下侧开口部的方式安装于鞋面本体11,或者,以覆盖通过将所述鞋面本体11的下端进行袋缝而形成的底部的方式安装于鞋面本体11。
44.更详细来说,内底为通过缝制等而固定于鞋面本体11,并且固定于中底21的上表面的部位。内底例如包含由聚酯等合成树脂纤维所构成的梭织物、针织物或无纺布、或者树
脂制的发泡材料,此树脂制的发泡材料含有作为主成分的树脂材料、以及作为副成分的发泡剂或交联剂。
45.鞋垫30如上文所述,收容于鞋面10的内部,装卸自如地安装于鞋面10的内底面上,或者通过熔接或粘接等而固定于鞋面10的内底面。鞋垫30例如包含由聚酯等合成树脂纤维所构成的梭织物、针织物或无纺布、或者树脂制的发泡材料,是为了改善脚感而配置,所述树脂制的发泡材料含有作为主成分的树脂材料、以及作为副成分的发泡剂或交联剂。此外,鞋垫30并非必要结构,也可不设置此鞋垫30。
46.此处,在以鞋底20a的前方侧末端为基准,将距所述前方侧末端相当于鞋底20a的前后方向尺寸的40%尺寸的位置设为第一边界位置,将距所述前方侧末端相当于鞋底20a的前后方向尺寸的80%尺寸的位置设为第二边界位置的情况下,将沿着前后方向包含于前方侧末端与第一边界位置之间的部分称为鞋底20a的前足部,将沿着前后方向包含于第一边界位置与第二边界位置之间的部分称为鞋底20a的中足部,将沿着前后方向包含于第二边界位置与鞋底20a的后方侧末端之间的部分称为鞋底20a的后足部。
47.此时,鞋底20a的前足部相当于支撑脚的脚趾部及踩踏部的部分,鞋底20a的中足部相当于支撑脚的足弓部的部分,鞋底20a的后足部相当支撑脚的后跟部的部分。
48.而且,将脚中的解剖学正位的正中侧(即,靠近正中的一侧)称为内足侧,将脚中的与解剖学正位的正中侧相反的一侧(即,远离正中的一侧)称为外足侧。
49.图3为表示本实施方式的鞋子的鞋底的结构的示意性立体图,图4为所述鞋子的沿着图1中所示的iv
‑
iv线的示意截面图。接下来,参照所述图3及图4、上文所述的图1及图2,对本实施方式的鞋子1a的鞋底20a的详细结构进行说明。此外,中底21与外底22如上文所述经一体化,但图3中,通过从本实施方式的鞋子1a的鞋底20a中分别抽出中底21和外底22而示意性地表示。
50.参照图1~图4,鞋底20a如上文所述,具有中底21及外底22,通过所述中底21及外底22一体化而构成。外底22以覆盖中底21的外表面的一部分的方式设置,在与中底21的边界部固着于中底21。
51.如图3及图4所示,中底21具有包括上表面21a、下表面21b及周面21c的细长的大致板状的外形。中底21的上表面21a规定与鞋面10相向的相向区域,中底21的下表面21b及周面21c规定作为除了所述相向区域以外的部分的、非相向区域。
52.中底21中,以到达作为所述相向区域的上表面21a与作为所述非相向区域的下表面21b两者的方式,设有槽状的缺口部21d(特别参照图3)。本实施方式中,所述缺口部21d分别在所述鞋底20a的中足部中的内足侧的缘部与外足侧的缘部各设有一处。
53.另一方面,外底22具有包含本体部22a、接合部22b及嵌埋部22c的立体形状,所述本体部22a、接合部22b及嵌埋部22c均固着于中底21的外表面。
54.本体部22a位于较中底21更靠下方,具有覆盖中底21的下表面21b的、细长的大致板状的外形。本体部22a通过其下表面来规定接地面22e,对于所述接地面22e,也可为了提高抓地性,而通过在其露出面形成凹凸而赋予胎面图案(tread pattern)。
55.接合部22b位于中底21的上表面21a侧,包含覆盖中底21的上表面21a的周缘的、大致环状形状的围绕部22b1。所述接合部22b介于鞋面10的底部的周缘与中底21的上表面21a的周缘之间,由此通过固着于鞋面10的下表面与中底21的上表面21a而将所述鞋面10与中
底21接合(特别参照图4)。
56.嵌埋部22c以填充设于中底21的所述缺口部21d的方式位于所述缺口部21d的内部。嵌埋部22c在所述鞋底20a的中足部中的内足侧的缘部与外足侧的缘部各设有一处,在中底21的周面中露出(参照图1及图2)。
57.所述本体部22a及接合部22b经由所述嵌埋部22c而连接。即,本体部22a与接合部22b由所述嵌埋部22c连接,由此以在中底21的厚度方向上远离的状态一体化。
58.此处,中底21优选具有适度的强度且缓冲性也优异,从所述观点来看,中底21例如可使用树脂制的发泡材料,此树脂制的发泡材料含有作为主成分的树脂材料、以及作为副成分的发泡剂或交联剂。而且,也可取而代之而使用橡胶制的发泡材料,此橡胶制的发泡材料含有作为主成分的橡胶材料以及作为副成分的塑化剂或发泡剂、补强剂、交联剂。
59.所述树脂材料可利用热塑性树脂及热硬化性树脂,热塑性树脂例如可合适地使用乙烯
‑
乙酸乙烯酯共聚物(ethylene
‑
vinyl acetate,eva),热硬化性树脂例如可合适地使用聚氨酯(polyurethane,pu)。所述橡胶材料例如可合适地使用丁二烯橡胶。
60.另一方面,外底22优选耐磨耗性或抓地性优异,从所述观点来看,外底22的材质例如优选使用以热塑性树脂为主成分的树脂材料。所述树脂材料例如可合适地使用乙烯
‑
乙酸乙烯酯共聚物(eva)。
61.由此,中底21通常由杨氏模量小于外底22且软质的构件构成,外底22通常由杨氏模量大于中底21且硬质的构件构成。
62.中底21如上文所述,由树脂制的发泡材料或橡胶制的发泡材料构成,例如可通过以树脂材料或橡胶材料作为原料的浇铸成形或注射成形而形成。而且,外底22也如上所述,由树脂材料构成,例如可通过以树脂材料作为原料的浇铸成形或注射成形而形成。此外,更特定地说,本实施方式中,外底22是通过将以热塑性树脂为主成分的树脂材料作为原料的注射成形而形成。
63.此处,本实施方式中,鞋底20a具有规定其上表面的中底21的上表面21a的周缘部与周围相比隆起的形状,由此在所述上表面21a的中央部,设有凹状的部位。所述凹状的部位为用于承接鞋面10的部位,作为所述凹状的部位的底面的、除了所述周缘部以外的上表面21a以贴合脚底的形状的方式具有平滑的曲面形状。此外,中底21的上表面21a中,未必需要设有如上所述的凹状的部位,也可将其设为平坦的形状。
64.图5为表示本实施方式的鞋子的制造方法的流程图。图6为表示本实施方式的鞋子的制造方法中的、将鞋面及中底设置于模具的工序的示意截面图,图7为表示所述图5所示的工序完成后的状态的示意截面图。而且,图8为表示本实施方式的鞋子的制造方法中的、注射成形外底的工序的示意截面图。以下,参照所述图5~图8,对本实施方式的鞋子的制造方法进行说明。
65.所述本实施方式的鞋子1a可按照图5所示的制造流程来制造。以下,针对所述制造流程,对每个步骤进行说明。
66.首先,如图5所示,在步骤st1中准备鞋面10,在步骤st2中准备中底21。具体来说,鞋面10是通过下述方式等而准备:将成为鞋面本体11的原料的布料等裁断成规定的形状,并对其进行立体造形,通过缝合、熔接或粘接或者这些方式的组合等将必要部位接合。此处,在通过袜织或圆织等而将鞋面本体11总体预先形成为袋状的情况下,无需所述缝合等。
另一方面,中底21例如通过以树脂材料或橡胶材料为原料的浇铸成形或注射成形、或者压制形成等而形成。
67.接下来,在步骤st3中对鞋面10及中底21涂布粘接改质剂。此处,粘接改质剂用于在后述的外底22的注射成形时,提高外底22与鞋面10及中底21的粘接性。因此,在所述步骤st3中,优选对鞋面10及中底21中的供固着外底22的部分的外表面全域涂布粘接改质剂。
68.此外,用于提高粘接性的方法除了所述粘接改质剂的涂布以外,也可应用各种方法。例如,也可使用以能进行贴附的方式构成的片状的粘接改质材料,或也可预先使鞋面10及中底21的原料中含有粘接改质材料。进而,也可通过等离子体照射而对鞋面10及中底21的表面进行改质。另一方面,这种用于提高粘接性的工序并非必需,也可将其省略。
69.接下来,在步骤st4中准备成为外底22的熔融材料。此处,所准备的熔融材料为成为所述外底22的原料的、树脂的熔融物。所述准备熔融材料的步骤只要为后述的注射成形外底22的步骤之前,则能在任何时序进行。
70.此外,不仅是所述步骤st4,包含所述步骤st1及步骤st2的准备工序也是只要为后述的注射成形外底22的步骤之前,则能在任何时序进行,而且这些步骤的实施顺序也可适当变更。
71.接下来,在步骤st5中对鞋面10插入脚模(last)200(参照图6等)。脚模200用于将鞋面10的形状成形为最终制品的形状并维持,为模拟脚的形状的模具。此外,对鞋面10插入脚模200的步骤只要为后述的将鞋面10及中底21设置于模具100(参照图6等)的步骤之前,则能在任何时序进行。
72.接下来,在步骤st6中将鞋面10及中底21设置于模具100,步骤st7中注射成形外底22。所述一系列的工序例如由包括图6~图8所示的模具100的注射成形机实施。
73.如图6所示,注射成形机的模具100例如分割为第一模具101~第三模具103。第一模具101在注射成形时,主要贴靠鞋面10的外足侧的部分,第二模具102在注射成形时,主要贴靠鞋面10的内足侧的部分。另一方面,第三模具103在注射成形时,贴靠配置于鞋面10的下方的中底21。此外,设于模具100的、作为熔融材料的注射口的浇口(gate)104优选如图示那样设于第三模具103。
74.将鞋面10及中底21设置于模具100的工序中,首先以覆盖插入有脚模200的鞋面10的下表面的方式,将中底21暂且固定于所述鞋面10,接下来利用第一模具101~第三模具103来夹持插入有脚模200且暂且固定有中底21的鞋面10。
75.此处,关于中底21对鞋面10的暂且固定,例如通过使用双面胶带或胶带、粘接剂等,从而对中底21的作为相向区域的上表面21a中的、不被后述的外底22的接合部22b覆盖的部分,与和此部分相向的部分的鞋面10的下表面进行。
76.而且,所述第一模具101~第三模具103所进行的夹持是通过下述方式进行:以包围插入有脚模200且暂且固定有中底21的鞋面10的方式配置第一模具101~第三模具103,并利用驱动机构将这些模具沿着图6中所示的箭头方向进行驱动。
77.由此,如图7的(a)及图7的(b)所示,在将鞋面10及中底21设置于模具100后的状态下,由脚模200、鞋面10及中底21占据第一模具101~第三模具103内部的大部分空间,另一方面,在鞋面10及中底21的周围形成规定形状的模腔c。所述模腔c与设于第三模具103的浇口104连通。此处,图7的(b)表示沿着图7的(a)中所示的viib
‑
viib线的截面。
78.在注射成形外底22的工序中,成为外底22的熔融材料经由浇口104向模腔c注射(参照图7的(a)及图7的(b)中所示的箭头a)。由此,所述模腔c由熔融材料填充。
79.此时,如图8的(a)及图8的(b)所示,从浇口104注射至第一模具101~第三模具103的熔融材料从成为外底22的本体部22a的部分,经由成为外底22的嵌埋部22c的部分,而到达成为外底22的接合部22b的部分。此处,图8的(b)表示沿着图8的(a)中所示的viiib
‑
viiib线的截面。
80.然后,所述熔融材料因受到第一模具101~第三模具103冷却而固化,由此形成外底22。此时,在外底22中的与鞋面10及中底21接触的部分,所述外底22固着于所述鞋面10及中底21。
81.因此,尤其在作为介于鞋面10与中底21之间的部分的、外底22的接合部22b中,将所述鞋面10与中底21接合。因此,通过利用注射成形来形成外底22,从而不仅是中底21及外底22一体化,而且鞋面10与鞋底20a也全部一体化。
82.接下来,如图5所示,在步骤st8中将鞋面10与鞋底20a一体化而成的鞋子1a从模具100脱模,然后,在步骤st9中从鞋面10中取出脚模200。通过以上步骤,鞋面10与鞋底20a的一体化作业全部完成。
83.如以上所说明,通过设为本实施方式的鞋子1a,或通过按照本实施方式的鞋子的制造方法来制造鞋子,从而可实现鞋面10与鞋底20a的接合作业的机械化,可削减制造成本。此处,所述制造成本的削减中,包含制造所耗的时间、人员、作业空间等的削减。
84.进而,鞋底20a的周面实质上未由外底22覆盖,而可构成为大致全周由中底21覆盖的状态(即,中底21露出的状态),因而充分发挥作为中底21原本的功能的缓冲功能。
85.因此,通过设为本实施方式的鞋子1a,或通过按照本实施方式的鞋子的制造方法来制造鞋子,从而可不损及中底21的缓冲功能而以低成本制造鞋子。
86.此外,根据本实施方式,可实现鞋面10与鞋底20a的接合作业的机械化,因而也可获得可使品质变得稳定的次要效果。而且,根据本实施方式,中底21的创意面露出,因而也可获得设计(design)方面的设计自由度提高的次要效果。
87.此处,本实施方式的鞋子1a中,如上文所述,外底22的接合部22b包含以沿着鞋面10与中底21的边界部的周缘环绕的方式设置的、大致环状形状的围绕部22b1。通过这样构成,从而可有效地抑制在鞋面10与鞋底20a的边界部的端部发生剥离,并且可提高鞋子总体的、鞋面10与中底21的接合强度,可制成耐久性优异的鞋子。
88.而且,本实施方式的鞋子1a中,如上文所述,外底22的嵌埋部22c设于鞋底20a的中足部,进而,所述嵌埋部22c如图3所示,包含倾斜板形状的部位。在这样构成的情况下,可在鞋底20a的中足部的规定位置,形成包含刚性较中底21更大的外底22的、所谓抗扭(truss)结构的部位。因此,可抑制运动时鞋底扭转。此外,也可代替所述抗扭结构,而将所谓弹簧结构的部位作为所述嵌埋部22c而设于鞋底20a。
89.进而,本实施方式中,在对鞋面10插入有脚模200的状态下,通过注射成形来形成外底22。通过这样设定,从而可在注射成形时抑制鞋面10或中底21变形,可高精度地成形外底22。
90.(第一变形例~第三变形例)
91.图9及图10分别为从第一变形例及第二变形例的鞋子的鞋底中仅抽出外底而表示
的示意性立体图。而且,图11为第三变形例的鞋子的示意截面图。以下,参照所述图9~图11,基于所述实施方式1对第一变形例的鞋子1a1~第三变形例的鞋子1a3进行说明。
92.如图9所示,第一变形例的鞋子1a1在与所述实施方式1的鞋子1a相比较的情况下,其结构仅在包括不同结构的鞋底20a1的方面不同。鞋底20a1与所述鞋底20a同样地,具有中底(未图示)及外底22,外底22取决于中底的形状,具有如图9所示的形状。
93.具体来说,在鞋底20a1的未图示的中底的前足部,在其上表面侧(即,作为面向鞋面10的一侧的、中底的相向区域侧)的规定位置,设有沿着脚宽方向延伸的凹部,由此在外底22的接合部22b,设有架设大致环状形状的围绕部22b1的一部分与另一部分的桥部22b2。
94.而且,在鞋底20a1的未图示的中底的周面中的、前方侧末端(即,前足部的顶端)及后足部,除了设于中足部的一对缺口部以外,还设有槽状的多个缺口部,由此在外底22,从前足部到后足部设有合计五个嵌埋部22c。
95.这样构成的第一变形例的鞋子1a1中,通过在接合部22b设有桥部22b2,从而与所述实施方式1的情况相比,可进一步提高鞋面10与鞋底20a1的接合强度。而且,这样构成的第一变形例的鞋子1a1中,设有桥部22b2,而且多个嵌埋部22c的个数增加,与此相应地,在注射成形时熔融材料容易遍布模腔c的角落,成形性提高。
96.如图10所示,第二变形例的鞋子1a2在与所述实施方式1的鞋子1a相比较的情况下,其结构仅在包括不同结构的鞋底20a2的方面不同。鞋底20a2与所述鞋底20a同样地,具有中底(未图示)及外底22,外底22取决于中底的形状,具有如图10所示的形状。
97.具体来说,在鞋底20a1的未图示的中底的前足部及后足部,在其上表面侧(即,作为面向鞋面10的一侧的、中底的相向区域侧)的规定位置,分别设有沿脚宽方向延伸的凹部,由此在外底22的接合部22b,以将大致环状形状的围绕部22b1桥接的方式设有两个桥部22b2。
98.而且,在鞋底20a1的未图示的中底的前足部及后足部,在所述凹部中以穿插的方式设有沿着所述中底的厚度方向延伸的、贯通孔状的缺口部,由此在外底22,设有将本体部22a与接合部22b连接的两个圆柱状的嵌埋部22c。
99.通过设置所述两个圆柱状的嵌埋部22c,从而在鞋底20a1的未图示的中底的中足部,并未设置所述鞋底20a所具有的、一对槽状的缺口部,伴随于此,在外底22也未设置所述鞋底20a所具有的、包含倾斜板形状的部位的两个嵌埋部22c。
100.因此,这样构成的第二变形例的鞋子1a2中,鞋底20a2的周面未由外底22覆盖,而成为在其全周由中底21覆盖的状态(即,中底21露出的状态)。因此,可制成充分发挥作为中底21原本的功能的缓冲功能的鞋子。
101.而且,这样构成的第二变形例的鞋子1a2中,通过在接合部22b设有两个桥部22b2,从而与所述实施方式1的情况相比,可进一步提高鞋面10与鞋底20a1的接合强度。而且,这样构成的第二变形例的鞋子1a2中,设有两个桥部22b2,而且代替外形小的倾斜板状的两个嵌埋部22c而设有外形大的圆柱状的两个嵌埋部22c,与此相应地,在注射成形时熔融材料容易遍布模腔c的角落,成形性提高。
102.如图11所示,第三变形例的鞋子1a3在与所述实施方式1的鞋子1a相比较的情况下,其结构仅在包含不同结构的鞋底20a3的方面不同。鞋底20a3与所述鞋底20a同样地,具有中底21及外底22。其中,中底21的形状与所述实施方式1相同。
103.第三变形例的鞋子1a3中,通过变更由所述第一模具101及第二模具102(参照图6~图8)所规定的、模腔c的形状,从而使外底22中的接合部22b的周缘沿着鞋面本体11的外侧表面向鞋面10的上端侧以规定量延伸设置。所述外底22的延伸设置的部分作为覆盖鞋面本体11的补强部22d发挥功能。
104.因此,通过设为这样构成的第三变形例的鞋子1a3,从而鞋面本体11的必要部位由作为从外底22的接合部22b延伸设置的部分的补强部22d补强,因而可容易且廉价地制造具备高耐久性的鞋子。此处,所述补强部22d可在鞋子的全周设置,或也可仅设于鞋子的周向的一部分。此外,包含所述外底22的补强部22d也可代替所述趾尖侧补强部13及后跟侧补强部14。
105.如以上所说明,成为外底22的一部分的接合部22b或嵌埋部22c的形状可进行各种变更。例如,接合部22b不限于所述桥部22b2,也可具有网状的部位,或也可具有点列状的部位。而且,嵌埋部22c也不限于所述形状,也可具有非倾斜板状、多棱柱状、椭圆柱状、圆锥台状、多棱锥台状等任何形状。
106.此外,嵌埋部22c只要设于前足部、中足部及后足部的至少任一个即可,更优选分别在前足部、中足部及后足部各设有一处以上。这样,若分别在前足部、中足部及后足部各设有一处以上,则改善所述注射成形时的熔融材料的遍布,成形性提高。
107.此处,根据本发明,可不变更模具而容易地实现如所述实施方式1中说明的鞋子1a的结构、或如所述第一变形例~第三变形例中说明的鞋子1a1~鞋子1a3的结构。即,通过变更中底的形状,从而外底的形状也相应地自然而然地变更,因而无须另外新准备用于成形外底的模具。因此,根据本发明,可不个别地准备模具而制造各种结构的鞋子,可廉价地制造各种结构的鞋子(即,多样的产品阵容(lineup)的商品)。
108.(实施方式2)
109.图12为实施方式2的鞋子的鞋底的立体图。以下,参照所述图12对本实施方式的鞋子1b进行说明。此外,本实施方式的鞋子1b在与所述实施方式1的鞋子1a相比较的情况下,其结构仅在包括不同结构的鞋底20b的方面不同。
110.如图12所示,鞋子1b的鞋底20b包含中底21、外底22及作为附加鞋底材料的缓冲材料23。中底21、外底22及缓冲材料23具有这些部分一体化而成的、总体大致扁平的形状。中底21覆盖鞋面10的下表面,外底22覆盖中底21的下表面,缓冲材料23覆盖中底21的一部分。
111.作为缓冲材料23的材质,只要为富弹力的材料,则基本上可为任何材料,例如可设为聚烯烃系聚合物、酰胺系聚合物、酯系聚合物、氨酯系聚合物、苯乙烯系聚合物、丙烯酸系聚合物等的聚合物组成物。
112.此处,缓冲材料23以覆盖中底21的外表面的一部分的方式设置,在与中底21的边界部固着于中底21。更具体来说,缓冲材料23具有包含本体部23a、接合部23b及嵌埋部23c的立体形状,所述本体部23a、接合部23b及嵌埋部23c均固着于中底21的外表面。
113.本体部23a以其一部分在中底21的周面21c上露出的方式埋设于中底21的内部。另一方面,接合部23b位于中底21的上表面21a侧,由此介于鞋面10的底部的周缘与中底21的上表面21a的周缘之间。嵌埋部23c以填充设于中底21的周面21c的、槽状的缺口部的方式位于所述缺口部的内部。
114.其中,接合部23b通过固着于鞋面10的下表面和中底21的上表面21a从而将所述鞋
面10与中底21接合。另一方面,嵌埋部23c将本体部23a与接合部23b连接,由此将所述本体部23a与接合部23b以在中底21的厚度方向上远离的状态一体化。
115.所述缓冲材料23可通过以所述聚合物组成物作为原料的浇铸成形或注射成形而形成。此外,关于所述成形方法,此处省略其详细说明,其是依据所述实施方式1中说明的外底的成形方法。此处,本实施方式中,外底22仅覆盖中底21的下表面,由此规定接地面22e。所述外底22例如通过使用粘接剂的粘接等而贴附于中底21的下表面。
116.在设为以上所说明的本实施方式的鞋子1b的情况下,也可实现鞋面10与鞋底20b的接合作业的机械化,也可削减制造成本。进而,鞋底20b的周面实质上未由外底22覆盖,而可构成为大致在其全周由中底21覆盖的状态(即,中底21露出的状态),因而充分发挥作为中底21原本的功能的缓冲功能。
117.因此,通过设为本实施方式的鞋子1b,从而可与所述实施方式1的情况同样地,不损及中底21的缓冲功能而以低成本制造鞋子。
118.(实施方式等的公开内容的摘要)
119.所述实施方式1、实施方式2及其变形例中公开的特征性结构的摘要如下。
120.本公开的某一实施例的鞋子包括:鞋面;以及鞋底,位于所述鞋面的下方。所述鞋底包含:中底,覆盖所述鞋面的下表面;以及附加鞋底材料,覆盖所述中底的外表面中的非相向区域的一部分,所述非相向区域为除了与所述鞋面相向的相向区域以外的部分。在所述中底,设有到达所述相向区域与所述非相向区域两者的、贯通孔状或槽状的缺口部。所述附加鞋底材料具有:本体部,固着于所述非相向区域;接合部,通过固着于所述鞋面及所述中底两者而将所述鞋面与所述中底接合;以及嵌埋部,填充所述中底的所述缺口部。所述本公开的某一实施例的鞋子中,通过经由所述嵌埋部将所述本体部与所述接合部连接,而使得所述本体部及所述接合部以在所述中底的厚度方向上远离的状态一体化。
121.所述本公开的某一实施例的鞋子中,所述接合部可包含:围绕部,以沿着所述鞋面与所述中底的边界部的周缘环绕的方式设置。
122.所述本公开的某一实施例的鞋子中,所述接合部可包含:桥部,以在与所述中底的厚度方向交叉的方向上架设所述围绕部的一部分与另一部分的方式设置。
123.所述本公开的某一实施例的鞋子中,所述鞋底可包含支撑脚的踩踏部的前足部、支撑脚的足弓部的中足部、及支撑脚的后跟部的后足部。此时,所述嵌埋部可包含设于所述中足部的倾斜板形状的部位。
124.所述本公开的某一实施例的鞋子中,所述附加鞋底材料可包含:补强部,通过覆盖所述鞋面的侧面的下端而对所述鞋面进行补强。
125.所述本公开的某一实施例的鞋子中,所述附加鞋底材料可为外底。此时,所述本体部通过固着于所述中底的下表面而构成接地面。
126.所述本公开的某一实施例的鞋子中,所述缺口部具有到达所述中底的上表面及下表面两者的、贯通孔状的形状。此时,通过所述嵌埋部埋设于所述中底的内部,而使得所述中底的周面在其整个面露出。
127.所述本公开的某一实施例的鞋子中,所述缺口部可具有设于所述中底的周面的、槽状的形状。此时,所述嵌埋部在所述中底的周面中露出,由此所述中底的周面中设有所述嵌埋部的部分以外的部分露出。
128.所述本公开的某一实施例的鞋子中,所述附加鞋底材料可为缓冲材料。此时,所述本体部固着于所述中底的周面。
129.本公开的某一实施例的鞋子的制造方法包括下述工序:准备鞋面;准备中底,所述中底设有到达外表面中的相向区域与非相向区域两者的、贯通孔状或槽状的缺口部,所述相向区域与所述鞋面相向,所述非相向区域成为外表面中的除了所述相向区域以外的部分;准备成为附加鞋底材料的熔融树脂,所述附加鞋底材料覆盖所述中底的外表面中的所述非相向区域的一部分;以所述鞋面的下表面由所述中底覆盖的方式,将所述鞋面及所述中底设置于模具;以及通过向所述模具内的模腔注入所述熔融树脂并进行固化,从而以所述附加鞋底材料包含本体部、接合部及嵌埋部的方式,成形所述附加鞋底材料,所述本体部固着于所述非相向区域,所述接合部通过固着于所述鞋面及所述中底两者而将所述鞋面与所述中底接合,所述嵌埋部填充所述中底的所述缺口部。所述本公开的某一实施例的鞋子的制造方法中,在成形所述附加鞋底材料的工序中,通过经由所述嵌埋部将所述本体部与所述接合部连接,而使得所述本体部及所述接合部以在所述中底的厚度方向上远离的状态一体化。
130.所述本公开的某一实施例的鞋子的制造方法中,成形所述附加鞋底材料的工序可在将脚模插入至所述鞋面的状态下进行。
131.所述本公开的某一实施例的鞋子的制造方法中,将所述鞋面及所述中底设置于模具的工序中,可通过将所述鞋面的下表面与所述中底的所述相向区域在一部分粘接而进行暂且固定。
132.所述本公开的某一实施例的鞋子的制造方法可还包括下述工序:对所述鞋面及所述中底中的供固着所述附加鞋底材料的部分的外表面,预先实施用于提高粘接性的改质处理。
133.(其他实施方式等)
134.所述实施方式1及实施方式2以及其变形例中,例示以下述方式构成的情况进行了说明,即:通过附加鞋底材料的接合部,将鞋面与中底在鞋子的全周接合,但未必需要在鞋子的全周将鞋面与中底接合,也可仅在周缘的一部分或仅在较周缘更靠内侧的部分,将所述鞋面及中底接合。
135.而且,所述实施方式1及实施方式2以及其变形例中,例示以下述方式构成的情况进行了说明,即:在将鞋面与中底接合的附加鞋底材料的成形时,通过粘接剂等将鞋面与中底暂且固定,但也可通过设计模具的形状,从而不将所述鞋面与中底暂且固定,而是仅通过设置于模具便可进行所述鞋面与中底的定位。
136.而且,所述实施方式1及实施方式2以及其变形例中,作为在成形外底时使用的模具,例示使用经分割为三个的模具的情况进行了说明,但模具的分割数并无特别限制,例如也可将其分割为四个以上。
137.而且,所述实施方式1及实施方式2以及其变形例中,例示以通过使用鞋带而使鞋面本体密接于脚的方式构成的鞋子进行了说明,但也可设为以通过魔术贴使鞋面本体密接于脚的方式构成的鞋子,或也可设为以下述方式构成的鞋子,即:通过制成不包括鞋舌的、袜套状的鞋面本体,从而仅通过将脚插入至鞋面本体便可使鞋面本体密接于脚。
138.而且,所述实施方式1及实施方式2以及其变形例中,例示在鞋面设有补强部而成
的鞋子进行了说明,但未必需要设置补强部,也可设为未设置所述补强部的一部分的鞋子,或也可设为所述补强部全部未设置的鞋子。
139.进而,所述实施方式1及实施方式2以及其变形例中公开的特征性结构只要不偏离本发明的主旨,则当然可相互组合。
140.如此,本次公开的所述实施方式及其变形例在所有方面为例示而非限制性。本发明的技术范围是由权利要求书所划定,而且包含与权利要求书的记载均等的含意及范围内的所有变更。
141.符号的说明
142.1a、1a1~1a3、1b:鞋子
143.10:鞋面
144.11:鞋面本体
145.12:鞋舌
146.13:趾尖侧补强部
147.14:后跟侧补强部
148.15:鞋眼补强部
149.16:鞋带
150.20a、20a1~20a3、20b:鞋底
151.21:中底
152.21a:上表面(相向区域)
153.21b:下表面(非相向区域)
154.21c:周面(非相向区域)
155.21d:缺口部
156.22:外底
157.22a:本体部
158.22b:接合部
159.22b1:围绕部
160.22b2:桥部
161.22c:嵌埋部
162.22d:补强部
163.22e:接地面
164.23:缓冲材料
165.23a:本体部
166.23b:接合部
167.23c:嵌埋部
168.100:模具
169.101:第一模具
170.102:第二模具
171.103:第三模具
172.104:浇口
173.200:脚模
174.c:模腔。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。