1.本技术主张基于2020年3月31日申请的日本专利申请第2020
‑
064794号的优先权。该日本技术的全部内容通过参考援用于本说明书中。
2.本发明涉及用于注射成型机的液压装置及注射成型机。
背景技术:
3.为了驱动液压缸或其他液压致动器而使用液压装置。液压装置通常使典型地作为工作油的工作液通过液压泵的动作等在规定的压力下流向液压回路以流入液压式致动器中,并从液压式致动器流出,从而使液压致动器动作。由此,能够用较小的液压装置获得较大的驱动力。
4.这种液压装置中,即使液压回路为闭合回路,随着其使用,从该液压装置等的微小的间隙进入的灰尘、液压回路内等的金属零件的磨损引起的粉尘、工作液的污泥及其他微粒可能混入工作液中。在液压回路中设置过滤器,以便从工作液中去除这种微粒以确保液压装置的长时间的正常运转。
5.如上所述的液压装置有时在注射成型机的合模装置、顶出装置等中与液压致动器一同使用,以提供合模动作、成型品的取出动作及其他规定动作(例如,参考专利文献1)。
6.专利文献1:日本特开2018
‑
171904号公报
7.然而,在上述液压装置中,有时在液压回路设置反复产生工作液的一个方向流动及反向流动而使工作液往复的往复流路。在此情况下,若在往复流路中设置去除粉尘等微粒的过滤器,则在一个方向或反方向中的某一个方向流动时被捕集到过滤器的工作液中的微粒在另一方向流动时从过滤器释放并再次混入到工作液中。因此,在这种往复流路中无法设置能够有效地去除微粒的过滤器。
技术实现要素:
8.本发明以解决这种问题为课题,其目的在于,提供一种能够在工作液往复的往复流路中有效地去除粉尘等微粒的液压装置及注射成型机。
9.能够解决上述问题的一种液压装置,其用于注射成型机,并且具备工作液流动的液压回路,所述液压回路具有产生工作液的一个方向流动及工作液的反向流动的往复流路,所述往复流路包括在中途分支成两股以上并且彼此合流、分别负责所述工作液的一个方向流动或所述工作液的反向流动中的任一方的流动的多个分支流路部,在所述多个分支流路部中的至少一个中设置有过滤器。
10.并且,能够解决上述课题的一种注射成型机,用于将成型材料注射到模具装置内,其具备上述液压装置。
11.发明的效果
12.根据上述液压装置及注射成型机,能够在工作液往复的往复流路中有效地去除粉尘等微粒。
附图说明
13.图1是表示本发明的一实施方式的液压装置所具备的液压回路的往复流路的回路图。
14.图2是表示另一实施方式的液压装置所具备的液压回路的往复流路的回路图。
15.图3是表示能够使用本发明的一实施方式的液压装置的注射成型机的一例的剖视图。
16.图4是与模具装置一同表示图3的注射成型机所具备的合模装置及液压装置的动作的、合模装置及模具装置的剖视图以及液压装置的液压回路的回路图。
17.图5是表示继图4之后的动作的、合模装置及模具装置的剖视图以及液压装置的液压回路的回路图。
18.图6是表示继图5之后的动作的、合模装置及模具装置的剖视图以及液压装置的液压回路的回路图。
19.图7是表示继图6之后的动作的、合模装置及模具装置的剖视图以及液压装置的液压回路的回路图。
20.符号的说明
21.1、1a~1c
‑
往复流路,2a、42a
‑
第一分支流路部,2b、42b
‑
第二分支流路部,3a、43a
‑
第一流路连接部,3b、43b
‑
第二流路连接部,4a、4b、44a、44b
‑
止回阀,5、45
‑
过滤器,6a
‑
第一主要流路部,6b
‑
第二主要流路部,7a、7b、7c、7d、7e、7f、7g、7h
‑
流路部分,8
‑
罐,10
‑
注射成型机,11
‑
注射装置,12
‑
螺杆,13
‑
加热装置,14
‑
缸体,14a
‑
供给口,14b
‑
喷嘴,14c
‑
水冷缸,15
‑
马达盒,21
‑
移动装置,22
‑
液压泵,23
‑
泵工作用马达,24
‑
液压缸,25
‑
滑动底座,26
‑
引导件,31
‑
合模装置,32
‑
压板,32a
‑
固定压板,32b
‑
可动压板,32c
‑
连接杆,33
‑
压板运行机构,34
‑
缸体主体部,34a
‑
凸缘,34b
‑
高低差,35
‑
活塞部,36
‑
杆部,37
‑
缸体封闭部,37a
‑
小径端部,41
‑
液压回路,101
‑
模具装置,102
‑
定模,103
‑
动模,104
‑
可动部件,f1
‑
工作液的一个方向流动,f2
‑
工作液的反向流动,c1
‑
第一液压室,c2
‑
第二液压室,c3
‑
第三液压室,p1
‑
第一液压端口,p2
‑
第二液压端口,p3
‑
第三液压端口,hp
‑
液压泵,sm
‑
伺服马达,l1
‑
第一供排流路,l2
‑
第二供排流路,l3
‑
第三供排流路,cl
‑
流路连接部,sv1~sv3
‑
截止阀,rt
‑
储存罐,pv
‑
充液阀,lc
‑
共同流路,la
‑
调节用流路,ls
‑
辅助流路,fr
‑
框架。
具体实施方式
22.以下,参考附图对本发明的实施方式进行详细说明。
23.(液压回路)
24.本发明的一实施方式的液压装置是用于使工作液在液压回路中流动,并通过随之产生的压力来驱动设置于如后述的注射成型机的油压缸等液压缸、液压马达及其他各种液压致动器的装置。
25.该液压装置在其一部分具有例如如图1所示的往复流路1。图1中所例示的往复流路1在使用该液压装置时的特定时机,工作油等工作液沿图1中用箭头表示的一个方向的流动f1而流动。并且,在不同于该时机的时机,工作液沿用于图1中用反向的箭头表示的反向流动f2流动。即,在该往复流路1中,反复产生工作液的一个方向流动f1及工作液的反向流动f2,并且工作液在一个方向及相反方向上往复。
26.如此,在工作液往复的往复流路中,即使简单地配置包含滤纸等的过滤器,通过该过滤器进行的粉尘等微粒的捕集功能不会有效地起作用。这是因为,即,通过使工作液往复,即使工作液中所含的微粒在工作液的一个方向流动或反向流动中的某一个方向流动时被捕集到过滤器中,在另一方向流动时从过滤器释放,并且再次混入到工作液中。
27.相对于此,在该实施方式中,上述往复流路1具有在中途分支为两股以上并且彼此合流的多个分支流路部2a及2b。更详细而言,往复流路1具有分支成两股并且彼此合流的2个第一分支流路部2a及第二分支流路部2b,在它们的分支点或合流点处设置有第一流路连接部3a及第二流路连接部3b。另外,在工作液的一个方向流动f1时,第一流路连接部3a成为分支点并且第二流路连接部3b成为合流点,在工作液的反向流动f2时,第二流路连接部3b成为分支点,并且第一流路连接部3a成为合流点。
28.而且,在第一分支流路部2a及第二分支流路部2b的各自中,在其中途配置有各止回阀4a及4b。由此,使第一分支流路部2a及第二分支流路部2b分别只产生工作液的一个方向流动f1或反向流动f2中的某一个方向流动。在此,作为一例,将各止回阀4a及4b配置为,第一分支流路部2a负责工作液的一个方向流动f1,第二分支流路部2b负责工作液的反向流动f2。
29.而且,第一分支流路部2a及第二分支流路部2b中的至少一个,在图1所示的实施方式中只在第一分支流路部2a设置过滤器5。据此,工作液始终仅从一个方向流动f1或反向流动f2中的某一个方向通过过滤器,因此能够防止从该一个方向捕集到过滤器5中的微粒在另一方向流动中从该过滤器5分离。结果,能够通过过滤器5从工作液中有效地去除微粒,并且在使用液压装置时工作液保持清洁。
30.在设置有过滤器5的第一分支流路部2a中,优选在比该过滤器5更靠工作液的流动方向(一个方向流动f1的方向)的上游侧配置止回阀4a。在图1所示的例子中,在第一分支流路部2a上,在第一流路连接部3a与过滤器5之间配置有止回阀4a。在此情况下,在一个方向流动f1中通过过滤器5而变得清洁的工作液,在切换流动方向而沿反向流动f2通过第二分支流路部2b被抽吸时,通过止回阀4a来防止可能残留在过滤器5与止回阀4a之间的不清洁的工作液被抽吸。
31.另外,当详细说明图1中例示的往复流路1时,沿着一个方向流动f1在第一主要流路部6a流动的工作液无法通过止回阀4b而在第二分支流路部2b流动,因此从第一流路连接部3a流入第一分支流路部2a。在第一分支流路部2a中,工作液依次通过第一流路连接部3a与止回阀4a之间的流路部分7a、止回阀4a、止回阀4a与过滤器5之间的流路部分7b以及过滤器5与第二流路连接部3b之间的流路部分7c,并到达第二主要流路部6b。另一方面,在反向流动f2时,工作液在第二流路连接部3b从第二主要流路部6b流入第二分支流路部2b,而不是流入存在止回阀4a的第一分支流路部2a,且依次通过第二流路连接部3b与止回阀4b之间的流路部分7d、止回阀4b以及止回阀4b与第一流路连接部3a之间的流路部分7e而流向第一主要流路部6a。
32.虽然省略图示,但是也能够在往复流路中设置三个以上的流路分支部。在此情况下,通过设置止回阀等,三个以上的流路分支部中的至少一个流路分支部使工作液仅在一个方向上流动,其他至少一个流路分支部使工作液仅在反方向上流动。然后,通过在这些流路分支部中的至少一个中设置过滤器,能够有效地发挥上述那样的过滤器对微粒的捕集功
能。
33.另外,作为过滤器5,能够使用能够在油压装置等液压装置中使用的各种过滤器。具体而言,例如存在吸入管路过滤器、内联过滤器、回流管路过滤器及其他管路过滤器等。作为一例,可列举在框体的内侧配置有圆筒等筒状过滤器元件的过滤器。在该过滤器中,工作液流入框体内部的过滤器元件的外周侧的空间,在从外周侧朝向内周侧通过筒状过滤器元件之后,从过滤器元件内周侧的空间向框体的外部排出。过滤器元件能够由滤纸、金属网或冲孔金属等构成。工作液通过过滤器元件时,工作液中的粉尘等微粒被捕集到过滤器元件中。
34.往复流路1中的过滤器5、各种阀等要件以外的流路部分能够由钢管及其他金属管和/或橡胶软管等配管构成。
35.如图2的(a)所示的实施方式那样,还能够在多个分支流路部2a及2b中的2个以上的每一个中设置过滤器5a及5b。图2的(a)的往复流路1a在第二分支流路部2b处比止回阀4b更靠工作液的流动方向(反向流动f2的方向)的下游侧配置过滤器5b,随之在止回阀4b与过滤器5b之间设置流路部分7f,除此以外,具有与图1所示的实施方式实质上相同的结构。在此情况下,即使在仅产生工作液的反向流动f2的第二分支流路部2b中,也能够通过过滤器5b有效地去除工作液中的微粒。但是,由于过滤器5a、5b的配置导致此处的压力损失,因此根据液压装置和其液压回路的结构,有时优选如图1所示,仅在第一分支流路部2a配置过滤器5。
36.并且,也可以如图2的(b)所示的往复流路1b,在至少一个分支流路部2a中配置2个以上的止回阀4a、4c。在该往复流路1b中,作为一例,在第一分支流路部2a中,在工作液的流动方向上夹着过滤器5在两侧配置有2个止回阀4a及4c。该第一分支流路部2a由在工作液的一个方向流动f1的方向上依次设置的流路部分7a、止回阀4a、流路部分7h、过滤器5、流路部分7g、止回阀4c及流路部分7c构成。其他结构与图1所示的往复流路1大致相同。在图2的(b)的往复流路1b中,在工作液沿反向流动f2流动时,通过第一分支流路部2a的止回阀4c,防止工作液到达第一分支流路部2a的过滤器5、并进一步到达其之前的流路部分7h,因此能够更进一步有效地防止一旦被捕集到过滤器5的微粒引起的工作液的污染。
37.图2的(c)所示的实施方式还具有能够储存工作液的罐8,往复流路1c的工作液的一个方向流动f1的最下游侧的一端部(图2的(c)的左侧端部)连接于该罐8。图2的(c)的实施方式除了设置有罐8以外,与图1所示的实施方式相同。在此情况下,如图所示,过滤器5优选设置于负责工作液向罐8流动(工作液的一个方向流动f1)的第一分支流路部2a。由此,例如在液压回路的未图示的其他部分中使用而混入有微粒的工作液沿着工作液的一个方向流动f1朝向罐8流动时,能够通过过滤器5来清洁该工作液。然后,在此,通过过滤器5变得清洁的工作液进入罐8,并且在罐8内储存清洁的工作液。因此,此时,能够从罐8沿工作液的反向流动f2送出始终清洁的工作液。
38.图2的(c)所示的往复流路1c有时例如用作为供后述那样的液压回路41中的包括第一供排流路l1、第二供排流路l2及第三供排流路l3以及共同流路lc的主要的回路部分中的多余或不足量的工作液流动的未图示的调节用流路。此时,罐8在上述主要的回路部分中被供给成为多余的工作液并储存该工作液。
39.在图2的(c)所示的往复流路1c中,还能够进一步在第二分支流路部2b侧设置过滤
器。但是,例如,在通过利用设置于往复流路1c的另一端部(图2的(c)的右侧端部)侧的未图示的泵抽吸工作液而产生工作液的反向流动f2的情况下等,由于设置于第二分支流路部2b的上述过滤器引起的压力损失而有可能导致该吸引力下降。出于这种原因,如图2的(c)所示,有时优选仅在负责工作液向罐8流动的第一分支流路部2a设置过滤器5。
40.另外,图2的(c)的具有往复流路1c的液压回路可以为开放回路,但是能够将罐8设为密封罐而构成闭合回路。
41.(注射成型机用液压装置)
42.具备如上所述的液压回路的液压装置能够用于如图3中所例示的注射成型机10。对于该注射成型机10的详细内容将在后面进行叙述,注射成型机10大致具备:注射装置11,通过配置于内部的螺杆12的旋转及前进以及配置于周围的加热装置13的加热,使成型材料熔融而朝向模具装置101内注射;移动装置21,使注射装置11相对于模具装置101前进/后退位移;以及合模装置31,使模具装置101在合模状态与开模状态之间打开和关闭。在很多情况下,注射成型机10还具备从开模状态的模具装置101取出成型品的未图示的顶出装置。另外,模具装置101在图示的例中具有在合模状态下在内侧划分形成有型腔的定模102及动模103、以及通过顶出装置位移而挤出并取出成型品的顶出销等可动部件104。模具装置101根据要制造的成型品的形状等适当地安装于注射成型机10,并且可更换,模具装置101不视为注射成型机10的一部分。
43.在此,构成注射成型机10的上述各種装置中,对合模装置31使用本发明的实施方式的液压装置。合模装置31使动模103相对于模具装置101的定模102位移而打开或关闭模具装置101,并使模具装置101成为合模状态、闭模状态或开模状态。图示的合模装置31主要具有从两侧夹着模具装置101而配置的压板32及使压板32活动的压板运行机构33。在该合模装置31中,压板运行机构33为液压驱动式,并且由液压装置来驱动。
44.另外,在此,压板32包括:位于注射装置11及模具装置101彼此之间,并且相对于框架fr固定的固定压板32a;以及在隔着模具装置101而位于与固定压板32a之间,并且能够相对于固定压板32a接近或分开位移的可动压板32b。位于固定压板32a与可动压板32b之间的模具装置101的定模102安装于固定压板32a侧,并且动模103安装于可动压板32b侧。并且,合模装置31中设置有从固定压板32a向后述的缸体主体部34侧延伸并连接固定压板32a和缸体主体部34的一个或多个连接杆32c。在该实施方式中,可动压板32b相对于固定压板32a接近或分开的位移通过连接杆32c引导,但是也可以不由连接杆32c引导。
45.在可动压板32b相对于固定压板32a分开的位置处,模具装置101的动模103成为从定模102打开的开模状态,通过使可动压板32b从该分开位置朝向固定压板32a靠近,动模103成为相对于定模102关闭的闭模状态,并且使可动压板32b进一步靠近固定压板32a,从而动模103成为按压到定模102的合模状态。在此,将靠近模具装置101的安装有定模102的合模装置31的固定压板32a的朝向设为前方侧,将从固定压板32a分开的朝向设为后方侧。关于合模装置31的除了固定压板32a以外的大多数部分,靠近固定压板32a的朝右方向成为前方侧,从固定压板32a分开的朝左分向成为后方侧。
46.压板运行机构33包括:安装于贯穿可动压板32b而延伸的连接杆32c的另一端侧的筒状的缸体主体部34;固定于可动压板32b,并在缸体主体部34的内部往复运动而使可动压板32b移动的筒状的活塞部35;设置于缸体主体部34的内部并且插入于活塞部35的内部的
筒状的杆部36;及围绕活塞部35的周围而设置并且封闭缸体主体部34的开口端部的环状的缸体封闭部37。
47.缸体主体部34、活塞部35及杆部36分别实质上呈具有一端被封闭的封闭端部及另一端开口的开口端部的有底筒状。活塞部35以各自的开口端部相对的方向插入于缸体主体部34的内部。并且,活塞部35的外周面的除了其开口端部附近以外的部分以与缸体主体部34的内周面相比略小的直径形成,并且在活塞部35的外周面与缸体主体部34的内周面之间存在间隙。杆部36以其封闭端部在缸体主体部34的内部固定于缸体主体部34的封闭端部的方式安装,并且该杆部36以各自的开口端部相对的方向插入于活塞部35的内部。
48.通过上述配置,在压板运行机构33形成有:由缸体主体部34的内周面、杆部36的外周面及活塞部35的开口端部的端面划分的第一液压室c1;由活塞部35的内部及杆部36的内部划分的第二液压室c2;以及由活塞部35的外周面、缸体主体部34的内周面及缸体封闭部37划分的第三液压室c3。而且,第一液压室c1、第二液压室c2及第三液压室c3中分别设置有用于从液压装置的液压回路41向各液压室供给工作液的第一液压端口p1、第二液压端口p2及第三液压端口p3。包括这种第一液压室c1、第二液压室c2及第三液压室c3的压板运行机构33具有对于工作液的各受压面具有面积差的双动式缸体的结构。
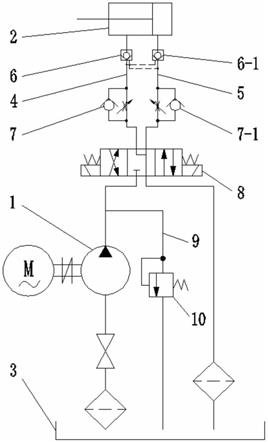
49.该实施方式的液压装置向上述第一液压室c1、第二液压室c2、第三液压室c3经由第一液压端口p1、第二液压端口p2、第三液压端口p3供给工作液,并具备如图4~7所示的液压回路41。图示的液压回路41主要具有通过伺服马达sm动作的液压泵hp、连接于第一液压室c1的第一液压端口p1的第一供排流路l1、连接于第二液压室c2的第二液压端口p2的第二供排流路l2及连接于第三液压室c3的第三液压端口p3的第三供排流路l3。液压泵hp能够通过伺服马达sm在第一供排流路l1及第二供排流路l2侧与第三供排流路l3侧之间切换送出工作液的朝向。通过液压泵hp送出到第一供排流路l1及第二供排流路l2侧的工作液,流过共同流路lc之后,流过在流路连接部cl分支的第一供排流路l1或第二供排流路l2。
50.在此,第一供排流路l1、第二供排流路l2及第三供排流路l3中,分别设置有例如在无图示的控制部的控制下被电驱动等而能够切换该流路的打开和关闭的截止阀sv1、sv2及sv3。由此,能够在必要时使用规定的供排流路分别对第一液压室c1、第二液压室c2和/或第三液压室c3进行工作液的供给或排出。
51.并且,在此,液压回路41设置有:储存液压回路41中的多余的工作液,并在液压回路41中工作液不足时排出工作液的储存罐rt;及将液压泵hp连接到储存罐rt并使多余或不足量的工作液流动的调节用流路la。上述储存罐rt通过辅助流路ls经由充液阀pv而连通于第一液压室c1的第一液压端口p1。充液阀pv与连通于第三供排流路l3的未图示的先导管路连接,并且构成为根据来自该先导管路的先导压而打开。在该实施方式中,第一供排流路l1及辅助流路ls在共同的第一液压端口p1连接于第一液压室c1,虽然省略图示,但是辅助流路也可以通过与第一供排流路的第一液压端口分开的端口而与第一液压室连接。
52.另外,图示的液压回路41也能够设为开放回路,但是优选设为闭合回路。若为闭合回路,则不需要开放回路中所需的温度控制器等,能够实现液压装置的简化、小型化。并且,闭合回路与开放回路相比,还具有作为工作液的油不易热劣化的优点。
53.根据如上所述的具有压板运行机构33的合模装置31及具有液压回路41的液压装置,能够进行包括如下的闭模工序、升压工序、合模工序、减压工序及开模工序的模具装置
101的开闭动作。
54.在闭模工序中,在截止阀sv1关闭且截止阀sv2及sv3打开的状态下,通过伺服马达sm来使液压泵hp工作,并将进入到第三液压室c3的工作液如图4中以箭头表示那样通过第三供排流路l3而进行抽吸。此时,通过液压泵hp的动作,使工作液流过共同流路lc及第二供排流路l2而送入第二液压室c2。由此,通过随着工作液的流入而第二液压室c2内的压力的上升,活塞部35在缸体主体部34内向前方侧移动,相应地第二液压室c2扩大。通过活塞部35的该移动,固定于活塞部35的封闭端部的可动压板32b及安装于可动压板32b的动模103朝向固定压板32a侧的定模102靠近,并且模具装置101关闭。
55.接着,在升压工序及合模工序中,成为打开截止阀sv1且关闭截止阀sv2及sv3的状态,通过液压泵hp将工作液如图5所示那样从共同流路lc及第一供排流路l1送入第一液压室c1。并且,在上述闭模工序中随着活塞部35向前方侧移动,第一液压室c1成为负压,因此充液阀pv打开。由此,如图5中以箭头所示那样,工作液从储存罐rt经由辅助流路ls供给到第一液压室c1。
56.在此,由于截止阀sv2被关闭,因此在闭模工序中送入第二液压室c2的工作液直接被保持在此处。在该状态下,如上所述,送入第一液压室c1的工作液从其开口端部侧的端面按压活塞部35,因此使活塞部35、可动压板32b及动模103进一步向前方侧移动若干,并将所需的合模力作用于模具装置101。
57.在之后的减压工序中,维持截止阀sv2及sv3关闭的状态,并通过液压泵hp的工作,如图6所示,通过第一供排流路l1及共同流路lc从第一液压室c1抽吸工作液。此时,液压泵hp朝向储存罐rt吐出多余的工作液。由此,多余的工作液通过调节用流路la储存于储存罐rt内。通过这种液压装置的动作,随着从第一液压室c1排出工作液,作用于模具装置101的合模力逐渐减小,活塞部35向后方侧移动若干。
58.还在其后,作为开模工序,关闭截止阀sv1,打开截止阀sv2及sv3,如图7所示,用液压泵hp将工作液从第三供排流路l3送入第三液压室c3,并且将第二液压室c2内的工作液通过第二供排流路l2及共同流路lc进行抽吸。由此,活塞部35向后方侧大幅后退而落入缸体主体部34的内部,随之可动压板32b及动模103从固定压板32a侧的定模102分开,并且模具装置101打开。
59.在此,若通过第三液压室c3中的工作液的充满(c5)而第三供排流路l3的内压成为规定值以上,则先导压经由先导管路而上升,并且充液阀pv打开。与此同时,由于活塞部35的后退导致的第一液压室c1的缩小,残留在第一液压室c1的工作液从辅助流路ls流入储存罐rt内。
60.能够在如上所述的液压装置的液压回路41中的工作液可往复的各种流路应用本发明的实施方式。其中,调节用流路la中,由于后述的过滤器45的配置而导致的压力损失不易成为较大的问题,因此如下所述,尤其优选在该调节用流路la应用该发明的实施方式。
61.更详细而言,在调节用流路la中,如上所述,工作液在减压工序等时从液压泵hp朝向储存罐rt,沿一个方向流动流动。并且,开模工序等时,工作液产生从储存罐rt朝向液压泵hp的工作液的反向流动。因此,该调节用流路la相当于产生工作液的一个方向流动及工作液的反向流动的往复流路。
62.如上所述,在工作液往复的往复流路中,即使在一个流路的管路在其中途简单地
设置过滤器,也无法利用该过滤器有效地去除微粒,因此在该实施方式的调节用流路la中,设置在中途分支为两股以上并且彼此合流的第一分支流路部42a及第二分支流路部42b。第一分支流路部42a及第二分支流路部42b在第一流路连接部43a及第二流路连接部43b彼此分支或合流。另外,分支流路部可以设置有3个以上。然后,例如,使第一分支流路部42a负责工作液的一个方向流动,并且使第二分支流路部42b负责工作液的反向流动,因此在图示的例子中,在第一分支流路部42a及第二分支流路部42b分别设置有止回阀44a及44b。
63.设置这种第一分支流路部42a及第二分支流路部42b的基础上,在这些分支流路部的至少一部分配置过滤器45。在该实施方式中,通过在第一分支流路部42a设置过滤器,工作液从液压泵hp朝向储存罐rt一个方向流动时,利用止回阀44a及44b而通过第一分支流路部42a,此时利用过滤器45去除微粒。由此,储存罐rt中蓄积清洁的工作液。
64.另一方面,从储存罐rt朝向液压泵hp的工作液的反向流动时,通过分别设置于第一分支流路部42a及第二分支流路部42b的止回阀44a及44b,工作液不通过第一分支流路部42a而是通过第二分支流路部42b。因此,能够防止在一个方向流动时由第一分支流路部42a的过滤器45捕集的微粒在反向流动时再次混入工作液中。
65.与之前说明同样地,在设置有过滤器45的第一分支流路部42a中,优选在比该过滤器45更靠工作液的流动方向的上游侧配置止回阀44a。此时,通过液压泵hp从储存罐rt抽吸工作液而产生工作液的反向流动时,通过上述止回阀44a来防止从一个方向流动时起残留在过滤器45与止回阀44a之间的不清洁的工作液的抽吸,因此能够抑制来自储存罐rt的清洁的工作液的污染。
66.多余的工作液沿着从液压泵hp向储存罐rt的一个方向流动而流动时,由于工作液从压板运行机构33受到的压力等,该工作液能够以较高的压力流动。因此,工作液通过第一分支流路部42a的过滤器45时的压力损失通常不会成为太大问题。相对于此,在从储存罐rt向液压泵hp的工作液的反向流动中,通过液压泵hp从储存罐rt抽吸工作液,因此优选压力损失较小。出于这种原因,如该实施方式所示,过滤器45优选仅设置于负责工作液从液压泵hp向储存罐rt的流动(工作液的一个方向流动)的第一分支流路部42a。
67.并且,如上所述的过滤器及分支流路部,相较于设置于使工作液在液压泵hp与第一液压室c1、第二液压室c2、第三液压室c3之间流动的第一供排流路l1、第二供排流路l2、第三供排流路l3、共同流路lc,更优选设置于在此说明的工作液的过量不足调节用的调节用流路la。这是因为无需将过滤器设为那么高压的规格。
68.另外,在通过上述液压装置驱动的压板运行机构33中,在该例子中,如图3所示,筒状的缸体主体部34在位于前方侧的开口端部的周围具有朝向外周侧扩展的凸缘34a。连接杆32c贯穿该凸缘34a而配置,通过螺钉利用该凸缘34a与缸体主体部34连结。
69.并且,在缸体主体部34的开口端部的内侧,使内径大于缸体主体部34的内部,并在该处形成有高低差34b。另外,高低差34b的附近设置有上述第三液压端口p3。另一方面,环状的缸体封闭部37在其轴线方向的各端部分具有外径小于中央部分的小径端部37a。环状的缸体封闭部37使其中央部分的后方侧表面与缸体主体部34的凸缘34a的前方侧的表面接触,并且将上述小径端部37a嵌合于缸体主体部34的高低差34b内,由此安装于缸体主体部34。
70.图示的合模装置31为可动压板32b的移动方向与水平方向平行的卧式合模装置,
但是也能够设为以该移动方向为垂直方向的立式合模装置。
71.并且,在该合模装置31中,压板运行机构33的缸体主体部34及固定压板32a中,将固定压板32a固定于框架fr,但是与之相反,也能够将缸体主体部固定于框架。
72.在此,以通过液压装置驱动的合模装置31为例进行说明,但这种液压装置能够应用于注射成型机10所具备的顶出装置、注射装置11及其他各种装置中能够包含的液压致动器。
73.(注射成型机)
74.如上所述,注射成型机10具备注射装置11、移动装置21、合模装置31及顶出装置。另外,图示的模具装置101能够称为主要分割为定模102和动模103这两个的2板体模具,但是也能够设为还具有滑动式模具、滑动式型芯或脱模板而分割成3个的三板模具。
75.为了使用注射成型机10制造成型品,在上次成型时的后半段,已经将成型材料以规定的量计量而配置于注射装置11的内部的状态下,进行使用合模装置31关闭模具装置101而设为合模状态的升压工序及合模工序。
76.接着,依次进行通过螺杆12的前进朝向模具装置101内注射上述成型材料,并将成型材料填充到模具装置101内的型腔的填充工序、及使螺杆12进一步前进而使处于注射装置11的先端部的内部的成型材料保持在规定压力的保压工序。
77.然后,进行使填充于模具装置101的型腔的成型材料冷却并固化而获得成型品的冷却工序。此时,进行如下的计量工序:在通过加热装置13进行的加热下,通过螺杆12的旋转在朝向注射装置11的前端部输送另外投入到注射装置11内的成型材料的同时使其熔融,将规定量的成型材料配置于先端部。
78.然后,经过使合模装置31动作而降低对模具装置101的合模力的减压工序及打开模具装置101的开模工序,进行通过顶出装置使可动部件104移动而从模具装置101取出成型品的取出工序。
79.注射成型机10的各装置的详细内容如下所述。另外,关于合模装置31如上所述,因此在此省略其说明。
80.注射装置11主要具备:朝向模具装置101延伸的圆筒状等的缸体14;在缸体14的内部使其与中心轴线平行地配置并在周围以螺旋状设置翅片的螺杆12;在缸体14的外周侧以包围其周围的方式配置的带状等的加热装置13;以及配置于缸体14及螺杆12的后方侧的马达盒15。虽然省略图示,但是在马达盒15内配置有:为了在缸体14的前端部储存规定量的成型材料而使螺杆12绕中心轴线旋转的计量马达;进行向靠近模具装置101的方向及远离模具装置101的方向的各方向的螺杆12的前进及后退位移的注射马达;以及检测螺杆12从成型材料受到的压力的压力检测传感器等。
81.另外,在此,将靠近模具装置101的安装有定模102的合模装置31的固定压板32a的朝向设为前方侧,将从固定压板32a分开的朝向设为后方侧。因此,若观察在图3中位于固定压板32a的右侧的注射装置11,则靠近固定压板32a的左方向成为前方侧,远离固定压板32a的右方向成为后方侧。
82.缸体14在后方侧且在马达盒15的跟前设置有安装有用于将成型材料投入到缸体14内的料斗的供给口14a,并且在靠近模具装置101的前端部,在其前方侧设置有横截面积变小的喷嘴14b。另外,能够在供给口14a的附近设置基于水冷等的水冷缸14c。
83.例如,如图所示,配置于包括喷嘴14b周围在内的缸体14周围的加热装置13,在轴线方向(图3的左右方向)上分割为多个部分,并能够以不同温度加热各加热装置部分的内侧的缸体14的内部。
84.根据具有这种结构的注射装置11,从供给口14a投入到缸体14的内部的成型材料在计量工序中,在通过缸体14的外周侧的加热装置13的加热下,根据由计量马达驱动的螺杆12的旋转,在熔融的同时在缸体14的内部朝向前方侧输送,并填充到缸体14的前端部。此时,螺杆12通过注射马达后退移位,以在缸体14的前端部形成填充有成型材料的空间。另外,如上所述,该计量工序能够在先前的成型时的冷却工序等时进行。
85.然后,在填充工序中,通过使螺杆12前进位移,缸体14的前端部的成型材料经由喷嘴14b朝向模具装置101注射。此外,在随后的保压工序中,通过残留在缸体14的前端部的成型材料,使压力作用于填充于模具装置101的型腔的成型材料。此时,能够补充在模具装置101的型腔中由于成型材料的冷却收缩而变得不足的成型材料。
86.另外,该注射成型机10为直列螺杆式,但是也能够设为在结构及功能上分离为塑化缸及塑化螺杆、注射缸及注射柱塞的预塑式的注射成型机。
87.移动装置21例如为设置于注射装置11的马达盒15的下部等、使注射装置11相对于固定压板32a前进和后退的进退驱动机构。作为构成移动装置21的进退驱动机构能够采用各种机构,但是图示的移动装置21包括油压等的液压泵22、使液压泵22动作的电动等的泵工作用马达23、从液压泵22供给工作液而推出/拉入前端固定于固定压板32a的活塞杆的双动式的液压缸24而构成。该移动装置21还包括上述液压泵22、泵工作用马达23、安装有液压缸24的滑动底座25、以及铺设在框架fr上并引导该滑动底座25的直线运动的引导件26,由此,实现载置于滑动底座25的上部的注射装置11的进退位移。
88.通过移动装置21能够使注射装置11从模具装置101分离,或者进行使注射装置11靠近模具装置101而以预定的压力将注射装置11的缸体14的喷嘴14b按压到模具装置101的、所谓的喷嘴接触。
89.虽省略图示,但是设置于可动压板32b的顶出装置,具有贯穿可动压板32b而延伸并以从后方侧按压模具装置101的顶出销等可动部件104的方式进退驱动的顶出杆、及用于使顶出杆动作而包括例如马达及滚珠丝杠等运动转换机构的杆驱动源。
90.通过顶出装置,在成型品的取出工序中,能够使通过杆驱动源驱动的顶出杆前进,并使可动部件104在模具装置101内突出,并从模具装置101取出成型品。另外,能够在使可动部件104突出之后,通过杆驱动源使顶出杆后退而返回至原来的位置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。