1.本发明涉及碳化硅陶瓷泵技术领域,特别涉及一种复相反应烧结碳化硅陶瓷泵及其制作方法。
背景技术:
2.碳化硅基陶瓷材料是在碳化硅陶瓷基础上发展出的一系列陶瓷材料,其中包括:氧化物结合碳化硅、氮化硅结合碳化硅、sialon结合碳化硅等一系列高技术陶瓷材料。该系列陶瓷材料具有耐高温、强度高、耐腐蚀、抗热震、抗氧化、耐磨损等一系列优异性能,在冶金、陶瓷、建材、石化、机械、电力电子、汽车、航空航天等领域有着广泛的应用。其中,氮化硅结合碳化硅陶瓷材料利用金属硅粉在氮气中发生氮化反应形成氮化硅,将碳化硅颗粒结合成一体,从而形成交织网络结构的显微组织。其制备工艺简单,投资成本低,适于大规模生产,是市场需求量较大的品种之一。
3.目前,大型和结构复杂产品一般采用注浆成型法,制品开口气孔率较高、体积密度较低(通常开口气孔率高达18%以上,体积密度在2.50g/cm3以下),使得产品性能受到严重影响,应用范围受到限制。渣浆泵可采用氮化硅结合碳化硅陶瓷制作,具有良好的耐腐蚀、强度高的性能,但是在输送的浆料中具有尺寸在4~15mm的大颗粒、浆液流量大、浆液具有强磨蚀和强冲击性,或者输送氧化铝选矿行业中的强碱腐蚀浆液、高硬度(莫氏硬度7级)强磨蚀浆液的工况环境下,需要陶瓷泵同时具有良好的耐强磨蚀、碱腐蚀和抗冲击能力,目前国内外的陶瓷泵仍无法满足工况对材料的性能需求。
技术实现要素:
4.本发明的目的是提供一种复相反应烧结碳化硅陶瓷泵的制作方法,具有制作方法简单、强度高、显气孔率低、使用寿命长的效果。
5.本发明的上述技术目的是通过以下技术方案得以实现的:包括泵壳、前护板、叶轮以及后护板,所述泵壳、所述前护板、所述叶轮以及所述后护板均为多层机构,由外至内依次包括有陶瓷结构件、树脂
‑
碳化硅组合粘接层以及金属骨架部,所述陶瓷结构件的孔隙内填充有反应烧结碳化硅层,所述陶瓷结构件内壁设置有反应烧结碳化硅陶瓷层,所述反应烧结碳化硅层与反应烧结碳化硅陶瓷层一体成型。
6.本发明的进一步设置为:所述反应烧结碳化硅陶瓷层位于所述泵壳的隔舌和内腔壁上、所述前护板和所述后护板的中间位置处,所述叶轮包括有连接部以及连接部上的若干个弧形的叶片部,所述叶轮上的所述反应烧结碳化硅陶瓷层位于叶片部靠近连接部中心的端部。
7.一种复相反应烧结碳化硅陶瓷泵的制作方法,其特征在于:包括如下步骤:
8.s1,准备浇注料,在组装好的模具内浇注成型,经成型的坯体脱模、烘干和修坯,将烘干好的坯体烧成氮化硅结合碳化硅陶瓷结构件,向氮化硅结合碳化硅陶瓷结构件的孔隙内进行有机渗碳,固化;
9.s2,将有机渗碳的氮化硅结合碳化硅陶瓷结构件与成型内模和石膏外模组成反应烧结碳化硅浇注或注浆成型型腔;
10.s3,将反应烧结碳化硅浆料浇注或注浆到成型型腔中,成型完成后静置一段时间后进行脱模、烘干、修坯,将反应烧结碳化硅陶瓷坯体复合在氮化硅结合碳化硅陶瓷层上;
11.s4,将复合陶瓷坯体放入反应烧结炉内,并覆盖硅粉在温度为1600~1800℃、惰性气体保护下反应烧结,得到反应烧结碳化硅 氮化硅结合碳化硅陶瓷结构件;
12.s5,在s4处理后的陶瓷结构件表面涂刷一层或多层界面层,并在60
‑
120℃固化3
‑
8小时,在金属骨架部表面涂刷一层或多层界面层,并在60
‑
120℃固化3
‑
6小时;
13.s6,将陶瓷结构与金属骨架部复合:将反应烧结碳化硅 氮化硅结合碳化硅陶瓷结构件和金属骨架部组装成为一体,将树脂
‑
碳化硅组合粘接浆料通过填充到反应烧结碳化硅 氮化硅结合碳化硅陶瓷结构件和金属骨架部之间的缝隙,填充完成后放置在60
‑
120℃固化6
‑
12小时,分别得到碳化硅陶瓷复合叶轮、前护板、后护板和泵壳;
14.s7,将复合好的叶轮、前护板、后护板和泵壳与金属接合板、机械密封、托架组装成完整的渣浆泵。
15.本发明的进一步设置为:所述步骤s1中有机渗碳步骤为:将有机渗碳液注入氮化硅结合碳化硅陶瓷结构件内,有机渗碳液液包括有机单体以及有机单体发生聚合反应所需的助剂。
16.本发明的进一步设置为:所述步骤s1中有机渗碳液还包括碳粉、分散剂。
17.本发明的进一步设置为:所述分散剂为苯乙烯羧酸类分散剂或非离子分散剂。
18.本发明的进一步设置为:所述步骤s2中有机渗碳的氮化硅结合碳化硅陶瓷结构件与成型形腔相接处涂覆有粘接剂。
19.本发明的进一步设置为:所述粘接剂按质量份计包括碳化硅粉体80~90份,炭黑5~15份、树脂8~15份、偶联剂2~4份、固化剂1~2份、二氧化硅微粉1~5份。。
20.本发明的进一步设置为:所述氮化硅结合碳化硅陶瓷结构件(b)的材质可替换为氧化硅结合碳化硅陶瓷、无压烧结碳化硅陶瓷、氧化铝高温陶瓷、复相高温陶瓷中的一种或多种复合。
21.本发明的有益效果是:
22.1.在烧制成型的陶瓷结构件中注入有机渗碳液,然后覆盖硅粉后进行二次烧结,有机渗碳液中的有机物在高温条件下碳化,同时排出分解出的气体,原先由有机单体填满的氮化硅结合碳化硅陶瓷结构件上的每个孔隙都有一部分被打开,当烧结炉内升温至1600℃以上时,烧结炉内的工业硅粉熔化,随着温度的升高,熔化的硅液逐步浸入进陶瓷结构件上重新打开的孔隙里,并与孔隙里的碳反应生成碳化硅,可大幅度降低陶瓷结构件的显气孔率,使显气孔率从19%左右,降低至≤2%。
23.2.相对于在陶瓷结构件的孔隙内填充常规的树脂陶瓷增强剂,孔隙中填充的碳化硅可增强陶瓷结构件强度和韧性,提高陶瓷泵体体积密度,从而使泵体达到更好的耐磨蚀和抗冲击能力。
24.3.本发明中的反应烧结碳化硅陶瓷件,直接在陶瓷结构件上注浆成型,陶瓷结构件不同部位的反应烧结碳化硅陶瓷件可同时制备,二次烧结过程中,反应烧结陶瓷件与陶瓷结构件结合紧密,使反应烧结碳化硅陶瓷件与泵体一体性好,简化了工艺流程的同时,提
高了泵体的耐磨性。
25.4.在二次烧结时,反应烧结碳化硅坯体和陶瓷结构件内均含有碳,在高温烧结过程中,复合陶瓷坯体外覆盖的硅粉在高温下熔融,并渗入复合陶瓷坯体内,在虹吸作用下,液态硅填充满复合陶瓷坯体内的孔隙,并与孔隙中的碳反应生成碳化硅,反应烧结碳化硅坯体和陶瓷结构件结合面上生成的碳化硅可使二者形成一个整体,相对于传统的粘接剂,可得到更好的粘接效果。
26.5.有机渗碳液中的有机单体和有机单体发生聚合的有机物,有机渗碳液注入陶瓷结构件后,有机单体首先进行聚合,然后在反应烧结过程中碳化,与熔融的硅反应生成碳化硅;有机渗碳液中增加炭粉,炭粉的粒径大于有机聚合物碳化后的粒径,与硅反应可生成粒径较大的碳化硅,提高填充料的硬度;分散剂一方面起到分散作用,另一反面苯乙烯羧酸类分散剂或非离子分散剂在高温下也可碳化,可避免填充液中引入其他物质影响填充体积密度。
27.6.在陶瓷结构件与成型形腔相接处涂覆有粘接剂,可提高反应烧结碳化硅坯体与陶瓷结构件的初始粘接强度,避免二者之间产生裂隙,增强反应烧结碳化硅粘接强度,粘接剂在烧结过程中与氮化硅结合碳化硅的结合面生产碳化硅层,使结合能力增强。
附图说明
28.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
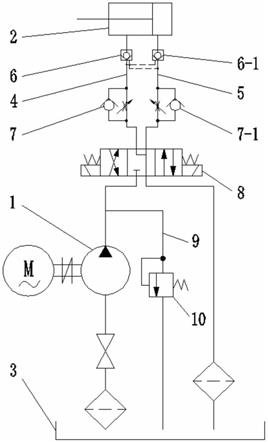
29.图1是实施例1反应烧结碳化硅陶瓷层位置关系示意图。
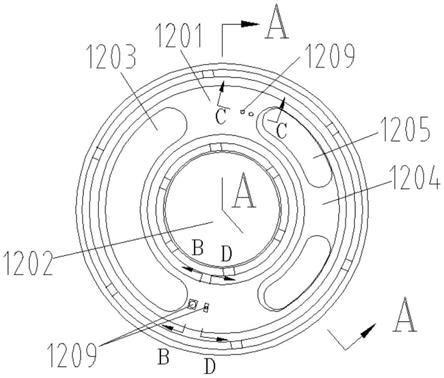
30.图2是实施例2、实施例3反应烧结碳化硅陶瓷层位置关系示意图。
31.图中,1、泵壳;2、前护板;3、叶轮;4、后护板;a、金属骨架部;b、陶瓷结构件;c、树脂
‑
碳化硅组合粘接层;x、反应烧结碳化硅陶瓷层。
具体实施方式
32.下面将结合具体实施例对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.实施例1
34.一种复相反应烧结碳化硅陶瓷泵的制作方法,包括如下步骤:
35.s1,准备浇注料,在组装好的模具内浇注成型,经成型的坯体脱模、烘干和修坯,将烘干好的坯体烧成制备氮化硅结合碳化硅陶瓷结构件b,向氮化硅结合碳化硅陶瓷结构件b的孔隙内进行有机渗碳,固化;
36.s2,将有机渗碳的氮化硅结合碳化硅陶瓷结构件b与成型内模和石膏外模组成反应烧结碳化硅浇注或注浆成型型腔,如图1所示成型型腔位于所述泵壳1内壁,形成一层反应烧结碳化硅陶瓷层;
37.s3,将反应烧结碳化硅浆料浇注或注浆到成型型腔中,成型完成后静置一段时间后进行脱模、烘干、修坯,将反应烧结碳化硅陶瓷坯体复合在氮化硅结合碳化硅陶瓷层上;
38.s4,将复合陶瓷坯体放入反应烧结炉内,并覆盖硅粉在温度为1600℃、惰性气体保护下反应烧结,得到反应烧结碳化硅 氮化硅结合碳化硅陶瓷结构件b;
39.s5,在s4处理后的陶瓷结构件b表面涂刷一层或多层界面层,并在120℃固化3小时,在金属骨架部a表面涂刷一层或多层界面层,并在120℃固化3小时;
40.s6,将反应烧结碳化硅 氮化硅结合碳化硅陶瓷结构件b与金属骨架部a复合:将反应烧结碳化硅 氮化硅结合碳化硅陶瓷结构件b和金属骨架部a组装成为一体,将树脂
‑
碳化硅组合粘接浆料通过填充到反应烧结碳化硅 氮化硅结合碳化硅陶瓷结构件b和金属骨架部a之间的缝隙,填充完成后放置在120℃固化6小时,分别得到碳化硅陶瓷复合叶轮3、前护板2、后护板4和泵壳1;
41.s7,将复合好的叶轮3、前护板2、后护板4和泵壳1与金属接合板、机械密封、托架组装成完整的渣浆泵。
42.步骤s1中填充液包括苯乙烯、甲基丙烯酸甲酯二者之和重量的2%的助剂偶氮二异丁腈。
43.步骤s2中有机渗碳的氮化硅结合碳化硅陶瓷结构件b与成型形腔相接处涂覆有粘接剂,粘接剂按质量份计包括碳化硅粉体80份,炭15份、树脂8份、偶联剂4份、固化剂1份,二氧化硅微粉2份,用作结合剂,树脂为环氧树脂,偶联剂为kh550,固化剂为间苯二胺。
44.实施例2
45.一种复相反应烧结碳化硅陶瓷泵的制作方法,包括如下步骤:
46.s1,准备浇注料,在组装好的模具内浇注成型,经成型的坯体脱模、烘干和修坯,将烘干好的坯体烧成制备氧化硅结合碳化硅陶瓷结构件b,向氧化硅结合碳化硅陶瓷结构件b的孔隙内进行有机渗碳,固化;
47.s2,将有机渗碳的氧化硅结合碳化硅陶瓷结构件b与成型内模和石膏外模组成反应烧结碳化硅浇注或注浆成型型腔,如图2所示,反应烧结碳化硅分散设置在陶瓷结构件b上;
48.s3,将反应烧结碳化硅浆料浇注或注浆到成型型腔中,成型完成后静置一段时间后进行脱模、烘干、修坯,将反应烧结碳化硅陶瓷坯体复合在氮化硅结合碳化硅陶瓷层上;
49.s4,将复合陶瓷坯体放入反应烧结炉内,并覆盖硅粉在温度为1800℃、惰性气体保护下反应烧结,得到反应烧结碳化硅 氧化硅结合碳化硅陶瓷结构件b;
50.s5,在s4处理后的陶瓷结构件b表面涂刷一层或多层界面层,并在60℃固化8小时,在金属骨架部a表面涂刷一层或多层界面层,并在60℃固化6小时;
51.s6,将反应烧结碳化硅 氧化硅结合碳化硅陶瓷结构件b与金属骨架部a复合:将反应烧结碳化硅 氧化硅结合碳化硅陶瓷结构件b和金属骨架部a组装成为一体,将树脂
‑
碳化硅组合粘接浆料通过填充到反应烧结碳化硅 氧化硅结合碳化硅陶瓷结构件b和金属骨架部a之间的缝隙,填充完成后放置在60℃固化12小时,分别得到碳化硅陶瓷复合叶轮3、前护板2、后护板4和泵壳1;
52.s7,将复合好的叶轮33、前护板22、后护板44和泵壳11与金属接合板、机械密封、托架组装成完整的渣浆泵。
53.步骤s1中填充液包括苯乙烯、甲基丙烯酸甲酯二者之和重量的1%的助剂偶氮二异丁腈、粒径为10~20μm炭粉、苯乙烯羧酸类分散剂。
54.步骤s2中有机渗碳的氧化硅结合碳化硅陶瓷结构件b与成型形腔相接处涂覆有粘接剂,粘接剂按质量份计包括碳化硅粉体90份,炭黑5份、树脂10份、偶联剂2份、固化剂2份,二氧化硅微粉1份,树脂为环氧树脂,偶联剂为kh550,固化剂为间苯二胺。
55.实施例3
56.一种复相反应烧结碳化硅陶瓷泵的制作方法,包括如下步骤:
57.s1,准备浇注料,在组装好的模具内浇注成型,经成型的坯体脱模、烘干和修坯,将烘干好的坯体烧成制备无压烧结碳化硅和氮化硅结合碳化硅复合而成的陶瓷结构件b,向无压烧结碳化硅陶瓷结构件b的孔隙内进行有机渗碳,固化;
58.s2,将有机渗碳的无压烧结碳化硅和氮化硅结合碳化硅复合而成的陶瓷结构件b与成型内模和石膏外模组成反应烧结碳化硅浇注或注浆成型型腔;无压烧结碳化硅和氮化硅结合碳化硅复合而成的陶瓷结构件b应当理解为泵体在不同部位分别采用了这两种材料拼合而成。
59.s3,将反应烧结碳化硅浆料浇注或注浆到成型型腔中,成型完成后静置一段时间后进行脱模、烘干、修坯,将反应烧结碳化硅陶瓷坯体复合在氮化硅结合碳化硅陶瓷层上;
60.s4,将复合陶瓷坯体放入反应烧结炉内,并覆盖硅粉在温度为1700℃、惰性气体保护下反应烧结,得到反应烧结碳化硅 无压烧结碳化硅陶瓷结构件b;
61.s5,在s4处理后的陶瓷结构件b表面涂刷一层或多层界面层,并在90℃固化6小时,在金属骨架部a表面涂刷一层或多层界面层,并在90℃固化5小时;
62.s6,将陶瓷结构与金属骨架部a复合:将陶瓷结构和金属骨架部a组装成为一体,将树脂
‑
碳化硅组合粘接浆料通过填充到陶瓷结构和金属骨架部a之间的缝隙,填充完成后放置在90℃固化9小时,分别得到碳化硅陶瓷复合叶轮3、前护板2、后护板4和泵壳1;
63.s7,将复合好的叶轮3、前护板2、后护板4和泵壳1与金属接合板、机械密封、托架组装成完整的渣浆泵。
64.步骤s1中填充液包括苯乙烯、甲基丙烯酸甲酯二者之和重量的1%的助剂偶氮二异丁腈、粒径为5μm炭黑、非离子分散剂辛基苯酚聚氧乙烯醚。
65.步骤s2中有机渗碳的无压烧结碳化硅陶瓷结构件b与成型形腔相接处涂覆有粘接剂,粘接剂按质量份计包括碳化硅粉体85份,炭黑10份、树脂11份、偶联剂3份、固化剂1份,二氧化硅微粉3份,树脂为环氧树脂,偶联剂为kh550,固化剂为间苯二胺。
66.所述实施例1中,如图1所示,反应烧结碳化硅陶瓷层x成片覆盖在泵壳1的隔舌和内腔壁上、所述前护板2和所述后护板4的直接与渣浆接触的工作面和叶轮上,叶轮3包括有连接部以及连接部上的若干个弧形的叶片部;如图2所示,在实施例2和实施例3中,叶轮3上的所述反应烧结碳化硅陶瓷层x分散设置。反应烧结碳化硅陶瓷层x上设置若干凸起,陶瓷结构件b上设置若干供凸起嵌入的凹槽,可使二者结合更为紧密。
67.进一步优化的,氮化硅结合碳化硅陶瓷结构件(b)的材质可替换为氧化硅结合碳化硅陶瓷、无压烧结碳化硅陶瓷、氧化铝高温陶瓷、复相高温陶瓷中的一种或多种复合。
68.通过实施例1至实施例3制造的渣浆泵流量均在160
‑
4500m3/h之间,扬程均在11
‑
110m之间,转速均在50
‑
1550r/min之间,效率均在65%
‑
82%之间。适用于酸性条件,重量浓
度≤70%,最大颗粒尺寸≤15mm(具有耐强磨蚀性),温度≤100℃的介质的输送,同等工况环境使用寿命是传统泵的4倍以上。实施例1至3的陶瓷结构件b的体积密度在2.75
‑
2.95g/cm3之间,显气孔率都≤2%,常温抗折强度达到100mpa以上,封闭了氮化硅结合碳化硅材料的大部分气孔,有效减少了碳化硅颗粒与具有腐蚀的浆液的接触面积并解决浆液渗漏,提高材料的耐酸碱腐蚀性能。
69.上述描述仅是对本发明较佳实施例的描述,并非对本发明范围的任何限定,本发明领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。