1.本发明涉及结构与机构精度设计技术领域,特别是涉及一种复杂传动机构三围尺寸链分析方法。
背景技术:
2.传动机构是运动机构的重要组成部分,实现动力由驱动源向执行机构的传递。受限于零件加工精度和装配误差,执行机构末端将产生一定的机械零位置偏差和间隙。目前传动机构设计中往往借鉴成功产品经验,缺少系统的精度分配方法作为指导,导致零件加工难度、成本和报废率增加,不利于批量生产。
3.因此有必要针对传动机构的机械零位和间隙开展尺寸链分析,以优化各环节的精度设计。由于传动机构往往由诸多环节组成,传统的尺寸链分析方法难以满足要求。为解决上述问题,亟需引入尺寸链分析工具和方法,全面梳理尺寸链各组成环,通过概率分析的方式获得传统系统机械零位、间隙值以及各组成环量化的影响度,实现精度指标的最优分配。
4.本项目首先提出利用蒙特卡洛(monte—carlo)建立基于公差实际分布的概率化精度分析方法,然后借助teamcenter vsa三围尺寸链分析工具,解决了复杂机构尺寸链分析问题,实现了各组成环精度指标的最优分配,大幅降低零件加工和装配要求,有效提高生产效率和经济性。
技术实现要素:
5.为了解决目前传动机构设计中往往借鉴成功产品经验,缺少系统的精度分配方法作为指导,导致零件加工难度、成本和报废率增加,不利于批量生产的问题,本发明的目的是提供一种复杂传动机构三围尺寸链分析方法。
6.为了实现上述目的,本发明采用如下技术方案:一种复杂传动机构三围尺寸链分析方法,包括有以下步骤:
7.s1,建立尺寸链分析模型,设置各组成环公差及封闭环;
8.s2,应用teamcenter vsa三围尺寸链分析工具,建立三维尺寸链模型后,进行仿真次数、公差范围、是否可视化展示参数设置;
9.s3,依托各组成环影响因素分析,实施精度优化分配。
10.优选的,所述s1中,从所有各组成环的分布尺寸中随机抽样,并把由此得到的各随机抽样值带入到尺寸链方程中,进而求得封闭环,具体步骤如下:
11.步骤一,利用计算机产生一系列在0~1之间均匀分布的伪随机数a
i
;
12.步骤二,若组成环渐近正态分布,则可通过变换将均匀分布的随机数a
i
变换成标准正态分布n(0,1)的随机数,其变换公式为:
[0013][0014]
[0015]
式中的u1、u2为相互独立且服从n(0,1)分布的随机数;
[0016]
步骤三,由于各组成环尺寸的均方根差未必等于1,所以还要将u1、u2...u
q
变换为n(0,σ2)分布的随机数h1、h2...h
q
,而h
i
则是符合各组成环尺寸分布特性的随机变量:
[0017]
h
i
=ml
i
t
i
/6xu1[0018]
式中:ml
i
为第i个组成环的中间尺寸数值,t
i
为第i个组成环的尺寸公差;
[0019]
步骤四,利用模拟的一组h
i
值,通过尺寸链方程式求得一系列的封闭环尺寸 n
i
值;
[0020]
步骤五,经过多次随机组合计算,进而求出封闭环的基本尺寸和公差;
[0021]
以上计算步骤中假定各组成环尺寸均为正态分布,若实际中非正态分布,如均匀分布或多件产品实测分布等,则应首先拟合出其分布规律,进而调成步骤二、步骤三中的计算公式,较为灵活。
[0022]
优选的,所述s2中,teamcenter vsa三围尺寸链分析步骤为:
[0023]
a)
→
定义目标尺寸,确定影响环节和装配顺序;
[0024]
b)
→
将待分析模型做轻量化处理,导入分析工具中,建立点线面等几何特征,创建基准,定义公差要求;
[0025]
c)
→
创建装配关系和测量变量;
[0026]
d)
→
进行仿真设置,获取可视化的尺寸分布和影响分析结果。
[0027]
优选的,所述s3中,由仿真结果和影响因误分析可以获取各组成环的影响程度,结合实际生产工过程中的工艺性,对原尺寸精度进行了优化分配,重复计算分析过程,能够获得精度优化分配结果。
[0028]
与现有技术相比,本发明实现的有益效果:采用概率化设计理念,建立了一套便于编程计算的蒙特卡洛尺寸链分析方法,实现了尺寸链的概率化分析,引入概率分析,有效解决了传统极限分析法中极为粗放的缺陷,同事计算方法灵活简捷,计算分析能够与生产过程实现良好联动;引入基于蒙特卡洛法的三围尺寸链分析工具,快速获得传统系统中零位和间隙的分布结果和各组成环的影响程度,包括尺寸公差、形位公差以及装配偏差,实现尺寸链分析的动态可视化和快速修改,解决了复杂结构和机构三维尺寸链分析问题,依据组成环影响程度分析结果,科学指导各组成环的精度分配,解决了各换节精度指标的快速最优化分配的问题,有效提高了产品的工艺性和经济性。
附图说明
[0029]
以下结合附图和具体实施方式来进一步详细说明本发明:
[0030]
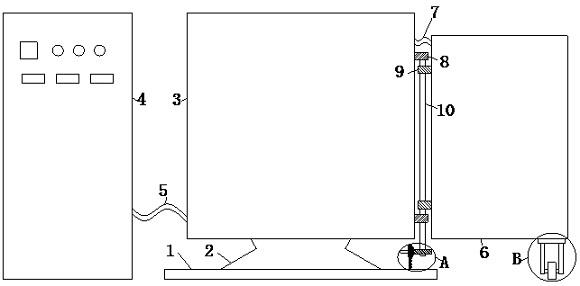
图1为本发明的teamcenter
‑
vsa尺寸链分析模型的示意图;
[0031]
图2为本发明的零位仿真结果的示意图;
[0032]
图3为本发明的零位影响因素分析的结构示意图。
具体实施方式
[0033]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0034]
请参阅图1至图3。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实
施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0035]
实施例1,
[0036]
一种复杂传动机构三围尺寸链分析方法,包括有以下步骤:
[0037]
s1,建立尺寸链分析模型,设置各组成环公差及封闭环;
[0038]
s2,应用teamcenter vsa三围尺寸链分析工具,建立三维尺寸链模型后,进行仿真次数、公差范围、是否可视化展示参数设置;
[0039]
s3,依托各组成环影响因素分析,实施精度优化分配。
[0040]
所述s1中,从所有各组成环的分布尺寸中随机抽样,并把由此得到的各随机抽样值带入到尺寸链方程中,进而求得封闭环,具体步骤如下:
[0041]
步骤一,利用计算机产生一系列在0~1之间均匀分布的伪随机数a
i
;
[0042]
步骤二,若组成环渐近正态分布,则可通过变换将均匀分布的随机数a
i
变换成标准正态分布n(0,1)的随机数,其变换公式为:
[0043][0044][0045]
式中的u1、u2为相互独立且服从n(0,1)分布的随机数;
[0046]
步骤三,由于各组成环尺寸的均方根差未必等于1,所以还要将u1、u2...u
q
变换为n(0,σ2)分布的随机数h1、h2...h
q
,而h
i
则是符合各组成环尺寸分布特性的随机变量:
[0047]
h
i
=ml
i
t
i
/6xu1[0048]
式中:ml
i
为第i个组成环的中间尺寸数值,t
i
为第i个组成环的尺寸公差;
[0049]
步骤四,利用模拟的一组h
i
值,通过尺寸链方程式求得一系列的封闭环尺寸 n
i
值;
[0050]
步骤五,经过多次随机组合计算,进而求出封闭环的基本尺寸和公差;
[0051]
以上计算步骤中假定各组成环尺寸均为正态分布,若实际中非正态分布,如均匀分布或多件产品实测分布等,则应首先拟合出其分布规律,进而调成步骤二、步骤三中的计算公式,较为灵活。
[0052]
所述s2中,teamcenter vsa三围尺寸链分析步骤为:
[0053]
a)
→
定义目标尺寸,确定影响环节和装配顺序;
[0054]
b)
→
将待分析模型做轻量化处理,导入分析工具中,建立点线面等几何特征,创建基准,定义公差要求;
[0055]
c)
→
创建装配关系和测量变量;
[0056]
d)
→
进行仿真设置,获取可视化的尺寸分布和影响分析结果。
[0057]
所述s3中,由仿真结果和影响因误分析可以获取各组成环的影响程度,结合实际生产工过程中的工艺性,对原尺寸精度进行了优化分配,重复计算分析过程,能够获得精度优化分配结果。
[0058]
实施例2,选取一传动机构:
[0059]
(1)建立尺寸链分析模型,设置各组成环公差及封闭环;
[0060]
传统机构由多个连杆、转轴组成,各连杆长度及机械副配合为组成环,转轴零位位封闭环。将其轻量化jt格式模型导入到teamcenter
‑
vsa中,得到机械零位分析模型,如图2所示。根据尺寸链计算需要,建立特征、公差,如表1 所示。
[0061][0062][0063]
表1;
[0064]
(2)仿真设置及计算结果分析
[0065]
建立三维尺寸链模型后,进行仿真次数、公差范围、是否可视化展示等参数设置,teamcenter
‑
vsa通过monte
‑
carlo仿真模拟了加工过程中的概率分布,即对所有尺寸进行组合,用来预测封闭环的尺寸分布。尺寸链中各环节若按概率分部考虑,可以根据零件工艺性、生产能力设置各项公差的西格玛范围,其中
±
3sig、
±
4sig、
±
5sig、
±
6sig分别表示合格率为99.73%、99.9973%、 99.9999%、99.9999998%。
[0066]
机械零位的仿真结果如图3所示,可知仿真结果的关键信息如下:
[0067]
1)distribution——仿真结果分布类型,如正态分布;
[0068]
2)mean——尺寸分布的中间值μ;
[0069]
3)lower spec limit(lsl)、upper spec limit(usl)——分别表示设计下偏差和上偏差;
[0070]
4)cp——cp=(usl
‑
lsl)/6σ,为某一工序保证加工质量的能力。cp<1为不令人满
意的工艺;1<cp<1.6为中等工艺能力;而cp>1.6为高等工艺能力。工业制造企业一般以cp不小于1.33作为企业的目标,cp过低说明产品不合格概率大,cp过高会增加成本[4];
[0071]
5)cpk——cpk=min[(usl
‑
μ)/3σ,(μ
‑
lsl)/3σ],为某道工序的加工精度能满足公差要求的程度。cpk、cp综合反映了生产工艺能力水平;
[0072]
6)low(estimate)——μ
‑
3σ对应的尺寸值;
[0073]
7)high(estimate)——μ 3σ对应的尺寸值。
[0074]
零位各环节的影响程度如图3所示,能够清晰获取各组成环对封闭环的影响程度。
[0075]
(3)依托各组成环影响因素分析,实施精度优化分配。
[0076]
由上述仿真结果和影响因误分析可以获取各组成环的影响程度,结合实际生产工过程中的工艺性,对原尺寸精度进行了优化分配,重复上述计算分析过程,能够获得精度优化分配结果。一般经过数论迭代,即可得到一组较优化的精度分配组合,保证尺寸链各环节影响程度更加均匀,尺寸精度分配更加合理,能够有效提高工艺性和经济性。
[0077]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。