1.本发明属于雕刻机技术领域,特别是涉及一种雕刻机配件生产流程工艺管理控制系统。
背景技术:
2.雕刻从加工原理上讲是一种钻铣组合加工,雕刻机多种数据输入模式根据需要游刃有余。电脑雕刻机有激光雕刻和机械雕刻两类,这两类都有大功率和小功率之分。因为雕刻机的应用范围非常广泛,因此有必要了解各种雕刻机的最合适的应用范围。小功率的只适合做双色板、建筑模型、小型标牌、三维工艺品等,雕刻玉石、金属等则需要功率在1500w以上。大功率雕刻机可以做小功率雕刻机的东西。最适合做大型切割、浮雕、雕刻,步进系统是目前市面上使用最多的驱动系统,最受欢迎的是三相混合式步进电机,约占90%以上的市场份额,究其原因是价格便宜,配上雷赛高细分驱动器后效果良好。但缺陷也比较明显,例如:共振、噪音、转速提高力矩降低、长时间工作容易丢步、电机温升过高等,混合伺服在国内的使用一直没有普及,究其原因有很多,国外的做混合伺服的厂家不多,而价格相对于交流伺服相比没有非常大的优势,只能在一些特殊的行业中使用。改进有:提高高速性能、减少发热,减少共振,交流伺服在雕刻机的使用还是比较少的,主要原因是价格比较高,另外交流伺服的应用对于机床的结构、电器、控制系统、传动系统都有一定的要求,就像木桶原理一样,最短的那块板决定了木桶盛水的量,因些交流伺服一般都是应用于高端的机型。交流伺服具有:响应快、力矩大、高转速、高精度、发热少,持续长时间工作,齐全的报警系统等。缺点:不同的设备要用不同的伺服参数,调节参数要求高水平的技术工程师;
3.目前的雕刻机配件生产流程工艺在一些流程上任需要人工进行干预,导致生产流程的自动化程度不够高,增加了工人的劳动强度,降低了生产效率,同时现有的雕刻机配件生产流程较为复杂,当出现错误时,人工排查效率较慢,影响生产的进行。
技术实现要素:
4.本发明的目的在于提供一种雕刻机配件生产流程工艺管理控制系统,以解决上述背景技术中提出的问题。
5.为解决上述技术问题,本发明是通过以下技术方案实现的:
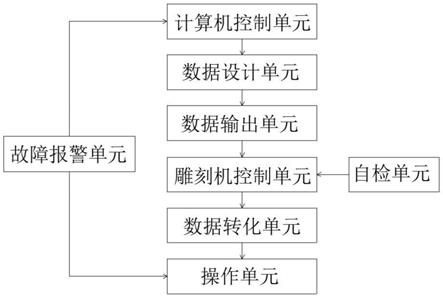
6.本发明为一种雕刻机配件生产流程工艺管理控制系统,包括包括计算机控制单元、数据设计单元、数据输出单元、雕刻机控制单元、自检单元、数据转化单元、操作单元和故障报警单元,所述计算机控制单元收集雕刻所需的基本数据,所述数据设计单元设置在计算机控制单元内部,所述数据设计单元将计算机控制单元收集的基本数据进行设计和排版,所述数据输出单元将数据设计单元处理后的数据输出至雕刻机控制单元,所述自检单元在雕刻机使用前检查自身各项指标是否正常运行,所述雕刻机控制单元将接收的数据传导至数据转化单元,所述数据转化单元将处理后的数据转化成能驱动步进电机或伺服电机的带有功率的信号,所述操作单元接收信号并控制雕刻头进行雕刻,所述故障报警单元监
视整个工艺过程并及时进行故障报警。
7.优选地,所述计算机控制单元是计算机的神经中枢,指挥全机中各个部件自动协调工作,在控制单元的控制下,计算机能够自动按照程序设定的步骤进行一系列操作,所述计算机控制单元收集雕刻所需的基本数据并进行存储。
8.优选地,所述数据设计单元包括多种雕刻软件,所述雕刻软件将计算机控制单元收集的基本数据进行设计和排版,所述雕刻软件在同一版面上可以同时输入中文,俄文,希腊文,韩文,日文等,所述雕刻软件还包括独特的替换复制功能和沿线排版功能。
9.优选地,所述数据输出单元是计算机等输出设备对各类输入数据进行加工处理后,将结果以用户所要求的形式输出,所述输出设备一般有行式打印机和数控绘图仪及其它扫描装置。
10.优选地,所述雕刻机控制单元包括驱动器、变频器和雕刻机控制器,所述驱动器接受控制器提供的脉冲信号,来驱动步进电机运动,所述变频器是接受控制器信号,输出高速脉冲的装置,所述雕刻机控制器是雕刻机控制系统中的核心部分,执行计算机软件命令,并控制变频器,驱动器工作。
11.优选地,所述数据转化单元是将数据从一种表示形式变为另一种表现形式的过程控制单元,所述数据转化单元将数据设计单元进行设计和排版后的信息转化成能驱动步进电机或伺服电机的带有功率的信号。
12.优选地,所述操作单元是指化学工业和其他过程工业中进行的物料粉碎、输送、加热、冷却、混合和分离等一系列使物料发生预期的物理变化的基本操作的控制单元,所述操作单元控制雕刻头对固定于主机工作台上的加工材料进行切削,即可雕刻出在计算机中设计的各种平面或立体的浮雕图形及文字。
13.优选地,所述故障报警单元所监视的故障包括超程故障、电脑故障、输出故障和雕刻故障,所述超程故障包括所设计的图形尺寸是否超出加工范围、机器电机轴与丝杠连接线是否松动、机器与计算机是否正确接地和当前坐标值是否超出软限位数值范围,所述电脑故障包括电脑控制卡与电器箱连接头是否松动,所述输出故障包括计算机和控制箱是否连接好、雕刻管理器的设置里查看空间是否已满和信号线接线是否松动,所述雕刻故障包括各部位的螺丝松动、处理的路径是否正确、文件是否太大、增减主轴转速,以适应不同的材料和刀具是否有损。
14.本发明具有以下有益效果:
15.本发明一种雕刻机配件生产流程工艺管理控制系统通过计算机控制单元和雕刻机控制单元,方便收集所需的基本数据并进行设计和排版,以及方便直接控制雕刻头对固定于主机工作台上的加工材料进行切削,即可雕刻出在计算机中设计的各种平面或立体的浮雕图形及文字,提高生产流程的自动化程度,提高生产效率,降低操作人员的劳动强度。
16.本发明一种雕刻机配件生产流程工艺管理控制系统通过故障报警单元,可以实时监控雕刻机配件生产流程工艺中的超程故障、电脑故障、输出故障和雕刻故障,提高生产流程过程中错误的排查效率,避免影响雕刻机的正常运行。
17.本发明一种雕刻机配件生产流程工艺管理控制系统操作方式简单,运行效率高,具备很高的推广价值。
18.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
19.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1为本发明的一种雕刻机配件生产流程工艺管理控制系统的运行模块流程图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
22.请参阅图1所示,本发明为一种雕刻机配件生产流程工艺管理控制系统,包括包括计算机控制单元、数据设计单元、数据输出单元、雕刻机控制单元、自检单元、数据转化单元、操作单元和故障报警单元,计算机控制单元收集雕刻所需的基本数据,数据设计单元设置在计算机控制单元内部,数据设计单元将计算机控制单元收集的基本数据进行设计和排版,数据输出单元将数据设计单元处理后的数据输出至雕刻机控制单元,自检单元在雕刻机使用前检查自身各项指标是否正常运行,雕刻机控制单元将接收的数据传导至数据转化单元,数据转化单元将处理后的数据转化成能驱动步进电机或伺服电机的带有功率的信号,操作单元接收信号并控制雕刻头进行雕刻,故障报警单元监视整个工艺过程并及时进行故障报警。
23.其中,计算机控制单元是计算机的神经中枢,指挥全机中各个部件自动协调工作,在控制单元的控制下,计算机能够自动按照程序设定的步骤进行一系列操作,计算机控制单元收集雕刻所需的基本数据并进行存储。
24.其中,数据设计单元包括多种雕刻软件,雕刻软件将计算机控制单元收集的基本数据进行设计和排版,雕刻软件在同一版面上可以同时输入中文,俄文,希腊文,韩文,日文等,雕刻软件还包括独特的替换复制功能和沿线排版功能。
25.其中,数据输出单元是计算机等输出设备对各类输入数据进行加工处理后,将结果以用户所要求的形式输出,输出设备一般有行式打印机和数控绘图仪及其它扫描装置。
26.其中,雕刻机控制单元包括驱动器、变频器和雕刻机控制器,驱动器接受控制器提供的脉冲信号,来驱动步进电机运动,变频器是接受控制器信号,输出高速脉冲的装置,雕刻机控制器是雕刻机控制系统中的核心部分,执行计算机软件命令,并控制变频器,驱动器工作。
27.其中,数据转化单元是将数据从一种表示形式变为另一种表现形式的过程控制单元,数据转化单元将数据设计单元进行设计和排版后的信息转化成能驱动步进电机或伺服电机的带有功率的信号。
28.其中,操作单元是指化学工业和其他过程工业中进行的物料粉碎、输送、加热、冷却、混合和分离等一系列使物料发生预期的物理变化的基本操作的控制单元,操作单元控制雕刻头对固定于主机工作台上的加工材料进行切削,即可雕刻出在计算机中设计的各种
平面或立体的浮雕图形及文字。
29.其中,故障报警单元所监视的故障包括超程故障、电脑故障、输出故障和雕刻故障,超程故障包括所设计的图形尺寸是否超出加工范围、机器电机轴与丝杠连接线是否松动、机器与计算机是否正确接地和当前坐标值是否超出软限位数值范围,电脑故障包括电脑控制卡与电器箱连接头是否松动,输出故障包括计算机和控制箱是否连接好、雕刻管理器的设置里查看空间是否已满和信号线接线是否松动,雕刻故障包括各部位的螺丝松动、处理的路径是否正确、文件是否太大、增减主轴转速,以适应不同的材料和刀具是否有损。
30.本实施例中,通过计算机控制单元和雕刻机控制单元,方便收集所需的基本数据并进行设计和排版,以及方便直接控制雕刻头对固定于主机工作台上的加工材料进行切削,即可雕刻出在计算机中设计的各种平面或立体的浮雕图形及文字,提高生产流程的自动化程度,提高生产效率,降低操作人员的劳动强度。
31.本实施例中,通过故障报警单元,可以实时监控雕刻机配件生产流程工艺中的超程故障、电脑故障、输出故障和雕刻故障,提高生产流程过程中错误的排查效率,避免影响雕刻机的正常运行,本发明一种雕刻机配件生产流程工艺管理控制系统操作方式简单,运行效率高,具备很高的推广价值。
32.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
33.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

