1.本发明涉及制造设备的设定条件决定方法、轧制机的轧机设置设定值的决定方法、轧制机的轧机设置设定值的决定装置、制造物的制造方法及轧制材料的制造方法。
背景技术:
2.轧制机中的轧机设置是确定各轧制机架输出侧处的轧制材料(卷材)的板厚及形状的工序,其设定值(轧机设置设定值)的最优化从稳定操作、品质确保的观点出发至关重要。
3.以往,提出有各种自动地进行轧机设置的方法,例如专利文献1、2公开了使用已学习神经网络算出轧机设置设定值的方法。而且,在非专利文献1中公开了基于数式模型(轧制模型)而进行通过序列二次规划法进行的数值最优化来对轧机设置设定值进行修正的方法。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开平5
‑
38511号公报
7.专利文献2:日本特开平8
‑
90020号公报
8.非专利文献
9.非专利文献1:村上晃等,“冷连轧机的轧制道次规程最优化”,铁和钢,一般社团法人日本铁钢协会,2004年,vol.90,no.11。
技术实现要素:
10.发明要解决的课题
11.在此,前述的专利文献1、2公开的方法基于大量的实绩数据来决定轧机设置设定值,因此存在如下的问题,例如在操作员观察电动机的负载状况等而手动地调整台架的压下率的情况下(发生了操作员的手动干预修正的情况下),难以将其在下一轧机设置中立即反映。
12.另外,在前述的非专利文献1公开的方法中,进行基于数式模型的最优化,因此会产生由于该数式模型的精度而性能变化的问题。而且,在前述的非专利文献1公开的方法中与前述的专利文献1、2同样地存在在发生了操作员的手动干预修正的情况下,难以将其在下一轧机设置中立即反映的问题。
13.本发明鉴于上述情况而作出,目的在于提供一种能够决定将基于操作员判断的设定值的手动干预修正的结果反映出来的设定条件的制造设备的设定条件决定方法、轧制机的轧机设置设定值的决定方法、轧制机的轧机设置设定值的决定装置、制造物的制造方法及轧制材料的制造方法。
14.用于解决课题的方案
15.为了解决上述的课题,实现目的,对于本发明的制造设备的设定条件决定方法,在向制造设备提供的设定条件的决定方法中,其特征在于,对已学习模型输入成为对象的制造物的制造条件和作为在该制造物的制造前由同一制造设备制造的制造物的设定条件的、反映了基于操作员在手动下的操作的设定条件的修正的设定条件,取得成为所述对象的制造物的设定条件,该已学习模型通过将成为对象的制造物的制造条件和作为在该制造物的制造前由同一制造设备制造的制造物的设定条件的、反映了基于操作员在手动下的操作的设定条件的修正的设定条件设为输入,并将成为所述对象的制造物的设定条件设为输出进行学习而得到。
16.另外,本发明的制造设备的设定条件决定方法的特征在于,在上述发明中,作为在成为所述对象的制造物的制造前由同一制造设备制造的制造物的设定条件的、反映了基于操作员在手动下的操作的设定条件的修正的设定条件是在成为所述对象的制造物紧前制造的制造物的设定条件。
17.为了解决上述的课题,实现目的,本发明的轧制机的轧机设置设定值的决定方法的特征在于,所述轧制机的轧机设置设定值的决定方法包括轧机设置设定值算出工序,在所述轧机设置设定值算出工序中,对已学习模型输入成为对象的轧制材料的轧机设置设定值和作为在该轧制材料的制造前由同一轧制机制造的轧制材料的轧机设置设定值的、反映了基于操作员在手动下的操作的设定值的修正的轧机设置设定值,取得成为所述对象的轧制材料的轧机设置设定值,该已学习模型通过将成为对象的轧制材料的制造条件和作为在该轧制材料的制造前由同一轧制机制造的轧制材料的轧机设置设定值的、反映了基于操作员在手动下的操作的设定值的修正的轧机设置设定值设为输入,并将成为所述对象的轧制材料的轧机设置设定值设为输出进行学习而得到。
18.另外,本发明的轧制机的轧机设置设定值的决定方法的特征在于,在上述发明中,所述已学习模型包括:第一已学习模型,通过将成为对象的轧制材料的制造条件和作为在该轧制材料的制造前由同一轧制机制造的轧制材料的轧机设置设定值的、反映了基于操作员在手动下的操作的修正的轧机设置设定值设为输入,并将成为所述对象的轧制材料的轧机设置设定值设为输出来使学习模型进行学习而得到;第二已学习模型,通过将成为所述对象的轧制材料的制造条件设为输入,并将成为所述对象的轧制材料的轧机设置设定值设为输出来使学习模型进行学习而得到,在所述轧机设置设定值算出工序中,在基于规定的判定条件而判定为使用上次的轧机设置设定值适当的情况下,通过对所述第一已学习模型输入成为所述对象的轧制材料的制造条件和在该轧制材料的制造前由同一轧制机制造的轧制材料的轧机设置设定值,将成为所述对象的轧制材料的轧机设置设定值作为输出而取得,在基于所述规定的判定条件判定为使用上次的轧机设置设定值不适当的情况下,通过对所述第二已学习模型输入成为所述对象的轧制材料的制造条件,将成为所述对象的轧制材料的轧机设置设定值作为输出而取得。
19.另外,本发明的轧制机的轧机设置设定值的决定方法的特征在于,在上述发明中,所述已学习模型通过将成为对象的轧制材料的制造条件、在该轧制材料的制造前由同一轧制机制造的轧制材料的制造条件、作为在该轧制材料的制造前由同一轧制机制造的轧制材料的轧机设置设定值的、反映了基于操作员在手动下的操作的设定值的修正的轧机设置设
定值设为输入,并将成为所述对象的轧制材料的轧机设置设定值设为输出来使学习模型进行学习而得到,在所述轧机设置设定值算出工序中,通过对所述已学习模型输入成为所述对象的轧制材料的制造条件、在该轧制材料的制造前由同一轧制机制造的轧制材料的制造条件、在该轧制材料的制造前由同一轧制机制造的轧制材料的轧机设置设定值,将成为所述对象的轧制材料的轧机设置设定值作为输出而取得。
20.为了解决上述的课题,实现目的,本发明的轧制机的轧机设置设定值的决定装置是轧制机的轧机设置工序中的轧机设置设定值的决定装置,其特征在于,所述轧制机的轧机设置设定值的决定装置具备轧机设置设定值算出装置,该轧机设置设定值算出装置通过对已学习模型输入成为对象的轧制材料的制造条件、在该轧制材料的制造前由同一轧制机制造的轧制材料的轧机设置设定值,将成为所述对象的轧制材料的轧机设置设定值作为输出而取得,所述已学习模型通过将成为所述对象的轧制材料的制造条件、作为在该轧制材料的制造前由同一轧制机制造的轧制材料的轧机设置设定值的、反映了基于操作员在手动下的操作的设定值的修正的轧机设置设定值设为输入,并将成为所述对象的轧制材料的轧机设置设定值设为输出来使学习模型进行学习而得到。
21.为了解决上述的课题,实现目的,本发明的基于制造设备的制造物的制造方法的特征在于,对制造设备设定通过所述的制造设备的设定条件决定方法决定的设定条件,并通过该制造设备来制造制造物。
22.为了解决上述的课题,实现目的,本发明的轧制材料的制造方法的特征在于,对轧制机设定通过所述的轧制机的轧机设置设定值的决定方法决定的轧机设置设定值,并通过该轧制机来制造轧制材料。
23.发明效果
24.根据本发明,通过使用包含前后的制造品种中的设定条件的关联性而进行学习后的已学习模型,能够容易得到将基于操作员判断的设定条件的手动干预修正的结果反映出来的设定条件。
附图说明
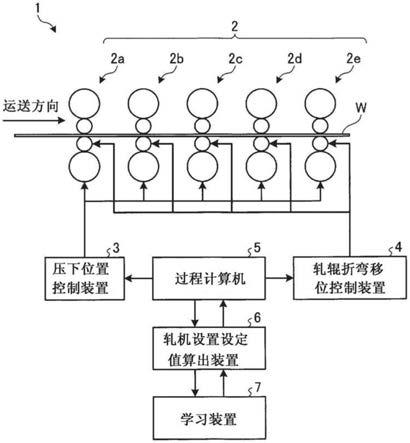
25.图1是将本发明的实施方式的轧机设置设定值的决定装置应用于具备多个轧制机架的轧制机设备的概略结构图。
26.图2是表示在本发明的实施方式的轧机设置设定值的决定方法的学习工序中使用的神经网络的结构的图。
27.图3是表示以往的轧机设置设定值的决定方法中的(a)学习阶段及(b)识别阶段的内容的图。
28.图4是表示本发明的实施方式的轧机设置设定值的决定方法中的(a)学习阶段及(b)识别阶段的内容的图。
29.图5是表示本发明的实施方式的轧机设置设定值的决定方法的步骤的流程图。
30.图6是本发明的实施方式的轧机设置设定值的决定方法的实施例,是表示通过以将上次的压下率设定值包含于输入的方式进行学习后的已学习神经网络预测的各轧制机架的压下率设定值(预测)与操作员对各轧制机架实际设定的压下率设定值(实绩)的关系的散布图。
31.图7是本发明的实施方式的轧机设置设定值的决定方法的比较例,是表示通过以未将上次的压下率设定值包含于输入的方式进行学习后的已学习神经网络预测的各轧制机架的压下率设定值(预测)与操作员对各轧制机架实际设定的压下率设定值(实绩)的关系的散布图。
具体实施方式
32.关于本发明的制造设备的设定条件决定方法、轧制机的轧机设置设定值的决定方法、轧制机的轧机设置设定值的决定装置、制造物的制造方法及轧制材料的制造方法,参照附图进行说明。需要说明的是,本发明没有限定为以下的实施方式。而且,以下的实施方式中的构成要素包括本领域技术人员能够且容易置换的要素或者实质上相同的要素。
33.(轧机设置设定值的决定方法)
34.本发明的实施方式的轧制机的轧机设置设定值的决定方法是在轧制机的轧机设置工序中用于决定轧机设置的条件(以下,称为“轧机设置设定值”)的方法。图1示出将实施本实施方式的轧机设置设定值的决定方法的轧机设置设定值的决定装置应用于轧制机设备1的例子。
35.轧制机设备1具备:具有对作为轧制材料的钢板(具体而言,卷材)w进行轧制的多个轧制机架2a~2e的轧制机2;对各轧制机架2a~2e的轧辊间隙进行控制的压下位置控制装置3;对各轧制机架2a~2e的轧辊折弯及轧辊移位进行控制的轧辊折弯移位控制装置4;进行轧机设置计算的过程计算机5;进行轧机设置设定值的算出的轧机设置设定值算出装置6;进行机器学习的学习装置7。本实施方式的轧机设置设定值的决定装置至少具备过程计算机5、轧机设置设定值算出装置6及学习装置7。
36.过程计算机5、轧机设置设定值算出装置6及学习装置7具体而言是由个人计算机、工作站等通用的信息处理装置实现的结构,例如以cpu、rom、ram等为主要构成部件。
37.需要说明的是,过程计算机5、轧机设置设定值算出装置6及学习装置7可以分别由不同的装置构成,或者,将轧机设置设定值算出装置6及学习装置7设为软件而使其内置于过程计算机5,由此可以通过一个装置构成过程计算机5、轧机设置设定值算出装置6及学习装置7。
38.过程计算机5基于由轧机设置设定值算出装置6算出的轧机设置设定值,算出压下位置控制装置3及轧辊折弯移位控制装置4的操作量。在本实施方式中,基于从过程计算机5输入的钢板w的轧制条件(制造条件),在轧机设置设定值算出装置6中算出轧机设置设定值。过程计算机5通过使该轧机设置设定值反映到轧制规程计算中,来变更压下位置控制装置3及轧辊折弯移位控制装置4的操作量。
39.轧机设置设定值算出装置6基于从学习装置7输入的学习结果(已学习模型)和从过程计算机5输入的钢板w的轧制条件,算出轧机设置工序中的轧机设置设定值。
40.在此,轧机设置工序是指根据钢板w的轧制条件来设定各轧制机架2a~2e的压下率的分配(压下规程)、前方张力、后方张力、轧辊折弯、轧辊移位等轧机设置设定值的过程。而且,钢板w的轧制条件是指例如板厚、板宽、钢种类、轧辊规格(轧辊直径等)等。
41.在轧机设置工序中,例如按照以下的参考文献1记载那样的流程,基于各轧制机架2a~2e的压下率及张力的设定,进行轧制载荷、轧制转矩等的预测计算,并进行用于行进期
间板厚变更的压下位置及轧辊周速度的算出。而且,在轧机设置工序中,通常来讲,基于材料规格、上述的轧制载荷的预测值来决定对钢板w的品质(例如板形状、非标准)影响大的轧辊折弯及轧辊移位的设定,并将操作员适当地手动调整后的值设为最终的轧机设置设定值。
42.参考文献1:中井耕三等,“轧机设置模型调整支持系统”,日立评论,日立评论社,1985年,vol.67,no.4。
43.学习装置7通过使作为学习模型的神经网络学习钢板w的轧制条件与轧机设置设定值的关联性,来生成作为已学习模型的已学习神经网络。图2示出在本实施方式中使用的神经网络的结构。该神经网络由输入层、一层以上的中间层、输出层构成。各层是仿射层(affine layer),中间层的输出具有sigmoid函数等适当的激活函数。
44.另外,本实施方式中使用的神经网络是递归型结构的神经网络(recurrent neural network:rnn)。在本实施方式中,可以使用对于rnn中的中间层输入同时刻(=t)的输入层的输入和前一时刻(=t
‑
1)的输出层的输出的“jordan网络(jordan network)”。需要说明的是,可以取代前述的jordan网络而使用对于中间层输入同时刻(=t)的输入层的输入和前一时刻(=t
‑
1)的中间层的输出的“elman网络(elman network)”。学习装置7例如离线或在线地使用反向传播法等来实施该神经网络的学习。
45.在此,在前述的专利文献1、2中,使用已学习神经网络算出了轧机设置设定值,但是在上述以往的轧机设置设定值的决定方法中,实施了例如图3所示的学习阶段及识别阶段。
46.首先,在学习阶段中,如图3(a)所示,以本次的钢板w的轧制条件成为输入、本次的钢板w的轧机设置设定值成为输出的方式使神经网络学习,生成已学习神经网络。然后,在识别阶段中,如该图(b)所示,对在学习阶段中生成的已学习神经网络输入本次的钢板w的轧制条件,由此将本次的钢板w的轧机设置设定值作为输出而取得。
47.然而,在实际的操作中,不是以原样使用在识别阶段取得的本次的轧机设置设定值,而是根据轧制机设备的状况适当进行由操作员进行的手动下的操作的设定条件(设定值)的修正(以下,称为“手动干预修正”),将反映了该手动干预修正的轧机设置设定值作为最终的设定值来使用。
48.需要说明的是,作为进行由操作员进行的手动干预修正的状况,可列举例如(1)负载集中于各轧制机架的电动机中的一部分,为了使负载分散于其他的电动机而想要变更各轧制机架的压下率的分配的情况,(2)由于各轧制机架的轧辊中的一部分磨损,因此为了防止钢板的滑移而想要变更各轧制机架的压下率的分配的情况,(3)在轧制机架的进入侧钢材可能会蛇行,因此想要变更各轧制机架的压下率的分配的情况等。
49.另外,在以往的轧机设置设定值的决定方法中,将在前后处理的钢板分别考虑为独立的钢板,在“前后的钢板的轧机设置设定值没有关联性”这样的前提下预测了轧机设置设定值。因此,在前述的识别阶段(参照图3(b))中,如果例如钢种类等轧制条件相同,则与轧制机设备的状况、上次的轧机设置设定值无关地始终输出相同的轧机设置设定值。
50.然而,在实际的操作中多为如下情况,例如钢板与轧辊的摩擦状态、润滑状态等轧制状况被保存,即使前后的钢板的钢种类存在些许差异,在前后的钢板中也持续同样的轧制状况。
51.例如,在各轧制机架中的一部分处于容易滑移的倾向的情况下,轧辊的状态和润滑油的性状是容易滑动的状态,因此即使前后的钢板的钢种类存在些许差异,也会继续保持容易滑移的倾向。现场的操作员在经验上知晓该情况,因此,以即使前后的钢板的轧制条件存在些许差异也在前后的钢板成为相同的轧机设置设定值的方式进行手动干预修正,或者以即使前后的钢板的轧制条件相同也在前后的钢板成为不同的轧机设置设定值的方式进行手动干预修正。
52.因此,在本实施方式的轧机设置设定值的决定方法中,将包含有手动干预修正的轧机设置设定值以也包含前后的轧机设置设定值的关联性的方式事先学习,由此能够预测反映了上述那样的轧制状况的保存的原则、操作员的经验规律的轧机设置设定值。在本实施方式的轧机设置设定值的决定方法中,具体而言,实施图4所示的学习阶段及识别阶段。
53.首先,在学习阶段中,如图4(a)所示,以成为对象的钢板w(以下,称为“本次的钢板w”)的轧制条件和在该钢板w的制造前利用同一轧制机2制造的钢板w(以下,称为“上次的钢板w”)的轧机设置设定值成为输入、本次的钢板w的轧机设置设定值成为输出的方式使神经网络学习,生成已学习神经网络。然后,在识别阶段中,如该图(b)所示,对已学习神经网络输入本次的钢板w的轧制条件和上次的钢板w的轧机设置设定值,由此将本次的钢板w的轧机设置设定值作为输出而取得。
54.需要说明的是,前述的“上次的钢板w的轧机设置设定值”是指反映了操作员的手动干预修正的结果的最终的轧机设置设定值。而且,“上次的钢板w的轧机设置设定值”是指在紧接本次的钢板w之前制造的钢板w的轧机设置设定值。
55.以下,具体说明本实施方式的轧机设置设定值的决定方法的各工序。在本实施方式中,依次进行学习工序(学习阶段)、轧机设置设定值算出工序(识别阶段)。首先,在学习工序中,学习装置7进行第一学习工序及第二学习工序。
56.在第一学习工序中以也包含前后的钢板w的轧机设置设定值的关联性的方式进行学习。即,在第一学习工序中,根据过去的操作实绩来准备将本次的钢板w的轧制条件和上次的钢板w的轧机设置设定值且反映了操作员的手动干预修正的轧机设置设定值设为输入,并将本次的钢板w的轧机设置设定值设为输出的学习用的多个教师数据(以下,称为“学习数据”),来使神经网络进行学习,由此,生成第一已学习神经网络。
57.需要说明的是,,在本次钢板w中进行了手动干预修正的情况下,优选使用反映了该手动干预修正的设定值作为学习使用的“本次的钢板w的轧机设置设定值”,但是即使将未反映手动干预修正的设定值(即,在识别阶段算出的设定值)使用于学习,也不会成为问题。
58.在第二学习工序中,以不包含前后的钢板w的轧机设置设定值的关联性的方式进行学习。即,在第二学习工序中,将本次的钢板w的轧制条件设为输入、将本次的钢板w的轧机设置设定值设为输出,来使神经网络学习,由此生成第二已学习神经网络。
59.在轧机设置设定值算出工序中,如图5所示,轧机设置设定值算出装置6判定使用上次的轧机设置设定值的情况是否适当(步骤s1)。在本步骤中,例如在前后的钢板w中同样的轧制状况继续的情况下(轧制状况未变化的情况下)进行肯定判定,在同样的轧制状况未继续的情况下(轧制状况变化的情况下)进行否定判定。
60.在步骤s1中,在判定为使用上次的轧机设置设定值适当的情况下(步骤s1为
“
是”),轧机设置设定值算出装置6对于第一已学习神经网络输入本次的钢板w的轧制条件和上次的钢板w的轧机设置设定值,由此将本次的钢板w的轧机设置设定值作为输出而取得(步骤s2)。然后,过程计算机5使用得到的轧机设置设定值,进行轧机设置(步骤s3),结束本处理。
61.需要说明的是,在步骤s1中进行肯定判定的“使用上次的轧机设置设定值的情况是适当的情况”是指在前后的钢板w中轧制状况未变化,因此如果在本次的轧机设置设定值的预测中使用上次的轧机设置设定值,则容易预测出如操作员希望那样(符合操作员的经验规律)的轧机设置设定值。
62.在此,在步骤s1中,在判定为使用上次的轧机设置设定值不适当的情况下(步骤s1为“否”),轧机设置设定值算出装置6对第二已学习神经网络输入本次的钢板w的轧制条件,由此取得本次的钢板w的轧机设置设定值作为输出(步骤s4),进入步骤s3。
63.需要说明的是,在步骤s1中作出否定判定的“使用上次的轧机设置设定值不适当的情况”是指例如在紧接轧辊的重组之后等,在前后的钢板w中轧制状况变化,因此如果在本次的轧机设置设定值的预测中使用上次的轧机设置设定值,则容易预测出操作员不希望(不符合操作员的经验规律)的轧机设置设定值。
64.根据以上说明的本实施方式的轧机设置设定值的决定方法及轧机设置设定值的决定装置,通过使用以包含前后的钢板w的轧机设置设定值的关联性的方式学习的已学习神经网络,能够容易得到反映了基于操作员判断的轧机设置设定值的手动干预修正的结果的轧机设置设定条件。
65.另外,在前述的非专利文献1公开的方法中,进行基于数式模型的最优化,因此例如轧制条件变化时,需要重新制作模型,但是在本实施方式的轧机设置设定值的决定方法及轧机设置设定值的决定装置中,不需要这样重新制作模型。
66.(变形例)
67.在此,在本实施方式的轧机设置设定值的决定方法中,在学习工序中,除了本次的钢板w的轧制条件之外,关于上次的钢板w的轧制条件也使神经网络进行学习。
68.在该情况下,在事先进行的学习工序中,将本次的钢板w的轧制条件、上次的钢板w的轧制条件、上次的钢板w的轧机设置设定值设为输入,并将本次的钢板w的轧机设置设定值设为输出而进行神经网络的学习,由此,生成已学习神经网络。然后,在轧机设置设定值算出工序中,对已学习神经网络输入本次的钢板w的轧制条件、上次的钢板w的轧制条件、上次的钢板w的轧机设置设定值,由此将本次的钢板w的轧机设置设定值作为输出而取得。
69.这样,通过使用以包含前后的钢板w的轧制条件的关联性的方式学习后的已学习神经网络,能够进一步提高轧机设置设定条件的预测精度。
70.(制造设备的设定条件决定方法)
71.在此,在上述的实施方式中,作为制造设备的一例列举了轧制机设备1进行了说明,但是本发明的方法也能够广泛地应用于轧制机设备1以外的制造设备。在该情况下,作为切换制造设备中的制造物时的制造设备的设定条件决定方法,依次进行学习工序、设定条件算出工序。
72.在上述的学习工序中,将成为对象的制造物的制造条件和作为在该制造物的制造前由同一制造设备制造的制造物的设定条件的、反映了基于操作员在手动下的操作的设定
条件的修正的设定条件设为输入,并将成为对象的制造物的设定条件设为输出,来使神经网络学习,由此生成已学习神经网络。然后,在设定条件算出工序中,通过输入成为对象的制造物的制造条件和作为在该制造物的制造前由同一制造设备制造的制造物的设定条件的、反映了基于操作员在手动下的操作的设定条件的修正的设定条件,将成为对象的制造物的设定条件作为输出而取得。
73.根据这样的制造设备的设定条件决定方法,通过使用以包含前后的制造物的设定条件的关联性的方式学习后的已学习神经网络,能够预测反映了基于操作员判断的设定条件的手动干预修正的结果的设定条件。
74.实施例
75.以下,列举实施例而更具体地说明本发明。图6(a)~(e)是本发明的实施例,是表示基于本发明的方法通过以将上次的压下率设定值包含于输入的方式学习后的已学习神经网络预测出的各轧制机架的压下率设定值(预测)与操作员对各轧制机架实际设定的压下率设定值(实绩)的关系的散布图。
76.另外,图7(a)~(e)是本发明的比较例,是表示基于专利文献1公开的方法通过以未将上次的压下率设定值包含于输入的方式学习后的已学习神经网络预测出的各轧制机架的压下率设定值(预测)与操作员对各轧制机架实际设定的压下率设定值(实绩)的关系的散布图。在图6及图7中,纵轴为各轧制机架的压下率设定值(预测),横轴为各轧制机架的压下率设定值(实绩)。而且,在本实施例中,在学习工序及轧机设置设定值算出工序中,使用了钢板w的板厚、板宽、钢种类、各轧制机架的轧辊规格(轧辊直径等)作为钢板w的轧制条件。
77.如图6及图7所示可知,通过使用本发明的方法,与使用了专利文献1公开的方法的情况相比,各轧制机架的压下率设定值的再现精度提高。即,可知,在本发明的方法中,与专利文献1公开的方法相比,均方根误差(root mean squared error:rmse)以各轧制机架平均计减少约52%,各轧制机架的压下率设定值(预测)与操作员实际设定(符合操作员的经验规律)的各轧制机架的压下率设定值(实绩)的误差减少。
78.以上,关于本发明的制造设备的设定条件决定方法、轧制机的轧机设置设定值的决定方法、轧制机的轧机设置设定值的决定装置、制造物的制造方法及轧制材料的制造方法,通过用于实施发明的方式及实施例进行了具体说明,但是本发明的主旨没有限定为这些记载,必须基于权利要求书的记载而广泛地解释。而且,基于这些记载进行各种变更、改变等的情况当然也包含于本发明的主旨。
79.例如,在前述的实施方式的轧机设置设定值的决定方法中,作为轧制材料的一例而列举卷材等钢板w进行了说明,但也可以将铝等其他原料作为对象材料。
80.另外,在前述的实施方式的轧机设置设定值的决定方法中,利用通过学习工序生成的两个已学习神经网络进行轧机设置设定值算出工序,但也可以通过学习工序仅生成一个已学习神经网络,并利用一个已学习神经网络进行轧机设置设定值算出工序。在该情况下,在第一学习工序与第二学习工序中进行相同的神经网络的学习,生成一个已学习神经网络。
81.在前后的钢板w中,在同样的轧制状况继续(轧制状况未变化)而前后的钢板w的轧机设置设定值存在关联性的情况下,实施第一学习工序。在第一学习工序中,将本次的钢板
w的轧制条件和上次的钢板w的轧机设置设定值设为输入,将本次的钢板w的轧机设置设定值设为输出,来使神经网络进行学习。
82.在前后的钢板w中,在同样的轧制状况未继续(轧制状况已变化)而前后的钢板w的轧机设置设定值没有关联性的情况下,实施第二学习工序。在第二学习工序中,将本次的钢板w的轧制条件和上次的钢板w的轧机设置设定值设为输入,将本次的钢板w的轧机设置设定值设为输出,来使神经网络学习。但是,在第二学习工序中,以将上次的钢板w的轧机设置设定值设为例如“0”那样的固定值等,使上次的钢板w的轧机设置设定值不对轧机设置设定值算出工序中的输出做贡献的方式设置来进行神经网络的学习。
83.需要说明的是,在上述的说明中,在“前后的钢板w的轧机设置设定值存在关联性的情况下”实施第一学习工序,在“前后的钢板w的轧机设置设定值没有关联性的情况下”实施第二学习工序,但是可以通过分别准备例如包含上次的钢板w的轧机设置设定值的第一学习数据、和虽然包含上次的钢板w的轧机设置设定值但将上次的钢板w的轧机设置设定值固定为“0”的第二学习数据并在一次的学习工序中对第一及第二学习数据进行学习,从而得到与实施了上述第一及第二学习工序的情况同样的已学习神经网络。
84.接下来,在轧机设置设定值算出工序中,对已学习神经网络输入本次的钢板w的轧制条件和上次的钢板w的轧机设置设定值,由此将本次的钢板w的轧机设置设定值作为输出而取得。但是,在轧机设置设定值算出工序中,在前后的钢板w中,在同样的轧制状况未继续而前后的钢板w的轧机设置设定值没有关联性的情况下,将例如“0”作为上次的钢板w的轧机设置设定值向已学习神经网络输入。
85.由此,能够使用一个已学习神经网络来分别预测在前后的钢板w中持续同样的轧制状况的情况下的轧机设置设定值、在前后的钢板w中未持续同样的轧制状况的情况下的轧机设置设定值。
86.另外,在前述的实施方式的轧机设置设定值的决定方法中,在学习工序中进行使用了神经网络的学习,但是除了神经网络以外,也可以使用可处理时序数据的决策树、支持向量机等机械学习方法进行学习,生成已学习模型。
87.另外,本发明的方法也可以适用于轧机设置工序以外的过程。例如对于热轧制的情况也如上述的参考文献1记载的流程那样进行压下规程的决定,因此本发明的方法有效。而且,在进行厚板轧制那样的反转方式的轧制的情况下,操作员判断摩擦状态、润滑状态等上次的轧制状况而变更设定值的机会多,因此本发明的方法特别有效地发挥作用。
88.另外,熔融锌镀敷钢板制造线中的镀敷附着量控制通常利用称为气体擦拭的方法进行。在该情况下,如果锌镀敷的性状不稳定化,则无法准确地测定镀敷附着量,因此通常在从锌壶分离了100m左右的场所设置附着量传感器,在反馈控制中产生较大的时间延迟。因此,在焊接点通过锌壶的定时,实施擦拭设备的设定变更。
89.对于这样的熔融锌镀敷钢板制造线中的镀敷附着量控制应用本发明的方法,使神经网络学习焊接点的前后的擦拭设备相对于钢板的设定值的关联性,通过使用其学习结果,能够得到反映了基于操作员判断的设定值的手动干预修正的结果的擦拭设备的设定值。
90.另外,熔融锌镀敷钢板制造线中的镀敷合金化控制通过感应加热或气体加热进行。在该情况下,如果锌镀敷合金化未完成,则无法准确地测定合金化度,因此通常在从锌
壶分离了100m左右的场所设置合金化度传感器,在反馈控制中产生较大的时间延迟。因此,在焊接点通过合金化加热部分的定时实施加热设备的设定变更。
91.对这样的熔融锌镀敷钢板制造线中的镀敷合金化控制应用本发明的方法,使神经网络学习焊接点的前后的加热设备相对于钢板的设定值的关联性,通过使用其学习结果,能够得到反映了基于操作员判断的设定值的手动干预修正的结果的加热设备的设定值。
92.另外,也能够将本发明的制造设备的设定条件决定方法应用于制造物的制造方法,对制造设备设定通过该制造设备的设定条件决定方法决定的设定条件,并通过该制造设备来制造制造物。而且,也能够将本发明的轧制机的轧机设置设定值的决定方法应用于轧制材料的制造方法,对轧制机设定通过该轧机设置设定值的决定方法决定的轧机设置设定值,通过该轧制机制造轧制材料。
93.标号说明
94.1 轧制机设备
95.2 轧制机
96.2a、2b、2c、2d、2e 轧制机架
97.3 压下位置控制装置
98.4 轧辊折弯移位控制装置
99.5 过程计算机
100.6 轧机设置设定值算出装置
101.7 学习装置
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

