1.本发明涉及一种气瓶充装设备,具体涉及一种充气设备。
背景技术:
2.液化气体一般采用称重法进行气体充装,存在充装压力高、易燃、易爆、剧毒等风险,且气瓶属压力容器,存在充装破裂风险,现阶段液化气体充装存在着的问题如下:整个充装过程都是人工操作,对员工来说体力消耗大,人与气瓶直接接触,危险系数高,需要自动充装设备替代人式操作。
技术实现要素:
3.本发明的目的是针对现有技术的不足,提供了一种称重法智能气体充装系统。
4.本发明的目的是通过以下技术手段实现的:
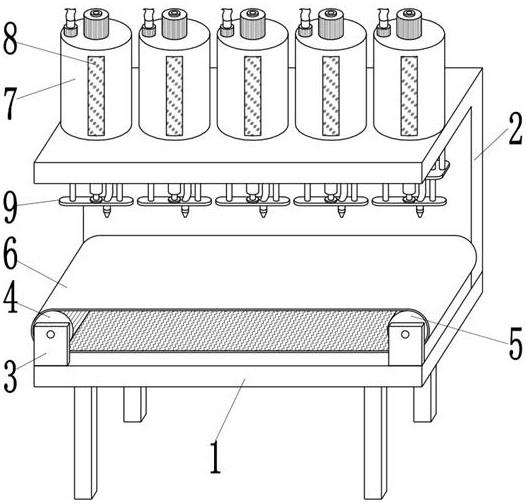
5.包括带有滑轨的工位框架、行走框架和充装工位框架,充装工位框架在工位框架的中部,行走框架沿滑轨移动,行走框架内设有气瓶夹紧组件和底部的气瓶托盘,气瓶托盘的下方设有电子称,充装工位框架内设有上下移动的充装框架,充装框架上设有手轮开关,手轮开关下方设有瓶阀充装组件,开始时行走框架在工位框架的前端,气瓶放入气瓶夹紧组件中,行走框架移动到充装工位框架,充装框架下降,手轮开关卡紧气瓶的手轮,瓶阀充装组件夹紧瓶阀,手轮开关拧开手轮,气瓶夹紧组件向气瓶中充装气体并称重,充装结束后,手轮开关关闭手轮,手轮开关和气瓶夹紧组件松开并上升,行走框架移动到工位框架后端。
6.优选的方案,工位框架上有同步带,同步带驱动行走框架移动。
7.优选的方案,充装工位框架上有电动机,电动机带动丝杠转动,丝杠上有螺母,螺母安装在充装框架上。
8.与现有技术相比本发明具有以下明显的优点:实现自动充装、称重、输送,完全替代人工操作,安全,效率高。
附图说明
9.图1为本发明的结构示意图;图2为工位框架和行走框架的结构示意图;图3为托瓶框架的结构示意图;图4为充装框架的结构示意图。
具体实施方式
10.以下结合附图说明和具体实施方式对本发明作进一步的详细描述。
11.如图所示的称重法智能气体充装系统,包括带有滑轨342的工位框架341、行走框架343和充装工位框架344,充装工位框架344在工位框架341的中部,滑轨342在工位框架341上端两侧,行走框架343下端有滑块,滑块沿滑轨移动,工位框架341上有同步带,同步带驱动行走框架343移动。
12.行走框架343固定托瓶框架353,托瓶框架353底部上方有气瓶托盘354,气瓶托盘354的下方设有电子称,气瓶托盘354上固定气瓶框架352,气瓶框架352上两侧各固定一个双向所缸3532,双向所缸3532两端的气缸杆固定卡座3531,卡座3531中部设有凹槽,凹槽为v形。
13.充装工位框架344两侧设有竖直的第二滑轨,充装框架346两侧有第二滑块,第二滑块配合第二滑轨,充装框架346沿充装工位框架344上下移动,充装工位框架344上有电动机345,电动机345带动丝杠3441转动,丝杠3441上有螺母,螺母安装在充装框架346上,丝杠螺母机构带动充装框架346上下移动。
14.充装框架346顶端设有第二电机3471,第二电机3471转轴下端固定第二双向气缸3472,第二双向气缸3472的气缸杆下端各固定一半圆形的夹手3473,第二电机3471、第二双向气缸3472、两夹手3473构成手轮开关347。
15.手轮开关347下方设有瓶阀充装组件348,瓶阀充装组件348包括两个第三气缸3483和夹板3481,夹板3481固定在第三气缸3483的气缸杆上,夹板3481中部安装充气奶嘴3482,充气奶嘴3482连接充气管,第三气缸3483固定在夹紧托盘349上,夹紧托盘349通过滑台350固定在充装框架346上。
16.开始时行走框架343在工位框架341的前端,气瓶放入气瓶托盘354上,夹紧气瓶后,启动同步带,行走框架343移动到充装工位框架344下方,托瓶框架353下降,将气瓶托盘354落到电子称上,托瓶框架353与气瓶托盘354分离,充装框架34下降,滑台350带动夹紧托盘349移动到瓶阀位置,夹紧瓶阀,手轮开关347夹紧手轮并旋转,打开气瓶阀门后开始进行充装、称重,充装结束后,手轮开关347关闭瓶阀,手轮开关347和气瓶夹紧组件348松开并上升,行走框架346移动到工位框架341后端。
技术特征:
1.称重法智能气体充装系统,包括带有滑轨的工位框架、行走框架和充装工位框架,其特征是:所述充装工位框架在所述工位框架的中部,所述行走框架沿所述滑轨移动,所述行走框架内设有气瓶夹紧组件和底部的气瓶托盘,所述气瓶托盘的下方设有电子称,所述充装工位框架内设有上下移动的充装框架,所述充装框架上设有手轮开关,所述手轮开关下方设有瓶阀充装组件,开始时所述行走框架在所述工位框架的前端,气瓶放入所述气瓶夹紧组件中,所述行走框架移动到所述充装工位框架,所述充装框架下降,所述手轮开关卡紧气瓶的手轮,所述瓶阀充装组件夹紧瓶阀,所述手轮开关拧开手轮,所述气瓶夹紧组件向气瓶中充装气体并称重,充装结束后,所述手轮开关关闭手轮,所述手轮开关和所述气瓶夹紧组件松开并上升,所述行走框架移动到所述工位框架后端。2.如权利要求1所述的称重法智能气体充装系统,其特征是:所述工位框架上有同步带,所述同步带驱动所述行走框架移动。3.如权利要求1所述的称重法智能气体充装系统,其特征是:所述充装工位框架两侧设有竖直的第二滑轨,所述充装框架两侧有第二滑块,所述第二滑块配合所述第二滑轨,所述充装框架沿所述充装工位框架上下移动,所述充装工位框架上有电动机,所述电动机带动丝杠转动,所述丝杠上有螺母,所述螺母安装在所述充装框架上。4.如权利要求1所述的称重法智能气体充装系统,其特征是:所述气瓶夹紧组件包括两个双向所缸,所述双向所缸两端的气缸杆各固定一个卡座,所述卡座中部设有凹槽。5.如权利要求1所述的称重法智能气体充装系统,其特征是:所述手轮开关包括第二电机、第二双向气缸和两个夹手,所述第二电机的转轴下端固定所述第二双向气缸,所述第二双向气缸的气缸杆下端各固定一所述夹手。6.如权利要求1所述的称重法智能气体充装系统,其特征是:所述瓶阀充装组件包括两个第三气缸和夹板,所述夹板固定在所述第三气缸的气缸杆上,所述夹板中部安装充气奶嘴,所述充气奶嘴连接充气管。
技术总结
本发明涉及一种称重法智能气体充装系统,包括带有滑轨的工位框架、行走框架和充装工位框架,充装工位框架在工位框架的中部,行走框架沿滑轨移动,行走框架内设有气瓶夹紧组件和底部的气瓶托盘,气瓶托盘的下方设有电子称,充装工位框架内设有上下移动的充装框架,充装框架上设有手轮开关和瓶阀充装组件,开始时气瓶放入气瓶夹紧组件中,行走框架移动到充装工位框架,充装框架下降,手轮开关卡紧气瓶的手轮,瓶阀充装组件夹紧瓶阀,拧开手轮,气瓶夹紧组件向气瓶中充装气体并称重,充装结束后,关闭手轮,手轮开关和气瓶夹紧组件松开并上升,行走框架移动到工位框架后端。本发明实现自动充装、称重、输送,完全替代人工操作,安全,效率高。高。高。
技术研发人员:徐勇 陈鑫 徐福强 何岩 苏延才 张伟前
受保护的技术使用者:济宁协力能源有限公司
技术研发日:2021.01.18
技术公布日:2021/10/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。