吸烟制品的硬包装和用于生产该吸烟制品的硬包装的坯件
1.相关申请的引证
2.本专利申请要求2019年1月25日提交的意大利专利申请号102019000001125的优先权,其全部公开内容通过引证结合于此。
技术领域
3.本发明涉及一种用于吸烟制品(smoking article)的硬包装和一种生产所述用于吸烟制品的硬包装的坯件。
4.本发明在香烟包装中找到了有利的应用,下面的描述将明确参考该应用,而不失一般性。事实上,在本文中,将不加区别地提及“香烟”的具体示例,而不是更一般的表述“吸烟制品”,然而,这并不丧失与其他类型的制品(例如,雪茄(cigars)、烟叶雪茄(cigarillos)、电子烟或电子香烟、辅助产品,例如,过滤嘴、电子烟的再填充剂以及其他烟草制品或替代成分或烟草替代品)相关的一般性。
背景技术:
5.带有铰接盖的硬质香烟包装是目前市场上最受欢迎的香烟包装,因为它们易于制造、易于使用且实用,并且对其中的香烟提供了良好的保护。
6.一种带有铰接盖的硬包装香烟包括由一组包裹在一张金属纸中的香烟组成的内包装和容纳内包装的硬外壳。内包装最初是完全封闭的,并且具有用于香烟的提取开口,该提取开口可以由一次性的撕开部分(称为“拉”部分)封闭,当香烟包装第一次打开时,移除该撕开部分,以允许从内包装中提取封闭的香烟。否则,可以由可重复使用的封闭标签(即“打开和关闭”类型)封闭,该标签通过可重新定位的胶水连接到内包装上。在已知的硬包装中,外壳由具有开口顶端的杯形容器和盖组成,盖也是杯形的并铰接到容器的一端边缘,以相对于容器本身在开口和封闭端位置之间旋转。在已知的背包型包装(shoulder
‑
box
‑
type pack)中,盖在包装前壁的一个边缘铰接到杯形容器。然而,为了确保包装很好地封闭,通常被称为框架的加强元件被设置在杯体中,该加强元件沿着杯体的开口端的周边被粘合。这样,在盖的关闭位置,挤靠并接触加强元件,而不接触杯体。
7.在已知类型的包装中,加强元件是必不可少的,因为杯体和杯盖的深度是香烟包装的一半,并且当包装打开时,加强元件防止香烟掉出。换言之,在已知的香烟包装中,加强元件充当屏障,包围香烟的外壳。
8.然而,由于从杯体突出的过大的加强元件,这使得从包装中取出香烟变得困难和复杂。
9.然而,很明显,生产这种类型的香烟包装是非常复杂的,并且需要大量的材料来生产。
技术实现要素:
10.因此,本发明的目的是提供一种用于吸烟制品的硬包装和一种用于生产所述用于
吸烟制品的硬包装的坯件,没有现有技术的缺点,并且生产容易且经济。
11.根据本发明,提供了如所附权利要求所述的一种用于吸烟制品的硬包装和一种用于生产所述用于吸烟制品的硬包装的坯件。
附图说明
12.现在将参考附图描述本发明,示出了本发明的一些非限制性实施例,其中:
13.‑
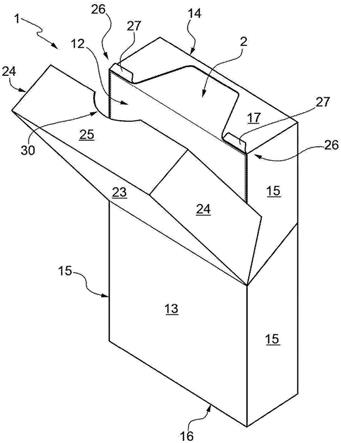
图1是根据本发明生产的处于关闭配置的包装的前透视图;
14.‑
图2是处于关闭配置的图1中的香烟包装的后透视图;
15.‑
图3是处于打开配置的图1中的香烟包装的前透视图;
16.‑
图4是处于打开配置的图1中的香烟包装的后透视图;
17.‑
图5是处于打开配置的根据另一实施例的香烟包装的前透视图;
18.‑
图6是封装在内包装中的香烟组的前透视图;
19.‑
图7是用于生产图1中的香烟包装的坯件的平面图;
20.‑
图8是根据第二实施例的用于生产香烟包装的坯件的平面图;
21.‑
图9是根据第三实施例的用于生产香烟包装的坯件的平面图;
22.‑
图10是根据第四实施例的用于生产香烟包装的坯件的平面图;
23.‑
图11是用于生产根据第五实施例的香烟包装的坯件的平面图;
24.‑
图12是根据第六实施例的用于生产香烟包装的坯件的平面图;
25.‑
图13是根据第七实施例的用于生产香烟包装的坯件的平面图;以及
26.‑
图14是用于生产图6所示的香烟包装的分离元件的坯件的平面图。
具体实施方式
27.在图1中,参考数字1总体上表示香烟包装。香烟包装1具有由两个较大的侧壁、两个较小的侧壁和两个端壁限定的大致矩形的平行六面体形状,并且包括至少一个香烟组2和设置有盖4的容纳元件3。
28.在香烟包装1的以下描述中,术语“低”、“高”、“前”和“后”将用于表示包装1的各部分的位置,假设包装被设置成使得主要延伸方向(或香烟的轴线)是竖直的。因此,下壁和上壁分别设置为“低下”和“高上”,前壁和后壁分别限定“前”和“后”。
29.术语“截面”是指香烟包装1或香烟组2的垂直于其主要延伸方向的截面。
30.术语“宽度”是指平行于前壁(最大侧壁)和垂直于较小侧壁以及包装1的主要延伸方向测量的尺寸。
31.术语“高度”是指平行于前壁并垂直于下端壁和上端壁(封闭包装)测量的尺寸。
32.术语“深度”是指垂直于前壁并平行于下壁、上壁和较小侧壁测量的尺寸。
33.例如,在图6中示出的香烟组2优选包裹在内包装5中,并且具有前壁6、后壁7、两个侧壁8、下壁9和上壁10。内包装5的至少一部分可以在香烟组2的前壁6和上壁10上移除,从而可以形成开口,来移除香烟。内包装5可以包括例如材料的弱化线(未示出),沿着该弱化线撕开,以形成用于取出香烟的开口。材料弱化线可以在香烟纵向延伸的横向(优选垂直)和/或平行于香烟纵向延伸的方向上延伸。换言之,材料弱化线可以在前壁6、侧壁8和/或上壁10上延伸。
34.尤其在图1至图4中示出的容纳元件3围绕香烟组2。容纳元件3基本上制成为长方体,并且具有至少一个提取开口12,以存取香烟组2。容纳元件3包括:一个前壁13、一个后壁14、两个侧壁15、一个下壁16和一个上壁17。当香烟组2容纳在容纳元件3内时,用于从内包装5移除香烟的开口设置在容纳元件3的提取开口12处。提取开口12至少形成在容纳元件3的上壁17上。提取开口12有利地形成在容纳元件3的前壁13和上壁17上。
35.在图1至图4所示的实施例中,单个香烟组2设置在容纳元件3中。根据图5所示的实施例,容纳元件3容纳并排设置的两个香烟组2。术语“并排”是指两个香烟组2一个挨着一个设置,并与其相应的侧壁8相邻。有利地,在两个香烟组2之间,可以有分离元件18(其坯件45如图14所示)。分离元件18设置在两组2香烟之间的容纳元件3内。分离元件18包括两个折叠且重叠的中心壁19和两个基本垂直于中心壁19设置的后壁20。特别地,中心壁19在另一中心壁19上折叠180
°
。两个侧壁19介于后壁20之间。后壁20相对于中心壁19基本垂直设置。
36.香烟组2设置在周围的容纳元件3中。优选地香烟组2被密封,以便保持香烟的香味和新鲜度。
37.香烟包装1还包括铰接在容纳元件3的前壁13上的盖4。特别地,盖4是杯形的,并且沿着铰接部21(如图2所示)铰接到容纳元件3,以相对于容纳元件3本身在提取开口12的打开位置(如图3和4所示)和关闭位置(如图1和2所示)之间旋转。
38.盖4包括与容纳元件3的前壁13铰接的前壁23、两个侧壁24和上壁25。特别地,如图1至图4所示,盖4的侧壁24和上壁25基本上与容纳元件3的侧壁15和上壁17一样深。换言之,盖4的侧壁24和容纳元件3的侧壁15以及盖4的上壁25和容纳元件3的上壁17基本上是相同的深度。术语“深度”是指相对于香烟组2的纵向延伸沿横向测量的尺寸。因此,在盖4的关闭位置,盖4的侧壁24完全覆盖容纳元件3的侧壁15的深度;并且盖4的上壁25完全覆盖容纳元件3的上壁17。因此,盖4的壁22和23包裹并直接面对容纳元件3的壁15和17。显然,盖4没有后壁。
39.如图3和图4所示,其示出了盖4打开的香烟包装1,香烟包装1可以包括锁定系统26,该锁定系统26被设计成将盖4保持在关闭位置。换言之,锁定系统26防止盖4意外打开。锁定系统26包括从容纳元件3突出的至少一个锁定凸片27和在盖4中获得的座部28,座部28被设计成容纳锁定凸片27的一部分。锁定凸片27从容纳元件3的上壁17设置(即,突出),特别是与提取开口12相邻。
40.根据一个可能的实施例,如图3和图4所示,锁定凸片27被制成容纳元件3的上壁17的延续部,并被折叠回到壁17本身上。以这种方式,由于折叠的锁定凸片27弹回,使得锁定凸片稳定地接合盖4中形成的座部28,以防止盖4意外打开。
41.根据该实施例,其中,香烟包装1包括两个香烟组2和两个提取开口12(每个靠近相应的香烟组2),锁定凸片27优选地设置在两个提取开口12之间。换言之,锁定凸片27优选居中地设置在两个提取开口12之间。
42.座部28可以通过凹槽29(例如,用图7和图10至图13所示的坯件制造香烟包装1)形成在盖4的上壁25的加强折板25”上。盖4的加强折板25”被配置为重叠(即,沿着相应的折叠线折叠180
°
),并且被粘合到盖4的上壁25。在加强折板25”的自由边缘上获得凹槽29。通过将加强折板25”重叠在上壁25上,形成座部28。
43.或者,如图4所示,生产具有坯件31的香烟包装1,例如,如图8、图9和图13所示,可
以通过制造面板25”(如图8至图10和图13所示)来获得座部28,从而在上壁25的没有面板25”重叠的部分上获得座部28。换言之,因为面板25”和加强折板25”具有比盖4的上壁25更小的表面尺寸,所以它们没有覆盖盖4的上壁25的整个表面,因此使得座部28处于未覆盖的部分。在这种情况下,座部28特别是形成在邻近盖4的前壁23的上壁25的拐角上。
44.根据一个可能的实施例,如图1至图4所示,容纳元件3的前壁13的高度(即沿着平行于香烟纵向延伸方向的方向测量的尺寸)等于盖4的前壁23的高度(即沿着平行于香烟纵向延伸方向的方向测量的尺寸)。换言之,铰接部21设置在香烟包装1的大约一半位置(即,沿着平行于香烟纵向延伸方向的方向测量的尺寸)。因此,前壁13和23具有基本相同的尺寸。
45.或者,容纳元件3的前壁13的高度(即沿着平行于香烟的纵向延伸方向的方向测量的尺寸)低于盖4的前壁23的高度。换言之,盖4具有比内部容纳元件3的前壁13大的前壁23。
46.为了使用户更容易打开盖4,盖4的上壁25可以在一个自由端设有凹部30。凹部30形成在上壁25和加强折板25’上。这样,用户可以将他或她的手指的至少一部分插入凹部30中,以作用在容纳元件3的上壁17上并打开盖4。
47.盖4的前壁23可以在内表面上设置有宣传文字或图画。
48.图7至图13示出了根据香烟包装1的不同实施例的坯件31。
49.特别地,容纳元件3的坯件31具有构成容纳元件3的上壁17的面板17’、构成容纳元件的后壁14的面板14’、构成容纳元件的下壁16的面板16’、构成前壁13的面板13’、构成盖4的前壁23的面板23’、构成盖4的上壁25的面板25’以及盖4的加强折板25”。面板13’、14’、16’和17’分别由折叠线32分开,坯件31沿着折叠线32折叠,从而将各个壁设置成彼此正交。如图7至图13所示,至少一个面板27’连接到面板17’的自由端,该自由端构成锁定系统26的锁定凸片27。面板13’通过构成铰接部21的折叠线33与面板23’分开。沿着折叠线33,还存在彼此隔开的切割线34。面板23’、25’和25”分别被折叠线35分开。折叠线32和35基本上彼此平行。
50.如图7至图13所示,面板17”在面板17’的两个边缘延伸,前者构成保持上壁17和侧壁15之间的相对位置的折板。在面板14’的两个边缘,面板15”延伸,构成侧壁15的一部分。而在面板13’的两个边缘,面板15’延伸,构成侧壁15的一部分。面板15’与面板15”重叠,从而形成香烟包装1的侧壁15。面板15’和15”分别通过折叠线36连接到面板14’和13’。在面板16’的两个边缘处,面板16”延伸,构成保持面板15”和16’之间(即,下壁16和侧壁15之间)的相对位置的凸片。
51.面板16”和17”通过折叠线37连接到相应的面板15”,折叠线37基本平行于折叠线32(特别是与折叠线32对齐)。面板16”通过切割线38与相应的面板15’和16’分开。切割线38包括与相应折叠线36对齐的部分以及与相应折叠线32对齐的部分(即,切割线38基本上以l形延伸)。面板17”由相应的面板17’通过切割线44分开。切割线44基本上与相应的折叠线36对齐。
52.在面板23’的两个边缘,面板24’延伸,构成盖4的侧壁24。面板15’由相邻面板24’通过材料弱化线39(特别是与部分未切割材料交替的切割线)分开。
53.根据图7、图11和图12所示,在面板25’的两个边缘处,面板24”延伸,其被配置为设置在面板24’下方。即,面板24’设置在相应的面板24”上。面板24’和24”通过切割线40彼此
分开。切割线40基本上与设置在面板23’和25’之间的相应折叠线35对齐。面板24”通过折叠线36连接到面板25”。面板24”优选具有矩形形状。
54.如图8至图10和图13所示,面板25”在边缘24’处延伸。面板25”通过折叠线41连接到面板24’。切割线41沿着设置在面板23’和25’之间的折叠线35延伸(即与折叠线35对齐)。面板25”连接到面板24’上,并且分开,优选地,通过切割线42与面板25’隔开。切割线42优选地与折叠线36间隔开。连接到面板24’的面板25”优选地具有三角形形状,并且与面板25’间隔开,使得当面板25”折叠在面板25’上时形成座部28。
55.因此,图7、图11和图12所示的坯件31与图8至图10和图13所示的坯件31的不同之处在于,包括面板24”(而不是面板25”),并且面板24”连接到面板25”。另一方面,图8至图10和图13所示的坯件31具有连接到面板24’的面板25”。
56.如图7至图13所示,在折叠线35处(介于面板25’和加强折板25”之间),通过将面板25”折叠到面板25’上,形成创建凹部30的冲孔43。
57.根据图7和图10至图13所示,加强折板25”具有形成座部28的凹槽29(或多个凹槽29)。换言之,在该实施例中,加强折板25”的自由边缘不是直的,而是有轮廓的。
58.如图7至图13所示,加强折板的面板25”具有基本上梯形的形状,即在侧面是倾斜的。
59.图14示出了用于制造分离元件18的坯件45。坯件45包括构成分离元件18的中心壁19的两个面板19’和设置在面板19’的相对边缘的构成分离元件18的后壁20的两个面板20’。
60.上述香烟包装1具有多个优点。
61.主要地,可以制造具有单个坯件31的香烟包装1,这制造了容纳元件3和盖4。因此,香烟包装1使得能够减少用于制造包装1本身的材料量。事实上,作为本发明的目的的香烟包装1不需要任何套环、框架或其他元件,因为提取开口12直接形成在容纳元件3上。容纳元件3的前壁13的存在使得易于抓住香烟包装1并更好地保护容纳在其中的香烟组2。此外,前壁13防止容纳在容纳元件3中的香烟意外脱落或掉落。
62.香烟包装1也可以容易地适应要容纳在内部的香烟的类型;事实上,通过朝着下壁16移动铰接部21,可以扩大提取开口12,以便更容易抓住和提取香烟。
63.也可以通过在容纳元件3的上壁17上形成的提取开口12的部分提取香烟。这使得在不移动(即转移)相邻香烟的情况下能够提取香烟。
64.香烟包装1可以容纳标准长度的香烟和较短长度的香烟(即比标准长度短)。
65.最后,香烟包装1的制造简单且经济。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

