1.本发明涉及医药机械,尤其涉及一种泡罩药板拆药机。
背景技术:
2.拆零药品是依据医师处方量由医院药师经药品原包装拆除,对药品重新分装并调剂药品。拆零药品在住院药房应用广泛,传统人工拆药既耗费人力、时间,又在拆药的过程中难免会有非洁净手与药品的直接接触,对药品造成污染。
3.随着科技的发展,在医院住院部药房中引进的全自动片剂摆药机代替人工摆药,能够按照医嘱能按照医嘱自动分药、打印、封装成单位剂量的口服药袋,大大提高了摆药时的卫生化、准确化、高效化的特性。摆药机在使用前需要将药片拆封并放入机器,对于瓶装的药片只需要倒入机器即可,但是对于铝塑泡罩药板封装的药片,则需要人工一个一个取出来,费时费力。因此,出现了针对泡罩药板的拆药装置。
4.现有技术中所公开的拆药装置,大多存在一下几种问题:1、其结构仅针对一种特定形制的泡罩药板设计,适用范围窄,实用性较差;2、两个辊子碾压拆药,在拆药时容易时药粒受通损伤破坏;3、拆药效率低,经常出现药粒拆出不完全的问题。
技术实现要素:
5.本发明所要解决的技术问题是提供一种适用于不同规格的铝塑泡罩药板的拆药机。
6.为解决上述问题,本发明所采取的技术方案是:一种泡罩药板拆药机,其关键技术在于,其包括:机箱,用于安装和支撑拆药机的机构;导料通道,设置在所述机箱的顶部,用于插入泡罩药板,并向机箱内输送;搓送轮,设于所述机箱内,其位于泡罩药板的泡罩一侧,并与之接触;刺膜轮,设于所述机箱内,其位于泡罩药板的铝箔膜一侧,其与所述搓送轮相互作用,将泡罩药板向下输送同时由刺膜轮上的膜刺将泡罩上封装的铝箔膜刺破;卷料辊,设于所述机箱内,位于所述导料通道正下方,其上开设有药板插入槽口及识别泡罩药板的传感装置,所述卷料辊内部设置有用于夹持所述泡罩药板边沿部的夹紧机构;两个压料板,设于所述机箱内,位于泡罩药板的铝箔膜一侧,其靠近所述卷料辊的一侧设置有与卷料辊相适配的圆弧形卡口,用于压制所述泡罩药板的两侧边沿,使泡罩药板沿卷料辊收卷,在卷料辊对泡罩的挤压下使药粒被挤出;药粒收集装置,设置在所述卷料辊和压料板下方用于接收被挤出的药粒;废料板收集仓,位于卷料辊下方,泡罩药板随卷料辊收卷后,泡罩药板的自由端脱出所述压料板后,卷料辊反转,同时松开所述泡罩药板,则泡罩药板掉落至废料板收集仓;驱动机构,驱动所述搓送轮、刺膜轮、卷料辊转动。
7.作为本发明的进一步改进,所述刺膜轮包括垂直分布设置的第一刺膜轮和第二刺膜轮,所述第一刺膜轮上均匀分布设置有若干横向的第一膜刺,用于在铝箔膜上刺出横向的开口,所述第二刺膜轮上均匀分布设置有若干竖向的第二膜刺,用于在铝箔膜上刺出竖向的开口。
8.作为本发明的进一步改进,所述卷料辊包括圆柱形的卷料辊壳体,所述夹紧机构设置在所述卷料辊壳体内,夹紧机构包括两外侧壁呈圆弧面、内侧为平面的夹紧块,在所述夹紧块的内侧平面上设置有一个以上的传动延伸部和凹陷插接部,凹陷插接部的形状与所述传动延伸部的形状相适配,夹紧块的内侧平面的两端部形成压紧部;两所述夹紧块中心对称,一夹紧块的传动延伸部插入到另一紧块的凹陷插接部,两所述夹紧块的压紧部相互配合用于夹紧泡罩药板的边沿部;两传动延伸部之间形成传动间隙,在所述传动间隙之间设置有与所述卷料辊同轴的传动杆,所述传动杆与两个传动延伸部通过传动齿啮合,传动杆旋转驱动两个夹紧块动作,实现压紧部的开合;所述卷料辊壳体内设置有限制所述夹紧块的限位导向机构;所述卷料辊还包括驱动所述传动杆转动的夹紧驱动器。
9.作为本发明的进一步改进,所述卷料辊的卷料辊壳体两侧固定设置有端轴,其中一个端轴为中空管状,所述夹紧驱动器固定设置在该中空管状的端轴上,所述夹紧驱动器的夹紧驱动轴通过该中空管状的端轴与所述传动杆连接。
10.作为本发明的进一步改进,所述限位导向机构包括设置在所述夹紧块上的限位导向孔及穿设在限位导向孔内的限位导向杆,所述限位导向杆两端与所述卷料辊壳体连接,限位导向孔及限位导向杆的轴线垂直于卷料辊的轴线。
11.作为本发明的进一步改进,所述机箱内还设置有一导向轮,所述驱动机构的输出端通过同步带依次与所述导向轮、刺膜轮、搓送轮、卷料辊连接,同一同步带同时驱动所述导向轮、刺膜轮、搓送轮、卷料辊以相同的线速度转动。
12.作为本发明的进一步改进,两个所述压料板之间设置有多个导向支撑杆,导向支撑杆与所述机箱固定连接,两压料板之间还设置有调节螺杆,所述调节螺杆与所述压料板通过螺纹连接,旋转所述调节螺杆可使两压料板同时向相反方向移动,以调节两压料板之间的间距。
13.作为本发明的进一步改进,所述压料板的圆弧形卡口上端设置有倾斜向上的延伸导向部,用于引导所述泡罩药板。
14.作为本发明的进一步改进,两个所述压料板下部末端之间固定设置有挡板条。
15.作为本发明的进一步改进,所述药粒收集装置包括倾斜设置有导粒板和药粒收集盒。
16.采用上述技术方案所产生的有益效果在于:本发明的核心技术是利用搓送轮和刺膜轮实现输送泡罩药板的同时,对泡罩药板的铝箔膜进行大面积的刺破,使其尽可能的受到全面破坏,避免对药粒构成有效的封装和阻碍,然后利用卷料辊夹紧泡罩药板的一侧边沿,借助于压料板的辅助使泡罩药板被收卷在卷料辊上,收卷的同时泡罩受到卷料辊的挤压,即可使药粒从泡罩内脱出,然后分别对药粒进行收集和对废料板进行收集即可。
17.本发明搓送轮和刺膜轮相互配合,既实现输送物料也实现了铝箔膜的破坏性刺破,结构合理且功效效率较高。利用一个卷料辊对泡罩药板实现挤压,能够适用于各种形状的泡罩、各种排列形式不同的泡罩,具有较广泛的适用性,且不会对药粒造成损伤。
附图说明
18.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
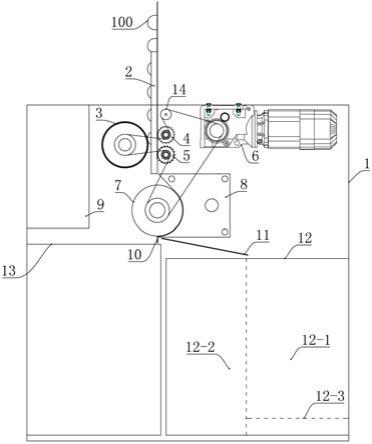
19.图1是本发明的整体结构示意图。
20.图2是本发明中搓送轮、刺膜轮及卷料辊与驱动机构之间的传动连接示意图。
21.图3是第一刺膜轮的俯视结构示意图。
22.图4是第二刺膜轮的俯视结构示意图。
23.图5是卷料辊外部端轴安装夹紧驱动器的结构示意图。
24.图6是图5的局部放大结构示意图。
25.图7是卷料辊内部断面结构示意图。
26.图8是两夹紧块配合的结构示意图。
27.其中:1机箱、2导料板、3搓送轮、4第一刺膜轮、4
‑
1第一膜刺、5第二刺膜轮、5
‑
1第二膜刺、6电极减速机构;7卷料辊、7
‑
1卷料辊壳体、7
‑
2端轴、7
‑
3药板插入槽口、7
‑
4驱动器安装盘、7
‑
5夹紧块、7
‑
6传动延伸部、7
‑
7凹陷插接部、7
‑
8压紧部、7
‑
9传动齿、7
‑
10传动间隙、7
‑
11传动杆、7
‑
12限位导向杆、7
‑
13夹紧驱动器、7
‑
14夹紧驱动轴、7
‑
15传动杆过孔、7
‑
16限位导向孔;8压料板、8
‑
1压料板本体、8
‑
2圆弧形卡口、8
‑
3导向支撑杆、8
‑
4调节螺杆、8
‑
5延伸导向部;9电池、10挡板条、11导粒板、12药粒收集盒、12
‑
1第一空腔、12
‑
2第二空腔、12
‑
3网孔板、13废料板收集盒、14导向轮、15同步带、16同步带轮;100泡罩药板。
具体实施方式
28.为使本发明的目的、技术方案和优点更加清楚,下面结合具体实施例对发明进行清楚、完整的描述,需要理解的是,术语“中心”、“竖向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.如图1所示的一种泡罩药板拆药机,其包括用于安装和支撑拆药机的机构机箱1,设置在机箱1顶部且延伸至机箱1内部的导料通道,以及设置在机箱1内部的搓送轮3、刺膜轮、卷料辊7、压料板8、药粒收集装置、驱动机构、废料板收集盒等。
30.所述导料通道包括两个截面呈c形的导料板2,两导料板2之间夹持泡罩药板100,
使其沿着导料通道向下滑动,两导料板2之间的间距可调,以适用于形制不同的泡罩药板。导料通道垂直设置在所述机箱1的顶部,并延伸至机箱1内部。
31.所述搓送轮3设于所述机箱1内,其位于泡罩药板100的泡罩一侧,并与之接触,所述搓送轮3内部采用硬质材料,其外表面采用橡胶材质,并且均匀设置有若干锯齿凸起,用于增加与泡罩药板100的摩擦力。
32.刺膜轮,设于所述机箱1内,其位于泡罩药板100的铝箔膜一侧,且与所述搓送轮3相互对应,起到相互借力的作用。刺膜轮与所述搓送轮3相互作用,将泡罩药板100向下输送同时由刺膜轮上的膜刺将泡罩上封装的铝箔膜刺破。
33.如图1和图2所示,本实施例中,所述刺膜轮包括垂直分布设置的第一刺膜轮4和第二刺膜轮5,所述第一刺膜轮4上均匀分布设置有若干横向的第一膜刺4
‑
1(参考图3),用于在铝箔膜上刺出横向的开口,所述第二刺膜轮5上均匀分布设置有若干竖向的第二膜刺5
‑
1(参考图4),用于在铝箔膜上刺出竖向的开口。第一刺膜轮4和第二刺膜轮5共同作用,可以确保对泡罩药板的铝箔膜进行大面积的刺破,使其尽可能的受到全面破坏,避免对药粒构成有效的封装和阻碍。
34.第一刺膜轮4和第二刺膜轮5的的直径以及其上膜刺的高度,以能够刺破铝箔膜,同时不破坏药粒为宜。
35.所述卷料辊7设于所述机箱1内,位于所述导料通道的正下方,其上开设有药板插入槽口7
‑
3及识别泡罩药板100的传感装置,所述卷料辊7内部设置有用于夹持所述泡罩药板100边沿部的夹紧机构;当泡罩药板100的下端边沿部进入到插入槽口7
‑
3内,则所述传感装置识别,并向控制器发送信号,由控制器向夹紧机构发出指令,使夹紧机构动作将泡罩药板100的下端边沿部夹紧,随后卷料辊7向着铝箔膜所在的一侧旋转。
36.本实施例中,机箱1内部设置有两个压料板8,位于泡罩药板100的铝箔膜一侧,其靠近所述卷料辊7的一侧设置有与卷料辊7相适配的圆弧形卡口8
‑
2,圆弧形卡口8
‑
2上端设置有倾斜向上的延伸导向部8
‑
5,用于引导所述泡罩药板100,圆弧形卡口8
‑
2用于压制所述泡罩药板100的两侧边沿,使泡罩药板100沿卷料辊7收卷,在卷料辊7对泡罩的挤压下使药粒被挤出。
37.如图1和图2所示,所述药粒收集装置设置在所述卷料辊7和压料板8下方用于接收被挤出的药粒;所述药粒收集装置包括倾斜设置有导粒板11和药粒收集盒12。所述导粒板11为筛网结构,其孔径的设置能够避免药粒漏过,但是可以使铝箔膜碎屑通过,所述药粒收集盒12中间设置隔板,分为第一空腔12
‑
1和第二空腔12
‑
2,所述第一空腔12
‑
1与所述导粒板11末端对应,用于存放药粒,所述第二空腔12
‑
2位于所述导粒板11的正下方,用于收集被导粒板11过滤下来的铝箔膜碎屑。
38.作为进一步的改进,所述第一空腔12
‑
1底部还设置有网孔板12
‑
3,所述网孔板12
‑
3的作用也是用于对铝箔膜碎屑进行分离。
39.所述药粒收集盒12插装在箱体1侧壁,可以抽拉,方便取出药粒。
40.所述废料板收集仓位于卷料辊7下方,泡罩药板100随卷料辊7收卷后,泡罩药板100的自由端脱出所述压料板8后,卷料辊7反转,同时松开所述泡罩药板100,则泡罩药板100掉落至废料板收集仓,所述废料板收集仓可以为箱体1本身的底部空腔,在箱体1侧壁开口或端盖能够将废料板取出即可。
41.所述压料板8的末端设置有传感装置,该传感装置能够识别泡罩药板100的自由端(既初始状态的顶端)脱离压料板8,此时传感装置发送信号给控制器,右控制器发出信号给驱动机构,使所述卷料辊7反向转动,同时控制器发出信号给夹紧机构,使夹紧机构松开泡罩药板100,此时,随着开泡罩药板100被松开且卷料辊7反转,使泡罩药板100脱离卷料辊7掉落。参考图1、图2和图5,在两个所述压料板8下部末端之间固定设置有挡板条10,用于拨动泡罩药板100使之顺利掉落,避免其越过压料板8下端进入到药粒收集盒12。
42.本实施例还设置有控制所述卷料辊7复位的复位传感装置,当一个泡罩药板100完成卷曲拆药且废料脱离后,则需要进行下一个泡罩药板的拆药操作,此时,复位传感装置识别所述药板插入槽口7
‑
3的位置,并传递信号给控制器,控制器发送指令给驱动机构控制其旋转使药板插入槽口7
‑
3复位至导料通道的正下方。
43.本实施中,如图1所示,所述废料板收集仓为废料板收集盒13,其插装在箱体1侧壁,位于对应于药粒收集盒12的另一侧,可以实现抽拉。
44.所述驱动机构用于驱动所述搓送轮3、刺膜轮、卷料辊7转动,参见图1和图2所示,所述机箱1内还设置有一导向轮14,所述驱动机构的输出端通过同步带15依次与所述导向轮14、刺膜轮、搓送轮3、卷料辊7连接,同一同步带15同时驱动所述导向轮14、刺膜轮、搓送轮3、卷料辊7以相同的线速度转动。
45.所述驱动机构为固定设置在箱体1内的电机减速机构6,以及设置在机箱1内的电池9,所述电池9给所述电机减速机构6提供电源。
46.如图5至图8所示,所述卷料辊7包括圆柱形的卷料辊壳体7
‑
1,所述夹紧机构设置在所述卷料辊壳体7
‑
1内,夹紧机构包括两外侧壁呈圆弧面、内侧为平面的夹紧块7
‑
5,在所述夹紧块7
‑
5的内侧平面上设置有一个以上的传动延伸部7
‑
6和凹陷插接部7
‑
7,凹陷插接部7
‑
7的形状与所述传动延伸部7
‑
6的形状相适配,夹紧块7
‑
5的内侧平面的两端部形成压紧部7
‑
8,两所述夹紧块7
‑
5的压紧部7
‑
8相互配合用于夹紧泡罩药板100的边沿部。
47.两所述夹紧块7
‑
5的结构相同,且两夹紧块7
‑
5中心对称设置,一侧的夹紧块7
‑
5的传动延伸部7
‑
6插入到另一侧的夹紧块7
‑
5的凹陷插接部7
‑
7,所述传动延伸部7
‑
6提供了设置传动齿的结构基础,而凹陷插接部7
‑
7则给所述传动延伸部7
‑
6提供对应的让位空间,使两个夹紧块7
‑
5能够紧密配合,形成一个整体结构,并且传动延伸部7
‑
6和凹陷插接部7
‑
7的紧密配合使两个夹紧块7
‑
5之间不能错位和旋转,只能沿着传动延伸部7
‑
6平移实现开合,而避免了其他不必要的位移发生。
48.所述夹紧块7
‑
5的两侧分别形成压紧部7
‑
8,两压紧部7
‑
8间隔180度,在所述卷料辊壳体7
‑
1上也对应设置两个药板插入槽口7
‑
3。
49.如图8所示,本实施例中,每个夹紧块7
‑
5上均匀分布设置三个传动延伸部7
‑
6,同时对应设置三个凹陷插接部7
‑
7。
50.如图7所示,两传动延伸部7
‑
6之间形成传动间隙7
‑
10,在所述传动间隙7
‑
10之间设置有与所述卷料辊7同轴的传动杆7
‑
11,所述传动杆7
‑
11与两个传动延伸部7
‑
6通过传动齿啮合,传动杆7
‑
11旋转驱动两个夹紧块7
‑
5动作,实现压紧部7
‑
8的开合。
51.所述卷料辊壳体7
‑
1内设置有限制所述夹紧块7
‑
5的限位导向机构,防止夹紧块7
‑
5相对于卷料辊壳体7
‑
1产生轴向位移和周向的旋转。如图8所示,所述限位导向机构包括设置在所述夹紧块7
‑
5上的限位导向孔7
‑
16及穿设在限位导向孔7
‑
16内的限位导向杆7
‑
12,
所述限位导向杆7
‑
12两端与所述卷料辊壳体7
‑
1连接,限位导向孔7
‑
16及限位导向杆7
‑
12的轴线垂直于卷料辊7的轴线。
52.将两个夹紧块7
‑
5组成的结构视为一个整体看待的话,在其两端分别设置有两个贯穿的限位导向孔7
‑
16,并且所述限位导向孔7
‑
16避开所述传动延伸部7
‑
6和凹陷插接部7
‑
7,在所述卷料辊壳体7
‑
1上也对应设置开孔,将两个夹紧块7
‑
5及传动杆7
‑
11装配好以后,再整体装入到所述卷料辊壳体7
‑
1内,使限位导向孔7
‑
16与卷料辊壳体7
‑
1上的开孔相对应,然后插入限位导向杆7
‑
12,再对限位导向杆7
‑
12和卷料辊壳体7
‑
1进行焊接固定,然后对卷料辊壳体7
‑
1外壁焊接处进行打磨抛光即可。
53.所述卷料辊壳体7
‑
1的截面为圆形,两个夹紧块7
‑
5装配并压紧后,整体截面为类似椭圆形状,既其没有完全与卷料辊壳体7
‑
1的内壁紧密接触,需要留出一定的空间供夹紧块7
‑
5开合运动。
54.如图8所示,所述夹紧块7
‑
5的中心部还设置有使传动杆7
‑
11穿过的传动杆过孔7
‑
15,用于使传动杆7
‑
11穿过。
55.如图5和图6所示,所述卷料辊7还包括驱动所述传动杆7
‑
11转动的夹紧驱动器7
‑
13。夹紧驱动器7
‑
13用于驱动所述传动杆7
‑
11旋转,其与卷料辊7固定连接且随着卷料辊7同步转动,既相对于夹紧块7
‑
5不发生旋转。所述夹紧驱动器7
‑
13采用伺服电机或舵机,由于两个夹紧块7
‑
5的压紧部7
‑
8的开合幅度较小(一般为2
‑
4mm即可),因此需要所述传动杆7
‑
11及传动延伸部7
‑
6精密配合,夹紧驱动器7
‑
13旋转一定的角度使压紧部7
‑
8的开合,该角度可以通过齿轮等传动机构进行调节和设定。
56.如图5和图6所示,所述卷料辊7的卷料辊壳体7
‑
1两侧固定设置有端轴7
‑
2,其中一个端轴7
‑
2为中空管状,所述夹紧驱动器7
‑
13固定设置在该中空管状的端轴7
‑
2上,所述夹紧驱动器7
‑
13的夹紧驱动轴7
‑
14通过该中空管状的端轴7
‑
2与所述传动杆7
‑
11连接。所述夹紧驱动轴7
‑
14与端轴7
‑
2内部之间设置有轴承(图未示出),所述端轴7
‑
2的端部固定设置有驱动器安装盘7
‑
4,用于安装所述夹紧驱动器7
‑
13。
57.如图1、图2及图5所示,两个所述压料板8之间设置有多个导向支撑杆8
‑
3,导向支撑杆8
‑
3与所述机箱1固定连接,两压料板8之间还设置有调节螺杆8
‑
4,所述调节螺杆8
‑
4与所述压料板8通过螺纹连接,旋转所述调节螺杆8
‑
4可使两压料板8同时向相反方向移动,以调节两压料板8之间的间距。由于所述导料板2之间的间距可调节以适用于不同规格的泡罩药板,那么对应的,两所述压料板8之间的间距也必然需要调整,一方面重复的压制泡罩药板两侧边沿,一方面避免遮挡泡罩中的药粒被挤出。
58.本实施例中,所述导向轮14为同步带轮,所述第一刺膜轮4、第二刺膜轮5、搓送轮3、卷料辊7的端轴部均固定设置有同步带轮16,用于与同步带15配合。
59.如图7所示,作为进一步的改进,本实施例中所述夹紧块7
‑
5的压紧部7
‑
8上设置有齿条状凸楞,以增加摩擦力,避免泡罩药板在卷曲的时候脱落。压紧部7
‑
8内部可电加热装置,用于对所述齿条状凸楞进行加热,当压紧部7
‑
8将泡罩药板的边沿部夹紧后,通过加热可使其软化容易变形,进而使其被紧密的压置在两压紧部7
‑
8之间。其加热温度通过控制机构可调节,以达到最好的效果。
60.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可
以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

