一种高填充水性uv透明涂料及其加工工艺
技术领域
1.本发明涉及涂料加工技术领域,具体为一种高填充水性uv透明涂料及其加工工艺。
背景技术:
2.参考中国专利,专利名称为:一种水性uv木器漆涂料及其制备方法,专利公开号为:cn104530962a,其中水性聚氨酯丙烯酸脂树脂30
‑
60份、甲基丙烯酸酯
‑
丙烯酸丁酯共聚物30
‑
50份、光引发剂1
‑
2份、流平剂0.3份、消泡剂0.5份、分散剂0.2份、助溶剂10份、去离子水100
‑
150份,水性uv木器漆涂料的外观清澈透明,成膜清晰且固含高,丰满度好、成膜速度快,漆膜硬度、耐磨性、粘附力及耐溶剂性佳,而且,本发明水性uv木器漆涂料的制备方法操作简单,稳定可控。
3.现有的高填充水性uv透明涂料在进行加工的过程中还存在以下问题:
4.1、透明涂料在进行进料的过程中需要等待上一个材料投放完毕后,在投放另一个材料,相对操作较为麻烦,且需要人员时刻关注;
5.2、在进行操作的制备罐与罐盖大多数都是采用螺纹连接进行固定,操作起来不方便;
6.3、材料依次进入到制备罐中后,对与材料的混合分散不够均匀,致使所产生的涂料质量较差;
7.4、以及材料在进入到制备罐中后,一些材料会容易粘附在制备罐的内壁,无法进行清理,致使材料的浪费,以及影响下次的使用,
8.为此,本发明提供了一种高填充水性uv透明涂料及其加工工艺。
技术实现要素:
9.针对现有技术的不足,本发明提供了一种高填充水性uv透明涂料及其加工工艺,解决了现有的高填充水性uv透明涂料在进行加工的过程中依次投料浪费时间,操作不便,材料混合不充分,以及会存在材料粘壁的问题。
10.为实现以上目的,本发明通过以下技术方案予以实现:一种高填充水性uv透明涂料,其原料按百分比分包括:水性光固化聚氨酯分散体40~60%、水性uv单体5~10%、氨中和剂0.1~0.2%、光引发剂2~5%、消泡剂0.3~0.6%、润湿剂0.2~0.5%、表面活性剂0.3~0.5%、pmma粉3
‑
6%、水性单组份丙烯酸乳液10~25%、成膜助剂2~5%、去离子水2~10%、罐内杀菌剂0.05~0.1%、流平剂0.2~0.5%、增稠剂0.1~2%。
11.本发明还公开了一种高填充水性uv透明涂料的加工工艺,具体包括以下步骤:
12.步骤一:材料准备:首先准备好对应的涂料所需加工材料,其中包括水性光固化聚氨酯分散体、水性uv单体、氨中和剂、消泡剂、光引发剂、润湿剂、表面活性剂、pmma粉、水性单组份丙烯酸乳液、成膜助剂、去离子水、罐内杀菌、流平剂剂和增稠剂;
13.步骤二:材料加工:将40~60%份的水性光固化聚氨酯分散体加入到加工设备中,
在800~1000rpm转速下逐步加入水性uv单体,氨中和剂,消泡剂,光引发剂,润湿剂,表面活性剂,分散10min左右,再加入pmma粉,在1200~1500rpm转速下高速分散25min,在800~1000rpm转速下加入水性单组份丙烯酸乳液,再将成膜助剂与去离子水先预混;
14.步骤三:杀菌增稠:然后在800~1000rpm转速下缓慢加入,再逐步加入罐内杀菌剂、流平剂,最后用增稠剂调粘至70~80ku;
15.其中步骤二中所述的加工设备中,包括制备罐,所述制备罐的底部固定连接有传动箱,所述传动箱的外表面固定连接有底柱,所述传动箱和制备罐的内部设置有分散搅拌单元,所述制备罐的顶部设置有进料控制机构,所述进料控制机构中包括安装在制备罐表面的进料嘴、驱动电机和罐盖,所述驱动电机的底部与罐盖的顶部固定连接,且制备罐的顶部与罐盖的底部通过卡接件进行固定,所述驱动电机输出轴的一端通过联轴器固定连接有驱动转轴,所述的底端贯穿罐盖并延伸至罐盖的内部,且驱动转轴的底端与罐盖的内壁转动连接,所述驱动转轴的外表面固定连接有外齿轮,所述罐盖的内部转动连接有内齿轮,所述外齿轮的外表面与内齿轮的内表面啮合,所述内齿轮的底部固定连接有支板,所述支板的一端贯穿罐盖并延伸至罐盖的下方,所述支板的底部固定连接有圆弧板,所述圆弧板和制备罐的表面均开设有进料槽,所述制备罐的顶部开设有圆弧槽,所述圆弧板延伸至圆弧槽的内部,且圆弧板的外表面与圆弧槽的内表面接触。
16.优选的,所述卡接件中包括固定安装在罐盖底部的支杆,所述支杆的底部固定连接有镂空盘,所述镂空盘的一侧固定连接有卡板,所述卡板的外表面固定连接有滑板,所述制备罐的内表面开设有滑槽。
17.优选的,所述制备罐的内表面且位于滑槽的一侧开设有转动槽,所述转动槽内表面的一侧开设有卡槽,所述滑板的外表面与转动槽的内表面滑动连接,所述卡板的外表面与卡槽的内表面滑动连接。
18.优选的,所述分散搅拌单元中包括支撑组件、副动电机和传动板,所述副动电机的一侧与传动箱内腔的底部固定连接,所述副动电机输出轴的一端通过联轴器固定连接有副动转轴。
19.优选的,所述副动转轴的顶端依次贯穿传动箱和制备罐并延伸至制备罐的内部,所述副动转轴的顶端固定连接有第一转杆,所述第一转杆的一端贯穿传动板并与传动板固定连接。
20.优选的,所述第一转杆的外表面且位于传动板的内部固定连接有第一齿轮,所述传动板的内部且位于第一转杆的两侧均转动连接有第二转杆,两个所述第二转杆的外表面且位于传动板的内部均固定连接有第二齿轮。
21.优选的,所述第二齿轮的外表面与第一齿轮的内表面啮合,所述第二转杆的一端贯穿传动板并延伸至传动板的外部,所述第一转杆和第二转杆的外表面均固定连接有搅拌叶。
22.优选的,所述第一转杆和第二转杆的顶端之间固定连接有支撑板,所述支撑板和传动板相对侧之间的左右两侧均固定连接有刮壁板,且刮壁板的一侧固定安装有刮壁刷。
23.优选的,所述支撑组件中包括固定安装在传动板底部两侧的支柱,所述支柱的底部镶嵌安装有转珠,所述制备罐内腔的底部开设有圆环槽,所述转珠的外表面与圆环槽的内表面接触。
24.有益效果
25.本发明提供了一种高填充水性uv透明涂料及其加工工艺。与现有技术相比具备以下有益效果:
26.(1)、该高填充水性uv透明涂料及其加工工艺,通过设置有进料控制机构,利用驱动电机带动驱动转轴的转动,驱动转轴带动了支板和圆弧板的转动,使得圆弧板上的圆弧槽与制备罐表面的圆弧槽对应,不仅可以自动化的进行落料,而且可以满足依次落料的特性,并且极大的节约了进料等候的时间,同时无需人工的时刻观测,使得加工进料更加的方便。
27.(2)、该高填充水性uv透明涂料及其加工工艺,通过采用水性光固化聚氨酯分散体40~60%、水性uv单体5~10%、氨中和剂0.1~0.2%、光引发剂2~5%、消泡剂0.3~0.6%、润湿剂0.2~0.5%、表面活性剂0.3~0.5%、pmma粉3
‑
6%、水性单组份丙烯酸乳液10~25%、成膜助剂2~5%、去离子水2~10%、罐内杀菌剂0.05~0.1%、流平剂0.2~0.5%、增稠剂0.1~2%研制的水性uv高填充透明底漆,具有填充性好,效率高,透明度高等特点,解决水性uv透明底漆填充性差的问题。
28.(3)、该高填充水性uv透明涂料及其加工工艺,通过设置有卡接件,利用镂空盘表面的滑板与转动槽实现滑动卡接,配合滑槽、卡槽和卡板,实现了对制备罐和罐盖的安装,同时可以使得在进行加工的过程中更加的稳固安全。
29.(4)、该高填充水性uv透明涂料及其加工工艺,通过设置有分散搅拌单元,利用副动电机带动副动转轴的转动,配合传动板内部的第一齿轮和第二齿轮,使得第一转杆和第二转杆表面的搅拌叶进行转动,不仅可以通过相向的转动使得该罐体内的材料混合均匀,而且通过刮壁刷的清理,可以极大的避免材料粘附在罐体的内壁上,极大的提高了材料的利用率,提高加工的效率和加工的质量。
附图说明
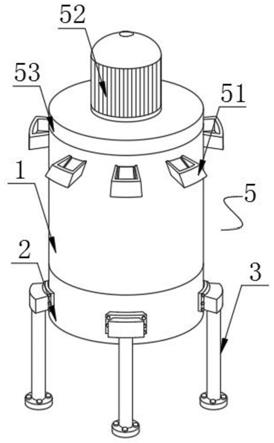
30.图1为本发明的外部结构立体图;
31.图2为本发明的外部结构分解图;
32.图3为本发明的罐盖内部结构仰视图;
33.图4为本发明的图2中a处局部结构放大图;
34.图5为本发明的制备罐内部结构立体图;
35.图6为本发明的传动板内部结构立体图;
36.图7为本发明的局部结构爆炸图;
37.图8为本发明的工艺流程图。
38.图中:1
‑
制备罐、2
‑
传动箱、3
‑
底柱、4
‑
分散搅拌单元、41
‑
支撑组件、41
‑1‑
支柱、41
‑2‑
转珠、41
‑3‑
圆环槽、42
‑
副动电机、43
‑
传动板、44
‑
副动转轴、45
‑
第一转杆、46
‑
第一齿轮、47
‑
第二转杆、48
‑
第二齿轮、49
‑
搅拌叶、410
‑
支撑板、411
‑
刮壁板、412
‑
刮壁刷、5
‑
进料控制机构、51
‑
进料嘴、52
‑
驱动电机、53
‑
罐盖、54
‑
卡接件、54
‑1‑
支杆、54
‑2‑
镂空盘、54
‑3‑
卡板、54
‑4‑
滑板、54
‑5‑
滑槽、54
‑6‑
转动槽、54
‑7‑
卡槽、55
‑
驱动转轴、56
‑
外齿轮、57
‑
内齿轮、58
‑
支板、59
‑
圆弧板、510
‑
进料槽、511
‑
圆弧槽。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.请参阅图1
‑
8,本发明提供一种技术方案:一种高填充水性uv透明涂料,其原料按百分比分包括:水性光固化聚氨酯分散体40~60%、水性uv单体5~10%、氨中和剂0.1~0.2%、光引发剂2~5%、消泡剂0.3~0.6%、润湿剂0.2~0.5%、表面活性剂0.3~0.5%、pmma粉3
‑
6%、水性单组份丙烯酸乳液10~25%、成膜助剂2~5%、去离子水2~10%、罐内杀菌剂0.05~0.1%、流平剂0.2~0.5%、增稠剂0.1~2%,其中,上述所用聚氨酯改性水性光固化聚氨酯分散体为湛新、欧宝迪、科斯创公司的某一种水性光固化聚氨酯分散体,水性uv单体为湛新、长兴其中一种单体,上述所用的成膜助剂为的dpnb二丙二醇丁醚、dpm二丙二醇甲醚的一种或其组合,上述所用去离子水为本公司自己制备的去离子水,上述所用罐内杀菌剂为dow或thor的一种环保型罐内杀菌剂,上述所用的增稠剂为明凌公司的聚氨酯增稠剂。
41.本发明还公开了一种高填充水性uv透明涂料的加工工艺,具体包括以下步骤:
42.步骤一:材料准备:首先准备好对应的涂料所需加工材料,其中包括水性光固化聚氨酯分散体、水性uv单体、氨中和剂、消泡剂、光引发剂、润湿剂、表面活性剂、pmma粉、水性单组份丙烯酸乳液、成膜助剂、去离子水、罐内杀菌、流平剂剂和增稠剂;
43.步骤二:材料加工:将40~60%份的水性光固化聚氨酯分散体加入到加工设备中,在800~1000rpm转速下逐步加入水性uv单体,氨中和剂,消泡剂,光引发剂,润湿剂,表面活性剂,分散10min左右,再加入pmma粉,在1200~1500rpm转速下高速分散25min,在800~1000rpm转速下加入水性单组份丙烯酸乳液,再将成膜助剂与去离子水先预混;
44.步骤三:杀菌增稠:然后在800~1000rpm转速下缓慢加入,再逐步加入罐内杀菌剂、流平剂,最后用增稠剂调粘至70~80ku;
45.其中步骤二中的加工设备中,包括制备罐1,制备罐1的底部固定连接有传动箱2,传动箱2的外表面固定连接有底柱3,传动箱2和制备罐1的内部设置有分散搅拌单元4,制备罐1的顶部设置有进料控制机构5,进料控制机构5中包括安装在制备罐1表面的进料嘴51、驱动电机52和罐盖53,进料嘴51设置有有多个,且进料嘴51的内部均开设有进料槽510,驱动电机52为三项异步电动机,驱动电机52与外部电源电性连接,驱动电机52的底部与罐盖53的顶部固定连接,且制备罐1的顶部与罐盖53的底部通过卡接件54进行固定,卡接件54也可以通过其他的卡接方式进行卡接,卡接件54中包括固定安装在罐盖53底部的支杆54
‑
1,支杆54
‑
1的底部固定连接有镂空盘54
‑
2,镂空盘54
‑
2的一侧固定连接有卡板54
‑
3,卡板54
‑
3的外表面固定连接有滑板54
‑
4,滑板54
‑
4与转动槽54
‑
6实现滑动卡接,制备罐1的内表面开设有滑槽54
‑
5,制备罐1的内表面且位于滑槽54
‑
5的一侧开设有转动槽54
‑
6,转动槽54
‑
6内表面的一侧开设有卡槽54
‑
7,滑板54
‑
4的外表面与转动槽54
‑
6的内表面滑动连接,卡板54
‑
3的外表面与卡槽54
‑
7的内表面滑动连接,通过设置有卡接件54,利用镂空盘54
‑
2表面的滑板54
‑
4与转动槽54
‑
6实现滑动卡接,配合滑槽54
‑
5、卡槽54
‑
7和卡板54
‑
3,实现了对制备罐1和罐盖53的安装,同时可以使得在进行加工的过程中更加的稳固安全,驱动电机52输
出轴的一端通过联轴器固定连接有驱动转轴55,的底端贯穿罐盖53并延伸至罐盖53的内部,且驱动转轴55的底端与罐盖53的内壁转动连接,驱动转轴55的外表面固定连接有外齿轮56,罐盖53的内部转动连接有内齿轮57,内齿轮57在罐盖53的内部进行转动,且不与罐盖53的内壁发生碰撞,外齿轮56的外表面与内齿轮57的内表面啮合,内齿轮57的底部固定连接有支板58,支板58的一端贯穿罐盖53并延伸至罐盖53的下方,支板58的底部固定连接有圆弧板59,圆弧板59和制备罐1的表面均开设有进料槽510,进料槽510便于材料的落入,制备罐1的顶部开设有圆弧槽511,圆弧槽511便于圆弧板59的转动,圆弧板59延伸至圆弧槽511的内部,且圆弧板59的外表面与圆弧槽511的内表面接触,通过设置有进料控制机构5,利用驱动电机52带动驱动转轴55的转动,驱动转轴55带动了支板58和圆弧板59的转动,使得圆弧板59上的圆弧槽511与制备罐1表面的圆弧槽511对应,不仅可以自动化的进行落料,而且可以满足依次落料的特性,并且极大的节约了进料等候的时间,同时无需人工的时刻观测,使得加工进料更加的方便。
46.请参阅图5
‑
6,分散搅拌单元4中包括支撑组件41、副动电机42和传动板43,副动电机42为三项异步电动机,副动电机42与外部电源电性连接,副动电机42的一侧与传动箱2内腔的底部固定连接,副动电机42输出轴的一端通过联轴器固定连接有副动转轴44,副动转轴44的顶端依次贯穿传动箱2和制备罐1并延伸至制备罐1的内部,副动转轴44的顶端固定连接有第一转杆45,第一转杆45的一端贯穿传动板43并与传动板43固定连接,第一转杆45的外表面且位于传动板43的内部固定连接有第一齿轮46,传动板43的内部且位于第一转杆45的两侧均转动连接有第二转杆47,两个第二转杆47的外表面且位于传动板43的内部均固定连接有第二齿轮48,第二齿轮48的外表面与第一齿轮46的内表面啮合,第二转杆47的一端贯穿传动板43并延伸至传动板43的外部,第一转杆45和第二转杆47的外表面均固定连接有搅拌叶49,第一转杆45和第二转杆47外部的搅拌叶49相互错开,不发生碰撞,第一转杆45和第二转杆47的顶端之间固定连接有支撑板410,支撑板410和传动板43相对侧之间的左右两侧均固定连接有刮壁板411,且刮壁板411的一侧固定安装有刮壁刷412,刮壁刷412与制备罐1的内壁接触,用于清除粘附的材料,通过设置有分散搅拌单元4,利用副动电机42带动副动转轴44的转动,配合传动板43内部的第一齿轮46和第二齿轮48,使得第一转杆45和第二转杆47表面的搅拌叶49进行转动,不仅可以通过相向的转动使得该罐体内的材料混合均匀,而且通过刮壁刷412的清理,可以极大的避免材料粘附在罐体的内壁上,极大的提高了材料的利用率,提高加工的效率和加工的质量。
47.请参阅图7,支撑组件41中包括固定安装在传动板43底部两侧的支柱41
‑
1,支柱41
‑
1与圆环槽41
‑
3实现转动卡接,支柱41
‑
1的底部镶嵌安装有转珠41
‑
2,制备罐1内腔的底部开设有圆环槽41
‑
3,转珠41
‑
2的外表面与圆环槽41
‑
3的内表面接触。
48.同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
49.安装工作:首先将罐盖53底部的支杆54
‑
1和镂空盘54
‑
2上的卡板54
‑
3和滑板54
‑
4对准制备罐1内部的滑槽54
‑
5,将其向下放动,使得滑板54
‑
4落到滑槽54
‑
5的底面,此时转动罐盖53,使得滑板54
‑
4在转动槽54
‑
6内表面进行滑动,即可进行卡接,通过设置有卡接件54,利用镂空盘54
‑
2表面的滑板54
‑
4与转动槽54
‑
6实现滑动卡接,配合滑槽54
‑
5、卡槽54
‑
7和卡板54
‑
3,实现了对制备罐1和罐盖53的安装,同时可以使得在进行加工的过程中更加的稳固安全;
50.进料工作:安装完成后,将对应的材料水性光固化聚氨酯分散体、水性uv单体、氨中和剂、消泡剂、光引发剂、润湿剂、表面活性剂、pmma粉、水性单组份丙烯酸乳液、成膜助剂、去离子水、罐内杀菌、流平剂剂和增稠剂按照顺序,依次倒入到各个进料嘴51中,此时启动驱动电机52,利用驱动电机52带动驱动转轴55的转动,驱动转轴55带动了外齿轮56的转动,外齿轮56带动了内齿轮57的转动,使得支板58和圆弧板59随之转动,此时圆弧板59上的进料槽510与其中一个进料嘴51内部的进料槽510对其,如此间歇进料,在这个进料完成后,在填补下一种材料,如此往复,直至材料投放结束,通过设置有进料控制机构5,利用驱动电机52带动驱动转轴55的转动,驱动转轴55带动了支板58和圆弧板59的转动,使得圆弧板59上的圆弧槽511与制备罐1表面的圆弧槽511对应,不仅可以自动化的进行落料,而且可以满足依次落料的特性,并且极大的节约了进料等候的时间,同时无需人工的时刻观测,使得加工进料更加的方便;
51.分散搅拌工作:材料进入之后,需要启动副动电机42,利用副动电机42带动副动转轴44的转动,副动转轴44带动了传动板43和第一转杆45的转动,配合第一齿轮46和第二齿轮48的啮合,使得第一转杆45和第二转杆47外表面的搅拌叶49进行相向转动,同时带动了刮壁板411和刮壁刷412在罐体的内壁进行刮动,此时传动板43底部的支柱41
‑
1和转珠41
‑
2在圆环槽41
‑
3的内表面进行转动,通过设置有分散搅拌单元4,利用副动电机42带动副动转轴44的转动,配合传动板43内部的第一齿轮46和第二齿轮48,使得第一转杆45和第二转杆47表面的搅拌叶49进行转动,不仅可以通过相向的转动使得该罐体内的材料混合均匀,而且通过刮壁刷412的清理,可以极大的避免材料粘附在罐体的内壁上,极大的提高了材料的利用率,提高加工的效率和加工的质量。
52.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
53.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

