1.本实用新型涉及松叶蟹柳生产设备技术领域,具体为一种松叶蟹柳生产线总装。
背景技术:
2.松叶蟹又名北太平洋雪蟹,是原产俄罗斯以及日本周边海域的一种雪蟹,属于栖息在深海的大型螃蟹。松叶蟹是北海道最古老的食用蟹,平常多藏身于水深200多米的砂泥底,只有在日本海岸的冬季、接近产卵期之前,才会集体迁徙到浅水海域,而这时渔民们才捕捉得到。松叶蟹的壳硬且两支螯很粗,身体大如脸盆,蟹壳也有碗口般大小。松叶蟹柳是一种用松叶蟹肉糜做的加工食品。
3.现在市场上的松叶蟹柳一般为人工加工和分散机械加工,缺少对松叶蟹柳的连续生产线,有所不足。
技术实现要素:
4.本实用新型的目的在于提供一种松叶蟹柳生产线总装,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种松叶蟹柳生产线总装,包括压方机,所述压方机的右侧设置有入口输送机构,入口输送机构的上方设置有压料带,压料带的上方设置有压料输送涨紧辊,压料输送涨紧辊的一侧设置有压料输送主动辊,所述入口输送机构的一侧连接有出口输送机构,出口输送机构的上方设置有出口压料机构,且出口输送机构的左端设置有出口引导输送机构,所述压方机的左侧连接斜切机,斜切机右侧的入口输送带与出口输送机构相连接,且入口输送带一端的顶部设置有入口引导输送轮,入口输送带的上方设置有浮动压料板,并且入口输送带的另一端连接有中间输送带的一端,所述中间输送带的上方设置有刀轮,刀轮的中间连接有刀盘的一端,刀盘倾斜安装于斜切机内,所述中间输送带的另一端连接有出口输送带,所述斜切机的左侧连接有整形机的右侧,整形机中间的输送带体与出口输送带的左端连接,且输送带体的顶部一端设置有引导输送主动辊,并且输送带体的顶部中间设置有引导输送调节辊。
6.与现有技术相比,本实用新型的有益效果是:
7.该松叶蟹柳生产线总装采用压方机、斜切机和整形机相配合的结构设计,能够对松叶蟹柳物料加工过程中的压扁、斜切和整形进行连续加工,更加高效便捷,提高生产效率。
附图说明
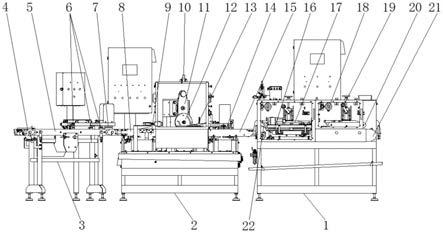
8.图1为本实用新型一种松叶蟹柳生产线总装正视图;
9.图2为本实用新型一种松叶蟹柳生产线总装俯视图。
10.图中:1、压方机,2、斜切机,3、整形机,4、皮带刮板,5、输送带体,6、引导输送调节辊,7、引导输送主动辊,8、出口输送带,9、中间输送带,10、雾化喷头,11、刀盘,12、刀轮,13、
浮动压料板,14、入口引导输送轮,15、入口输送带,16、出口输送机构,17、出口压料机构,18、压料输送主动辊,19、压料输送涨紧辊,20、压料带,21、入口输送机构,22、出口引导输送机构。
具体实施方式
11.请参阅图1
‑
2,一种松叶蟹柳生产线总装,包括压方机1,压方机1的右侧设置有入口输送机构21,入口输送机构21的上方设置有压料带20,压料带20的上方设置有压料输送涨紧辊19,压料输送涨紧辊19的一侧设置有压料输送主动辊18,压料输送主动辊18能够带动压料带20旋转,对蟹柳自动推行,入口输送机构21的一侧连接有出口输送机构16,出口输送机构16和入口输送机构21均为带式输送机,出口输送机构16的上方设置有出口压料机构17,且出口输送机构16的左端设置有出口引导输送机构22,出口压料机构17的结构与入口处的压料带20、压料输送涨紧辊19和压料输送主动辊18组成的结构相同。
12.物料是从压方机1右侧进入到设备进行加工,从左侧加工完成离开设备,此设备是将前端通用设备一切丝集束机加工成的物料进一步进行加工,切丝集束机是将宽度为220mm、厚度为1mm的布状料切丝,丝宽为0.8mm排开,虽叫切丝但没有真正切成丝状,而是依旧保持布状,在布状表面会有0.8mm的宽度的丝状未切透的浪迹,仿照螃蟹腿肉的丝状状态,切丝后将布状卷卷成直径约为20mm的条状。
13.压方机接收20mm条状物料后,有入口输送机构21和出口输送机构16向前输送,由压料带20和出口压料机构17将圆条状物料压成长方形,而且入口处的压料带20是负责将物料初压,压的力度没有太多,如果没有初压,产品很难直接压到标准尺寸,物料因压力过大,会破裂、粘连,经过初压后的物料,初步的呈现出长方形的状态,但厚度与宽度还没有完成望形,经过出口压料机构17以及出口输送机构16的辅助,可以将物料压制成宽度为25mm,厚度为12
‑
15mm的长方形条状物料,而出口引导输送机构22的作用就是限制物料的宽度,因引导输送是立向的输送,分别在出口输送机构16的两侧来阻挡物料过分向两侧压扁或跑偏。
14.压方机1的左侧连接斜切机2,斜切机2的顶部设置有雾化喷头10,雾化喷头10能够喷射水雾,让物料加工过程中不干燥,斜切机2右侧的入口输送带15与出口输送机构16相连接,且入口输送带15一端的顶部设置有入口引导输送轮14,入口输送带15的上方设置有浮动压料板13,并且入口输送带15的另一端连接有中间输送带9的一端,中间输送带9的上方设置有刀轮12,刀轮12的中间连接有刀盘11的一端,刀盘11倾斜安装于斜切机2内,中间输送带9的另一端连接有出口输送带8,斜切机2接收前端压方机1长方形条状物料,进入到入口输送带15。
15.其中,入口引导输送轮14的目的是为了在物料切断的过程中,防止物料在切刀的惯性作用下导致物料跑偏,物料切断是成角度的,因此设备称之为斜切机,物料切断角度为2o
°
,因不同于90
°
切断物料,90
°
切断对输送带的结构要求很低,只要在切刀两侧分别设有滚轮直径不是很大的输送带即可将物料输送过去,但斜切难度大,输送带在切刀处不能采用滚轮的结构,因为即便滚轮无限小,依然会有弧度产生,对整体结构的设计带来了非常大的困难,因此在切刀两侧的皮带回转机构不是由滚轮构成的,是由方钢来构成的,这样可以使输送带无限接近切刀,可以保证物料切断后的外形以及后续可以流畅的输送。
16.此结构直接将皮带沿着成20
°
的方钢成20
°
翻转,斜切机2的三段输送全部是由此
结构构成,切断部分是由刀盘11和刀轮12来构成,刀盘11和刀轮12是独立旋转的,并且旋转方向是相反的,刀盘11的特性就是可以相对圆弧刀,更能适于被切割者面积大的条件下使用,90
°
切割时用圆弧刀是完全可以胜任的,但因此产品是斜切,截面积大大增加,因此要用到刀盘11配合刀轮12的旋转来进行切断,切断后的产品规格为尖端到尖端的长度95mm,裁面到截面宽度为10mm,整个产品是成平行四边形状,切割面是成20
°
角,非常纤细,斜切机2的左侧连接有整形机3的右侧,整形机3中间的输送带体5与出口输送带8的左端连接,且输送带体5的顶部一端设置有引导输送主动辊7,并且输送带体5的顶部中间设置有引导输送调节辊6,引导输送调节辊6设置有多个,多个引导输送调节辊6相配合,引导效果更加流畅稳定,输送带体5左端的下方设置有皮带刮板4,皮带刮板4的顶部与输送带体5的外壁滑动连接,皮带刮板4能对输送带体5表面进行刮擦,防止附着残渣,皮带刮板4与整形机3之间通过螺丝连接,该连接方式拆装方便,因前端斜切机2切出的产品是成平行四边形状,整体的物料宽度非常宽,无法进行后续设备的上色包装工作,所以需要将此物料调整角度,将物料前端截面的尖端与后端截面的尖端成一条水平线,这样物料的宽度就变成了10mm的条状,可以非常顺利的输送到下端包装设备的入口输送中,调整角度靠的就是引导输送主动辊7和引导输送调节辊6,引导输送主动辊7和引导输送调节辊6形成了一定角度,物料撞击到两者后,自然就会调整自身的源有角度,调整到我们所想要的角度。
17.工作原理:在使用该松叶蟹柳生产线总装时,先检查该装置是否存在零件破损或连接不牢的情况,检查无误后再进行使用,物料是从压方机1右侧进入到设备进行加工,从左侧加工完成离开设备,压方机1将前端通用设备一切丝集束机加工成的物料进一步进行加工,压方机接收20mm条状物料后,由入口输送机构21和出口输送机构16向前输送,压料带20和出口压料机构17将圆条状物料压成长方形,而且入口处的压料带20是负责将物料初压,压的力度较小,如防止物料因压力过大,会破裂、粘连,经过初压后的物料,初步的呈现出长方形的状态,但厚度与宽度还没有完成望形,再经过出口压料机构17以及出口输送机构16的辅助,可以将物料压制成宽度为25mm,厚度为12
‑
15mm的长方形条状物料,而出口引导输送机构22的作用就是限制物料的宽度,因引导输送是立向的输送,分别在出口输送机构16的两侧来阻挡物料过分向两侧压扁或跑偏,然后斜切机2接收前端压方机1长方形条状物料,物料进入到入口输送带15,入口引导输送轮14的目的是为了在物料切断的过程中,防止物料在切刀的惯性作用下导致物料跑偏,切断部分是由刀盘11和刀轮12来构成,刀盘11和刀轮12是独立旋转的,并且旋转方向是相反的,刀盘11的特性就是可以相对圆弧刀,更能适于被切割者面积大的条件下使用,90
°
切割时用圆弧刀是完全可以胜任的,但因此产品是斜切,截面积大大增加,因此要用到刀盘11配合刀轮12的旋转来进行切断,切断后的产品规格为尖端到尖端的长度95mm,裁面到截面宽度为10mm,整个产品是成平行四边形状,切割面是成20
°
角,非常纤细,因前端斜切机2切出的产品是成平行四边形状,整体的物料宽度非常宽,无法进行后续设备的上色包装工作,所以需要将此物料调整角度,将物料前端截面的尖端与后端截面的尖端成一条水平线,这样物料的宽度就变成了10mm的条状,可以非常顺利的输送到下端包装设备的入口输送中,调整角度靠的就是引导输送主动辊7和引导输送调节辊6,引导输送主动辊7和引导输送调节辊6形成了一定角度,物料撞击到两者后,自然就会调整自身的源有角度,调整到我们所想要的角度,这就是该松叶蟹柳生产线总装的工作原理。
18.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。