本发明涉及机车配件技术领域,尤其涉及一种机车用研磨子组件及其加工方法。
背景技术:
随着高速列车的不断发展,行车线路的不断增加,线路路况的复杂多变,由于机车采用了盘形制动方式,机车牵引运行作业车轮和钢轨连续碾压,机车车轮会出现多边形、沟槽状的现象。机车多变型现象会加剧轮轨动态作用,产生高频轮轨冲击振动,造成乘客乘坐舒适性下降,严重的甚至会对轨道和机车部件产生破坏,多边形现象已受到业界越来越多的关注。
根据经验,时速120-160公里的机车(含动力集中机车)会有多边形轮子的现象。机车发生多边形轮子的现象多发生在有较多的小曲线的行车线路上。
研磨子是机车中具有清扫、增粘、修圆等作用的摩擦部件,机车的高速发展带来了高速机车组用研磨子的大量需求。现有的机车研磨子大都为高磷铸铁材质,无法解决上述多边形轮子的现象,而且在例如结构构造、使用效果、安全性能等方面仍存在一些不足之处,可以进一步地改进和优化。
技术实现要素:
本发明的目的是为了解决上述背景技术中的问题,从而提出一种可以清除影响机车车轮粘着的污物以及具有修型作用的机车用研磨子组件及其加工方法。
为达到以上目的,本发明的其中一个目的在于提供一种机车用研磨子组件,包括:
研磨本体,其具有相对的连接面和摩擦面;
连接件,其与所述连接面热压粘接为一体并适于与制动钳配合安装,所述连接件朝向所述连接面的一侧焊接有粉末冶金修复块,所述粉末冶金修复块适于与所述研磨本体热压粘接一次成型。
可选的,所述的机车用研磨子组件,所述连接件为钢板,包括:
凸部,位于所述连接件的中间位置,朝向远离所述连接面的方向凸出延伸,且所述凸部与所述连接面之间形成有间隙,所述凸部上形成有可与所述制动钳配合的第一固定安装部;
平板部,对称设于所述凸部的两侧且分别朝向远离所述凸部的方向向外延伸,所述平板部适于与所述连接面相粘接固定,所述平板部上设有可与所述制动钳配合的第二固定安装部;
所述粉末冶金修复块包括两个且分别通过与之烧结为一体的粉末冶金修复块背板与两侧的所述平板部焊接固定。
可选的,所述的机车用研磨子组件,所述凸部包括:
第一折弯部,与所述连接面相对,沿靠近所述连接面的方向朝向所述间隙弯曲;
第二折弯部,由所述第一折弯部的两端分别朝向所述连接面方向弯折延伸并分别与两侧的所述平板部连接,所述第一固定安装部包括两个且为分别开设在两个所述第二折弯部上的安装孔;
所述第一折弯部、两侧的所述第二折弯部及所述研磨本体的连接面之间共同围合成所述间隙。
可选的,所述的机车用研磨子组件,所述凸部和平板部一体冲压成型。
可选的,所述的机车用研磨子组件,所述平板部远离所述凸部的一端上还设有朝向远离所述研磨本体方向凸出延伸的适于定位在所述制动钳上的定位凸条;和/或
所述平板部靠近所述凸部的一端上还开设有贯穿各自平板部的通孔,所述通孔形成为所述第二固定安装部,所述研磨本体对应所述通孔位置设有向内凹陷的凹部。
可选的,所述的机车用研磨子组件,所述研磨本体的中部开设有由所述摩擦面朝向所述连接面方向凹陷延伸的分隔槽。
可选的,所述的机车用研磨子组件,所述研磨子组件还包括:
增强垫板,设置在所述连接件和所述研磨本体的连接面之间。
可选的,所述的机车用研磨子组件,所述研磨本体按照质量百分比,包括:
橡胶10%~15%,粘合剂6%~12%,钢纤维20%~30%,芳纶纤维1%~5%,碳纤维1%~5%,无机填料15%~25%,摩擦调节剂20%~30%和硫磺1%~3%;
摩擦调节剂包括氧化铝、氧化镁、二氧化硅、二硫化钼和石墨,其中氧化铝的含量占总材料重量的2%,氧化镁的含量占总材料重量的10%~15%,二氧化硅的含量占总材料重量的4%~5%,二硫化钼的含量占总材料重量的2%,石墨的含量占总材料重量的6%;
无机填料由硫酸钡和碳酸钙组成,其中硫酸钡的含量占总材料重量的8%~15%,碳酸钙的含量占总材料重量的8%~10%。
本发明的另一个目的在于提供一种机车用研磨子组件的加工方法,包括以下步骤:
将研磨本体的各原料组分在啮合型密炼机中依次经预炼、密炼、破碎处理得到摩擦材料;
将得到的摩擦材料和连接件热压粘接一次成型;
装入箱式固化炉中进行程序式升温固化后得到所述研磨子组件。
可选的,所述的一种机车用研磨子组件的加工方法,所述预炼为先将橡胶与粘合剂充分搅拌,后加入其余组分,搅拌时间为40min;所述密炼处理的压力为1.2mpa,时间为90min;所述破碎处理得到的摩擦材料的粒径≥50目;所述热压处理的温度为140℃,压力为7mpa,时间为20min;所述程序式升温的最终温度为150℃,时间为15h-18h。
与现有技术相比,本发明具有以下有益效果:
本发明的机车用研磨子组件,将研磨本体和连接件采用热压粘接一次成型,粘接更加牢固稳定。在研磨本体中设置粉末冶金修复块,并通过背板烧结为一体并与连接件热压成型,可以大大提高研磨子的耐磨性能,提供研磨子的使用寿命。通过对研磨本体各组分以及工艺进行优化,使得制备的研磨子在制动过程中能够修正车轮对圆跳动和多边形,避免多边形现象的发生。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
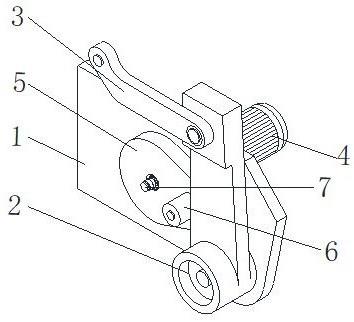
图1为本发明实施例中的机车用研磨子组件的立体结构示意图;
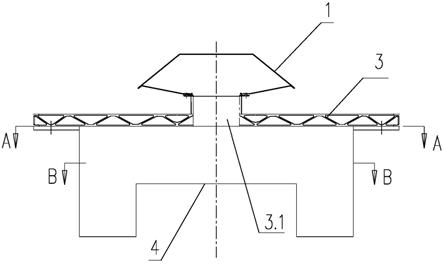
图2为图1的机车用研磨子组件的局部剖视结构示意图。
附图标记说明:
1、研磨本体;11、连接面;12、摩擦面;13、分隔槽;
2、连接件;21、凸部;210、第一固定安装部;211、第一折弯部;212、第二折弯部;22、平板部;220、第二固定安装部;23、定位凸条;
3、粉末冶金修复块;31、粉末冶金修复块背板;
4、凹部;
5、增强垫板;
6、间隙。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
参考图1至图2,本实施例的一种机车用研磨子组件,包括研磨本体1、连接件2、粉末冶金修复块3和增强垫板5。。
如图1和图2所示,研磨本体1为块状,具有相对的连接面11也即如图2所示的上表面和摩擦面12也即如图2所示的下表面。连接件2为现有技术中常见的研磨子用钢板或背板,连接件2与连接面11热压粘接为一体并适于与制动钳配合安装,连接件2朝向连接面11的一侧也即如图所示的连接件2的下表面焊接有粉末冶金修复块3,粉末冶金修复块3适于与研磨本体1热压成型。更具体的,粉末冶金修复块3通过粉末冶金修复块背板31与连接件2的下表面焊接固定之后再与研磨本体1热压成型为一体。
如图2所示,连接件2呈几字形,包括凸部21和平板部22。更具体的,凸部21位于连接件2的中间位置,朝向远离连接面11的方向也即如图2所示的向上的方向凸出延伸,且凸部21与连接面11之间形成有间隙6,凸部21上形成有可与制动钳配合的第一固定安装部210。平板部22包括两个,两个平板部22对称设于凸部21的两侧也即如图2所示的左右两侧,且两个平板部22分别朝向远离凸部21的方向向外延伸,平板部22适于与连接面11相粘接固定,平板部22上设有可与制动钳配合的第二固定安装部220。粉末冶金修复块3包括两个且分别通过与之烧结为一体的粉末冶金修复块背板31与两侧的平板部22焊接固定。需要说明的是,本实施例的烧结工艺为现有常规工艺,具体不做详细描述和限定。本实施例中平板部22并非是水平的,如图2所示,两侧的平板部22是朝向两端倾斜向下延伸的。
更具体的,对于凸部21而言,如图1和图2所示,凸部21包括位于中间的第一折弯部211和两侧的第二折弯部212。其中,第一折弯部211与连接面11相对,沿靠近连接面11的方向朝向间隙6弯曲。第二折弯部212由第一折弯部211的两端分别朝向连接面11方向弯折延伸并分别与两侧的平板部22连接,第一固定安装部210包括两个且为分别开设在两个第二折弯部212上的安装孔。第一折弯部211、两侧的第二折弯部212及研磨本体1的连接面11之间共同围合成间隙6。该间隙6可以便于研磨子与制动钳通过第一固定安装部210配合安装,还可以起到一定的散热作用。优选地,本实施例的凸部21和平板部22一体冲压成型,便于加工,同时也可以提高连接件2的强度。作为可替换的实施例,凸部21和平板部22也可以采用分体设计。
可选的,如图1所示,平板部22远离凸部21的一端上还设有朝向远离研磨本体1方向凸出延伸的适于定位在制动钳上的定位凸条23。通过定位凸条23的设置,可以起到阻挡定位的作用,将研磨子定位固定在制动钳上,防止研磨子摆动。如图1所示,平板部22靠近凸部21的一端上还开设有贯穿各自平板部22的通孔,通孔形成为第二固定安装部220,研磨本体1对应通孔位置设有向内凹陷的凹部4。凹部4与第二固定安装部220配合形成为制动钳安装接口,便于研磨子与制动钳进行安装固定,需要说明的是,制动钳表面形成有凸起,凸起与凹部4相配合,便于研磨子和制动钳匹配安装,同时也可以防止误装,起到了防呆的效果。
可选的,如图2所示,研磨本体1的中部开设有由摩擦面12朝向连接面11方向凹陷延伸的分隔槽13。该分隔槽13的设计可以用于在研磨本体1摩擦时进行排屑,还可以起到一定的散热效果。该分隔槽13可以设置一个或多个,具体不做详细描述和限定。
可选的,如图2所示,研磨子组件还包括增强垫板5,增强垫板5设置在连接件2和研磨本体1的连接面11之间。通过增强垫板5的设置,可以增强连接件2的强度,提高整个研磨子的结构强度。
可选的,本实施例的研磨本体1按照质量百分比,包括:
橡胶10%~15%,粘合剂6%~12%,钢纤维20%~30%,芳纶纤维1%~5%,碳纤维1%~5%,无机填料15%~25%,摩擦调节剂20%~30%和硫磺1%~3%;
摩擦调节剂包括氧化铝、氧化镁、二氧化硅、二硫化钼和石墨,其中氧化铝的含量占总材料重量的2%,氧化镁的含量占总材料重量的10%~15%,二氧化硅的含量占总材料重量的4%~5%,二硫化钼的含量占总材料重量的2%,石墨的含量占总材料重量的6%;
无机填料由硫酸钡和碳酸钙组成,其中硫酸钡的含量占总材料重量的8%~15%,碳酸钙的含量占总材料重量的8%~10%。
研磨本体1的组分中,橡胶可以改善研磨子的冲击韧性及低温脆性。粘合剂用于增强纤维与无机填料之间的胶结。本实施例的粘合剂采用酚醛树脂,应用最广泛。摩擦调节剂可以很好的改善对车轮初始多边形的打磨效率,其中二氧化硅具有很好的增粘效果,石墨可以防止研磨子过度磨损,同时还有益于润滑研磨子同车轮的界面,防止对车轮的异常磨损,提高车轮的修形效率。增强纤维采用钢纤维、碳纤维和芳纶纤维,碳纤维可以提高闸瓦的导热性能,钢纤维可以增强抗拉强度。无机填料中硫酸钡有益于增大研磨子的摩擦系数,控制摩擦因数随温度的波动,并能提高研磨子的冲击强度。
本实施例的研磨子,研磨本体1和连接件2之间通过热压粘接一次成型,加工简便且研磨本体1与连接件2的结合更加牢固稳定。研磨本体1内设有粉末冶金修复块3,可以大大提高研磨本体1的耐磨性能,制动性能好。
实施例2
本实施例的一种机车用研磨子组件的加工方法,包括以下步骤:
将研磨本体1的各原料组分在啮合型密炼机中依次经预炼、密炼、破碎处理得到摩擦材料;
将得到的摩擦材料和连接件2热压粘接一次成型;
装入箱式固化炉中进行程序式升温固化后得到所述研磨子组件。
其中,预炼为先将橡胶与粘合剂充分搅拌,后加入其余组分,搅拌时间为40min;密炼处理的压力为1.2mpa,时间为90min;破碎处理得到的摩擦材料的粒径≥50目;热压处理的温度为140℃,压力为7mpa,时间为20min;程序式升温的最终温度为150℃,时间为15h-18h。
经申请人试验验证,采用上述组分和工艺制备得到的研磨子,具有较好的修形作用,可以修正车轮对圆跳动和多边形,避免出现多边形现象,同时在制动过程中能够清除车轮表面影响粘着的污物,具有较好的清扫作用。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。