1.本技术属于食品加工技术领域,尤其涉及一种自动化的多道包馅食品成型机运皮组件。
背景技术:
2.在现有的自动化加工包馅食品(如馄饨)设备中,对于面皮的处理方式是面皮在通过面皮成型切刀凸模和凹模之间时,先在面皮成型切刀凸模和凹模的同时作用下把需要的部分从面带上冲裁下后,再经推皮板的作用下掉入成型模具中。直排式结构主要是针对现有技术中普遍使用的转盘式结构而言的,转盘式结构是指多个成型模具位于环形的轨道上,且多个成型模具在转盘的带动下在环形轨道上进行运动,对于非环形轨道式的结构可称为直排式结构。
3.现有的自动化生产设备有如专利号为cn201920531820.1,申请日为2019.04.18,名称为《一种适用于自动化生产馄饨的传输设备》的实用新型专利,其技术方案为:本实用新型公开了一种适用于自动化生产馄饨的传输设备,属于食品加工技术领域,涉及馄饨机。一种适用于自动化生产馄饨的传输设备,包括第一工作台、第二工作台、第一传输带和第二传输带;第一传输带用于对面片进行运输,第一传输带上开设有冲皮孔,第一传输带的上方设置有冲皮机构;第二传输带用于传输馄饨皮;第二工作台的上方设置有对馄饨皮注馅料的注馅机构;第二传输带上开设有翻转孔,第二工作台上开设有预留孔,预留孔的下方设置有翻转装置。上述专利是通过冲切的方式将面皮从一个工位转移到另一工位,这种方式适合工位之间存在高度差,且两工位是位于上下相邻的位置,如果两个工位在水平面存在较大间距,则无法通过冲切的方式实现面皮的转移。
技术实现要素:
4.为了克服现有的包馅食品生产设备存在的上述问题,现在提出一种能够实现远距离面皮转移的多道包馅食品成型机运皮组件。
5.为实现上述技术效果,本技术的技术方案如下:
6.一种多道包馅食品成型机运皮组件,包括吸盘本体和动力组件,所述吸盘本体的两端各设置有带动吸盘本体运动的动力组件;所述吸盘本体包括横梁和设置在横梁上的吸盘组件,所述吸盘组件通过气管与气源分配器连通,所述气源分配器上设置有正负压换向装置,所述吸盘组件底部设置有气孔。
7.进一步地,所述动力组件为电机与xy轴连杆配合或者气缸。
8.进一步地,所述吸盘组件包括多个模块化结构并排设置的吸盘,所述吸盘内设置有气道,所述吸盘底部设置有多个气孔,气道一端与气孔连通,气道另一端与气源分配器通过气管连通。
9.进一步地,所述吸盘的外边缘设置有用于避让注馅管的凹槽。
10.进一步地,所述横梁上设置有导向轴,所述导向轴上设置有缓冲器。
11.进一步地,气孔可以均分分布在吸盘底部,也可以不规则分布在吸盘底部,
12.运皮组件的工作原理为:吸盘本体在动力组件带动下,在吸盘底面接近面皮时正负压换向阀切换到负压作用,吸盘本体继续下降接触面皮后在负压作用下把面皮吸附在吸盘上,吸盘本体在动力组件带动下移动到注馅管与成型模具之间。正负压切换阀切换到正压起作用,让面皮掉入托面板上。吸盘本体退出成型模具,正负压切换阀切换到负压起作用,吸盘本体移动开始下一次运皮。
13.本技术的优点在于:
14.运皮组件通过对面皮的吸附实现了将面皮从输送带水平方向转移至成型模具上的效果,并且通过动力组件的带动,使吸盘本体能在水平、竖直等方向进行运动,吸盘本体中的正负压换向阀能够实现对气源的切换,方便吸盘本体实现面皮吸附和面皮落下等操作。
附图说明
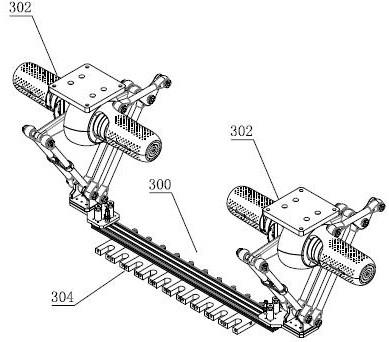
15.图1为运皮组件结构示意图。
16.图2为吸盘本体部分的立体图。
17.图3为吸盘本体部分的仰视图。
18.图4为吸盘本体部分的侧视图。
19.图5为吸盘本体部分的主视图。
20.图6为吸盘的立体图。
21.附图中:300
‑
运皮组件,301
‑
吸盘本体,302
‑
动力组件,303
‑
横梁,304
‑
吸盘组件,305
‑
气孔,306
‑
吸盘,307
‑
凹槽,308
‑
导向轴,309
‑
缓冲器。
具体实施方式
22.实施例1
23.一种多道包馅食品成型机运皮组件300,包括吸盘本体301和动力组件302,所述吸盘本体301的两端各设置有带动吸盘本体301运动的动力组件302;所述吸盘本体301包括横梁303和设置在横梁303上的吸盘组件304,所述吸盘组件304通过气管与气源分配器连通,所述气源分配器上设置有正负压换向装置,正负压换向装置可以为正负压换向阀或其他实现相同功能的现有结构。所述吸盘组件304底部设置有气孔305。气源分配器外接有气源发生器,气源分配器通过正负压的切换实现吸盘组件304对面皮的吸附或者吹离。本技术中多道也是多列的意思,是指可以同时加工多列食品,每一列或每一道待加工食品的长度方向与其输送方向相同。待加工食品位于输送带上随输送到运动,在沿输送带的长度方向上,分布有多列待加工食品,多列待加工食品依次被成型模具加工成型。
24.实施例2
25.一种多道包馅食品成型机运皮组件300,包括吸盘本体301和动力组件302,所述吸盘本体301的两端各设置有带动吸盘本体301运动的动力组件302;所述吸盘本体301包括横梁303和设置在横梁303上的吸盘组件304,所述吸盘组件304通过气管与气源分配器连通,所述气源分配器上设置有正负压换向装置,正负压换向装置可以为正负压换向阀或其他实现相同功能的现有结构。所述吸盘组件304底部设置有气孔305。气源分配器外接有气源发
生器,气源分配器通过正负压的切换实现吸盘组件304对面皮的吸附或者吹离。
26.动力组件302为电机与xy轴连杆配合或者气缸。本领域技术人员也可以使用可实现x轴、y轴运动的其他现有动力机构。或者采用双轴或者三轴机械手。
27.吸盘组件304包括多个模块化结构并排设置的吸盘306,所述吸盘306内设置有气道,所述吸盘306底部设置有多个气孔305,气道一端与气孔305连通,气道另一端与气源分配器通过气管连通。每一个吸盘306负责吸附一张面皮,各个吸盘306相互独立,每个吸盘306均可独立进行面皮的吸附和吹离,每个吸盘306也是单独与气源分配器进行连通。本领域技术人员也可以设置有一个长条形结构的吸盘306,在吸盘306上再区分多个区域进行多张面皮的吸附。
28.吸盘306的外边缘设置有用于避让注馅管的凹槽307。由于注馅管位置较低,当吸盘306接近成型模具准备吹离面皮时,注馅管会构成对吸盘306的阻挡,而吸盘306前端外边缘设置的凹槽307。
29.横梁303上设置有导向轴308,所述导向轴308上设置有缓冲器309。吸盘本体301中导向轴308和缓冲器309的作用是在吸盘306接触面皮时有一定缓冲距离,来保证吸盘306在紧贴面皮过程中不受皮带的反向冲击力。
30.气孔305可以均分分布在吸盘306底部,也可以不规则分布在吸盘306底部,如只分布在吸盘306底部的一侧边,而另一侧边不设置气孔305。
31.吸盘本体301在动力组件302带动下,在吸盘306底面接近面皮时正负压换向阀切换到负压作用,吸盘本体301继续下降接触面皮后在负压作用下把面皮吸附在吸盘306上,吸盘本体301在动力组件302带动下移动到注馅管与成型模具之间。正负压切换阀切换到正压起作用,让面皮掉入托面板上。吸盘本体301退出成型模具,正负压切换阀切换到负压起作用,吸盘本体301移动开始下一次运皮。
32.运皮组件300通过对面皮的吸附实现了将面皮从输送带水平方向转移至成型模具上的效果,并且通过动力组件302的带动,使吸盘本体301能在水平、竖直等方向进行运动,吸盘本体301中的正负压换向阀能够实现对气源的切换,方便吸盘本体301实现面皮吸附和面皮落下等操作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。