1.本发明涉及高温氧化防护涂层技术领域,具体涉及一种基于冷喷涂高速沉积增材制造技术制备金属铱涂层的方法及装置。
背景技术:
2.铱(ir)作为铂族贵金属,熔点高达2440℃,强度高,因为极低的氧渗透率和较高的抗氧化性能而被应用于高温抗氧化涂层。铱在2100℃时仍具有较低的氧扩散系数,是理想的氧气扩散屏蔽材料。研究结果表明(yang wenbin,zhang litong,hua yunfeng,et al.,thermal stability of iridium coating prepared by mocvd[j].international journal of refractory metals and hard materials,2009,27(1):33-36,chen zhaofeng,wu wangping,cong xiangna.oxidation resistance coatings of ir-zr and ir by double glow plasma[j].journal of materials science&technology,2014,30(3):268-274),相比于其他的抗氧化涂层铱涂层具有更高的使用温度和更长的服役寿命。采用铼/铱材料体系的燃烧室工作温度可达2200℃,可显著提高发动机性能,金属铱作为涂层时,韧性的铱涂层不仅可以减少表面的裂纹,又可以在一定程度上缓解热应力,使涂层不开裂(strife j r,sheehan j e.ceramic coatings for carbon-carbon composites[j].ceramic bulletin,1988,67(2):369-374)。自20世纪80年代开始,美国开发了以铼为基体,铱为抗氧化涂层的空间发动机燃烧室结构,解决了铱涂层制备的基础问题和工程应用的各项关键技术(henderson s,stechman c,wierenga k,et al.performance results for the advanced materials hipropellant meket(am-bb)engine[j],a1aa,2010,6883:25-28)。国内针对高温抗氧化涂层的研究起步较晚,经过十余年的研究,始终未能攻克铱涂层制备的关键问题。然而,纯铱在应用时存在一些问题:高温氧化挥发、微孔的扩张、晶界偏聚和热辐射率低等,降低了铱涂层的使用寿命。
[0003]
冷喷涂(又称冷气动力喷涂)是以压缩气体驱动金属粒子使其在完全固态下以极高的速度碰撞基板,使粒子发生剧烈的塑性变形而沉积形成涂层的一种新型喷涂技术。冷喷涂具有低温下固态沉积的特点,可以显著降低甚至完全消除传统热喷涂中氧化、相变、偏析、残余拉应力和晶粒长大等不利影响。
[0004]
冷喷涂与热喷涂的最大区别是颗粒加热程度不同导致的在撞击基体;表面之前的状态不同。传统热喷涂技术的三大热源温度分别为:燃烧火焰(温度均高于2000℃)、电弧(温度达到5000℃以上)、等离子体(温度更高达16000℃),颗粒在沉积过程中伴随颗粒的熔化、烧蚀、氧化等问题;而冷喷涂技术的颗粒在沉积过程中不发生熔化,颗粒以固态形成沉积。相比热喷涂和激光熔覆技术等以化学反应为特点的增材制造技术,冷喷涂主要优势有:
[0005]
(1)喷涂效率高,沉积厚度可控;
[0006]
(2)喷涂过程氧化少,无烧蚀和晶粒长大现象,适合喷涂热敏感和相变敏感材料;
[0007]
(3)涂层化学成分与原材料保持一致;
[0008]
(4)对基体的热影响极小;
[0009]
(5)涂层具有压应力。
[0010]
近年来,已经有了热喷涂技术包括超音速火焰喷涂和大气等离子喷涂制备金属铱涂层的报道,涂层质量较高,涂层与基体之间存在较为明显的界面,但由于加热温度高、需要将金属铱熔融然后再沉积,故涂层易发生氧化和相变,影响到铱涂层与高温合金基体的结合强度以及涂层后续的服役性能。因此,采用冷喷涂固态沉积增材制造技术制备金属铱涂层是解决现有铱涂层易氧化、涂层拉应力高及其与基体结合强度低的一个有效可行的途径。
技术实现要素:
[0011]
本发明的目的是提供一种基于冷喷涂高速沉积增材制造技术制备金属铱涂层的方法及装置,解决现有涂层制备技术制备金属铱涂层时存在的涂层相变、氧化以及涂层与基体间存在较大拉应力的问题。
[0012]
本发明技术方案如下:
[0013]
一种基于冷喷涂高速沉积增材制造技术制备金属铱涂层的方法,该方法是以纯金属铱粉末为喷涂粉末,采用冷喷涂高速沉积技术在高温合金基体上制备金属铱防护涂层。
[0014]
所述冷喷涂高速沉积技术中:采用带有气体加热器的冷喷涂设备进行涂层制备,喷涂时气体加热温度为500~750℃,喷涂气体使用空气、氮气或氦气,喷涂时气体压力为1.5~3.0mpa,喷涂距离为10~40mm。
[0015]
所用的纯金属铱粉末纯度大于99%,粉末粒度的分布范围为1-60μm。
[0016]
所述纯金属铱粉末中,粒度<15μm的粉末的质量百分含量小于10%,粒度15μm~45μm的粉末的质量百分含量大于90%,粒度>45μm的粉末为余量。
[0017]
所述冷喷涂金属铱涂层的厚度为20~300μm,涂层与基体的结合强度大于20mpa。
[0018]
本发明设计原理如下:
[0019]
要获得缺陷少、质量高的铱涂层需要制定一整套合理的工艺参数。虽然对主气体加热能使粒子的速度增加,从而增加粒子的动能以至于更加容易和基体发生结合,但主气温度过高会导致粉末颗粒内部的晶粒长大,恶化喷涂颗粒的性能;同时,会使喷涂粒子在喷枪内发生融化,阻塞喷枪。当然,气体温度也不能太低,否则不利于喷涂颗粒的加速。在气体温度降低的情况下,要使喷涂粒子发生沉积,需要增加气体压力,而气体压力受限于设备的能力。
[0020]
本发明涂层的沉积是在带有气体加热器的冷喷涂设备上完成。设备在工作时仍然基于空气动力学原理,利用高压气体(he、n2、混合气体或空气)携带粉末颗粒经缩放管后产生超音速双相流,在完全固态下撞击基体,通过较大的塑性流动变形而沉积于基体表面上形成涂层。喷枪是利用de lavel喷嘴原理设计的。喷涂过程中,当粒子的速度超过其相应的临界速度时,粒子碰撞后沉积于基体表面,形成涂层;反之,将发生冲蚀现象。
[0021]
本发明的优点及有益效果如下:
[0022]
1、本发明为了提高涂层的质量,得到与基体结合强度高、且本身致密度高的涂层,采用具有气体加热器的冷喷涂设备,对空压机或气瓶输送出来的压缩空气或氮气、氦气进行加热,使其发生膨胀加速及温度升高的效果,以超音速以上的速度输送到de lavel喷枪
的混合室与那里的铱粉末进行混合以加热粉末、增加粉末塑性变形的能力,促进高质量冷喷涂金属铱涂层的沉积。采用冷喷涂高速沉积增材制造技术可以获得高质量的金属铱涂层,该涂层在沉积过程中无氧化相变发生,充分保持了金属铱高温抗氧化性能优越的特性,且涂层与基体的结合力呈压应力状态,配合后续的封孔处理和表面处理,即节省工序又降低了成本,有着广泛的应用前景。
[0023]
2、本发明方法在喷涂过程中能够有效避免金属铱粉末的氧化,对材料组织结构影响小,保留了原始喷涂粉末的成分和结构,不产生杂质相。冷喷涂所用的金属铱粉末可以实现回收再利用,涂层沉积效率高、沉积速度快,可以节约喷涂用粉。结果表明,冷喷涂是一种制备金属铱防护涂层的有效方法。
[0024]
3、本发明冷喷涂高速沉积技术是制备纯金属铱涂层的有效方法,较现有金属铱涂层制备工艺相比不仅具有涂层厚度大、致密性高、与基体结合力强、防护效果好等特点,同时还具有涂层基本不存在氧化的主要特点,以及涂层局部脱落后可以快速重新增材制造、进行现场修复等优点。
[0025]
4、本发明所制备的冷喷涂金属铱涂层能起到高温防护涂层的作用,设计点温度范围为室温~1700℃,受高温环境腐蚀作用,工作介质可以为空气、氮气、氩气或真空环境。本发明填补了冷喷涂高速沉积增材制造技术制备金属铱涂层的技术空白,具有明显较好的技术效果。
附图说明
[0026]
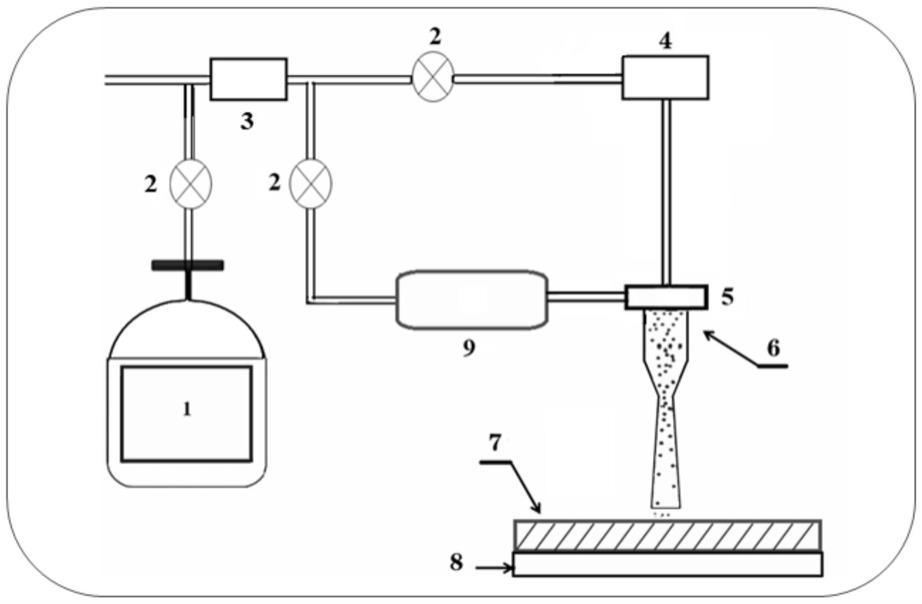
图1为本发明所用带有气体加热器的冷喷涂设备结构示意图。
[0027]
图中:1-压缩气体供给装置,2-气阀,3-控制系统,4-送粉器,5-de lavel喷枪,6-喷嘴,7-基体,8-样品台,9-气体加热器。
具体实施方式
[0028]
下面结合附图及实施例详述本发明。
[0029]
本发明采用带有气体加热器的冷喷涂设备在高温合金基体上制备金属铱防护涂层;如图1所示,该冷喷涂设备包括压缩气体供给装置1、控制系统3、气体加热器9、送粉器4和喷枪6;其中:压缩气体供给装置输出的压缩气体先经过控制系统主管路再分为两路气体分别输出(第一管路送粉气和第二管路主气),主管路、第一管路和第二管路上均设置有气阀2;第一管路与送粉器4连接,送粉器与喷枪前端混合室5连接,所述控制系统用于控制第一管路中送粉气体流量以及送粉量(第一管路与送粉器均连接在控制系统上);第二管路与喷枪上部连接,第二管路上设置气体加热器,对第二管路中输送的主气进行加热。
[0030]
送粉气体和主气均由压缩气体供给装置1提供,压缩气体供给装置1为最大压力3.5mpa的空压机或者氮气气瓶、氦气气瓶。所述气体加热器9对主气进行加热,加热后的主气在喷枪混合室5内与送粉器4输送出的粉末相混合,在喷枪6内能够进行热传导加热粉末并且发生缩放过程使气体与粉末膨胀加速,喷枪固定在工作台上;基体7固定在样品台8上,喷枪6相对于样品台8进行相对运动,主要是在二维平面内的直线运动和三位空间的旋转运动。
[0031]
本发明中,喷涂原料选用金属铱粉末,喷涂基材为高温合金。喷涂设备为上述带有
气体加热器的冷喷涂系统。具体工艺参数如下:主气预热温度为500~750℃,喷涂距离为10~30mm,喷涂压力为1.5~3.0mpa。喷涂前,基体应先使用丙酮、乙醇除油,然后用400-800目的白刚玉进行喷砂粗化处理。
[0032]
喷涂原料选用的高纯金属铱粉末,其纯度>99%,该金属铱粉末通过气雾化制粉法制备。
[0033]
所述金属铱粉末,其粒度要求为:粒度<15μm的金属粉末其质量百分含量<10%,粒度15μm~45μm的金属粉末其质量百分含量>90%,粒度>45μm的金属粉末为余量。
[0034]
实施例1
[0035]
喷涂原料为高纯金属铱粉末,其纯度>99%,选择压缩气体作为喷涂介质,喷涂压力为2.2mpa,喷涂温度为650℃,喷涂距离为25mm,采用冷喷涂高速沉积增材制造技术在高温合金基体上制备金属铱防护涂层,喷涂时间300s。所制备的金属铱涂层的厚度为120μm,孔隙率<1.8%,涂层与基体的结合力强度25mpa。
[0036]
实施例2
[0037]
喷涂原料为高纯金属铱粉末,其纯度>99%,选择压缩空气作为喷涂介质,喷涂压力为2.0mpa,喷涂温度为600℃,喷涂距离为20mm,采用冷喷涂高速沉积增材制造技术在高温合金基体上制备金属铱防护涂层,喷涂时间360s。所制备的金属铱涂层的厚度为110μm,孔隙率为2%,涂层与基体的结合力强度20mpa。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。