一种提高fpcb曝光速度的装置及加工方法
技术领域
1.本发明属于柔性印刷电路板(fpcb)加工领域,涉及一种柔性印刷电路板曝光装置,具体涉及一种提高fpcb曝光速度的装置及加工方法。
背景技术:
2.fpcb(flexible printed circuit board)材料柔软,质地轻盈、构型为极薄/极轻的结构,材料可以经多次挠曲而不会出现断裂状况,相对于刚性印刷电路板来说它可曲可挠、体积更小、重量更轻,在电子产品中起了导通和桥梁作用,使产品性能更好,体积更小。fpcb的生产工序一般为:工型冲孔、涂布、曝光、显影、蚀刻、退膜、化锡、自动光学监测、油墨印刷、分切、电路检测与最终清洗包装。其中曝光工序是将光致抗蚀剂涂覆在基材表面后,利用光照将掩模版上的图形经过光学系统后投影到光致抗蚀剂上,导致其发生化学反应,以实现设计图形的转移。
3.在传统的fpcb曝光过程中,fpcb在停止后,压紧、定位和曝光操作依次进行,每块电路板整个曝光时间约6s左右,效率较低,需要进购多台fpcb曝光设备,否则曝光速度不能与其他加工流程的加工速度相匹配,严重影响生产线整体加工速度。
技术实现要素:
4.针对上述问题,本发明的目的是为了提高以卷对卷(roll to roll)生产方式的fpcb制造过程中的曝光速度,提出一种提高fpcb曝光速度的装置,用于在不同加工区域同时进行压紧、定位和曝光操作,以提高曝光速度,大幅度提高fpcb生产效率。
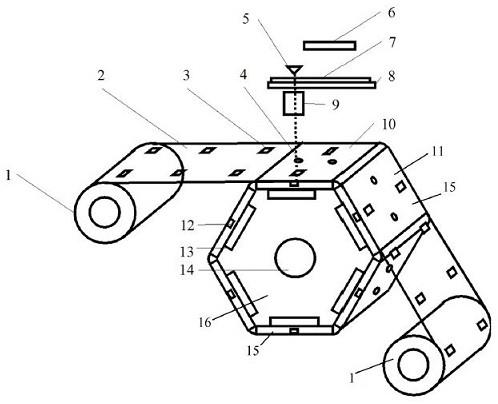
5.为了解决上述技术问题,本发明采用的技术方案如下:一种提高fpcb曝光速度的装置,其特征在于:包括两个拖料滚轮和设于两个拖料滚轮之间的定位曝光加工装置;所述定位曝光加工装置包括正多棱柱加工平台、掩模板、定位光源、曝光光源和驱动正多棱柱加工平台绕其中心旋转的驱动装置,所述正多棱柱加工平台的每个平面均均为一个加工面,每个加工面设有一个通过二维移动机构安装的加工平板,所述加工平板上设有若干用于压紧fpcb的抽气孔以及与定位光源相配合的ccd相机;两个拖料滚轮用于输送fpcb,fpcb两侧设有若干与定位光源及ccd相机配合的定位孔,通过选择两个拖料滚轮的相对位置角度,使得fpcb贴合在正多棱柱加工平台的两个相邻加工面上,沿着fpcb输送方向,第一个加工面为压紧工位,第二加工面为定位曝光工位;所述定位光源和曝光光源均设于定位曝光工位的掩模板上方,所述掩模板设于加工平板正上方。
6.进一步地,所述定位光源下方设有滤光镜头,所述滤光镜头对定位光源进行滤光,防止定位光源对曝光造成影响。
7.进一步地,所述掩模板通过掩模放置平台安装在曝光光源下方。
8.进一步地,所述正多棱柱加工平台为正六棱柱加工平台。
9.进一步地,所述驱动装置为电机。
10.本发明还提供一种提高fpcb曝光速度的加工方法,采用上述任意一项所述的装置,其特征在于,提高fpcb曝光速度的加工方法包括以下步骤:s1:待加工的fpcb通过两个拖料滚轮拖动间歇式输送,当fpcb移动到压紧工位的加工面时,压紧工位的加工平板上的抽气孔开设抽气,将fpcb吸附在加工平板上;s2:当fpcb完成抽气压紧后,正多棱柱加工平台和拖料滚轮同时转动,使得已经通过抽气压紧的加工平板移动到定位曝光工位;开启定位光源,定位光源通过掩膜投影mark图像,透过定位孔后被ccd相机,ccd相机根据预设的mark图像判断定位孔偏移情况,然后通过二维移动机构微移动该工位的加工平板,使得fpcb位于允许范围内;s3:当fpcb完成定位操作后,曝光光源开启,进行曝光操作,同时新的fpcb运动到压紧工位,压紧工位按照步骤s1完成对fpcb压紧动作;s4:当定位曝光工位上的fpcb完成曝光操作后,处于定位曝光工位的加工平板上的抽气孔停止抽气,正多棱柱加工平台再次旋转一个工位,压紧工位执行步骤s1操作,定位曝光工位执行步骤s2至步骤s4,重复循环,实现fpcb连续曝光加工。
11.进一步优选的,根据实际的加工速度或形状要求,可将正多棱柱加工平台改为正五棱柱、正六棱柱、正八棱柱等。此外,通过改变拖料滚轮位置,可以实现在加工过程中,fpcb与更多的加工平板接触,从而对更多待加工fpcb同时进行压紧定位操作。
12.进一步优选的,为了避免fpcb在正多棱柱加工平台的转角处产生折痕,正多棱柱加工平台的转角处采用圆弧过渡。
13.本发明有意效果如下:本发明将现有技术fpcb加工中的一个工位改为两个工位,将加紧与定位曝光分开,使得两者同时进行,大大提高加工速度。
附图说明
14.图1是本发明提高fpcb曝光速度的装置的结构示意图;图2是本发明来提高fpcb曝光速度的加工方法的流程示意图。
15.附图标记:1
‑
拖料滚轮,2
‑
fpcb,3
‑
定位孔,4
‑
抽气孔,5
‑
定位光源,6
‑
曝光光源,7
‑
掩模板,8
‑
掩模放置平台,9
‑
滤光镜头,10
‑
定位曝光工位,11
‑
压紧工位,12
‑
ccd相机,13
‑
二维移动机构,14
‑
加工平台转动轴,15
‑
加工平板,16
‑
正六棱柱加工平台。
具体实施方式
16.为了使本发明的技术手段、创作特征、工作流程、使用方法、达成目的与功效易于了解,下面结合附图进一步阐述本发明。
17.下面以正六棱柱加工平台为例对本发明进行举例说明。
18.如图1所示,本发明提供一种提高fpcb 2曝光速度的装置,包括两个拖料滚轮1,两个拖料滚轮1是卷对卷(roll to roll)生产方式的已有设备,本发明在两个拖料滚轮1之间设置定位曝光加工装置;所述定位曝光加工装置包括正多棱柱加工平台、掩模板7、定位光源5、曝光光源6和驱动正多棱柱加工平台绕其中心旋转的驱动装置,所述正六棱柱加工平台16的每个平面
均为一个加工面,每个加工面设有一个通过二维移动机构13安装的加工平板15,所述加工平板15上设有若干用于压紧fpcb 2的抽气孔4以及与定位光源5相配合的ccd相机12;两个拖料滚轮1用于输送fpcb 2,fpcb 2两侧设有若干与定位光源5及ccd相机12配合的定位孔3,通过选择两个拖料滚轮1的相对位置角度,使得fpcb 2贴合在正六棱柱加工平台16的两个相邻加工面上,沿着fpcb 2输送方向,第一个加工面为压紧工位11,第二加工面为定位曝光工位10;所述定位光源5和曝光光源6均设于定位曝光工位10的掩模板7上方,所述掩模板7设于加工平板15正上方。
19.需要说明的是,本发明并没有详细介绍二维移动机构13,二维移动机构13可以采用现有技术中常见结构,比如横向丝杠螺母滑台和纵向丝杠螺母滑台组成的二维移动平台(比如可以采用cn209477514u所公开的技术),所述正六棱柱加工平台16采用正六棱柱框架,每个面为一个矩形框,二维移动平台安装在矩形框上,加工平板15安装在二维移动平台上,通过二维移动平台实现加工平台在加工面内的移动,从而进行fpcb 2位置调整。
20.需要说明的是,正六棱柱加工平台16固定安装在加工平台转动轴14上,加工平台转动轴14可以被动的安装在支撑件(图中未画出)上,也可以通过类似于电机之类动力装置驱动,当然为了保证拖料滚轮1和正六棱柱加工平台16运动的同步性,可以采用伺服电机或者转数、转角传感器之类常用设备配合控制器或计算机完成,这些均为现有常用技术,对于本发明能否解决技术问题不构成影响。
21.需要说明的是本发明曝光定位光源5采用mark图像技术,所述ccd相机12透过位于fpcb 2上的定位孔3拍摄定位光源5经过掩膜投下来的投影,当然为了防止定位光源5对曝光造成影响,在定位光源5和掩膜板之间设置了滤光镜头9,具体如何定位,可以参考cn 110658698 a所公开技术,检测到偏移后,通过控制器或计算机控制加工平台进调整,即可完成定位。
22.当待加工fpcb 2移动到压紧工位11的加工面时,抽气孔4开始抽气,利用气压将待加工fpcb 2压紧在加工面上的加工平板15上,防止待加工fpcb 2在后续加工过程中滑移;当fpcb 2在定位曝光面完成曝光操作后,抽气孔4停止抽气,fpcb 2和加工平板15分离。
23.加工时,正六棱柱加工平台16每次转动60度,对于正多棱柱加工平台,每次旋转一个加工面的角度,比如正八变形,每次旋转45度,而拖料滚轮1进行同步转动,使得fpcb 2各处线速度一致。
24.ccd相机12和二维移动机构13都只有在加工平板15处于定位曝光工位10时才进行相关操作,ccd相机12和二维移动机构13以及定位光源5,掩模板7,掩模放置平台8,滤光镜头9和fpcb 2上的定位孔3共同用于对fpcb 2的定位操作。
25.本发明根据上述装置还提供一种提高fpcb曝光速度的加工方法,包括以下步骤:s1:待加工的fpcb 2移动到处于压紧工位11的加工平板15后,拖料滚轮1和正六棱柱加工平台16同时停止转动,待加工fpcb 2停止运动,压紧工位11上加工平板15上抽气孔4开始抽气,将fpcb 2吸附在加工平板15上,防止fpcb 2在后续加工过程中产生划移;s2:当fpcb 2完成抽气压紧后,正六棱柱加工平台16和拖料滚轮1同时转动,加工平板15以及其上压紧的待加工fpcb 2从压紧工位11移动到定位曝光工位10。用于定位的ccd相机12开始工作,它将捕捉到的透过fpcb 2上定位孔3的掩膜投影下来的定位mark图像传输至相连的计算机中,计算机通过控制加工平板15下方的二维移动机构13来使ccd相机
12捕捉到的mark和ccd相机12内预存储mark进行比对,如果偏差大于允许值,则启动二维移动机构13进行调整,实现mark图案的校准,保证投影下来的定位点处于定位孔3的中心。
26.s3:当fpcb 2完成定位操作后,曝光光源6开启,进行曝光操作。同时下一个移动到压紧工位11的加工平板15对移动到该平面上的待加工fpcb 2进行压紧操作。
27.s4:当定位曝光工位10上的fpcb 2完成曝光操作后,处于定位曝光工位10的加工平板15上的抽气孔4停止抽气。压紧工位11上的fpcb 2完成压紧后,正六棱柱加工平台16和拖料滚轮1同时滚动,曝光完成的fpcb 2离开加工平板15,位于压紧工位11的加工平板15移动到定位曝光工位10上,后续的fpcb 2移动到下一个位于压紧工位11的加工平板15上,压紧工位11执行步骤s1操作,定位曝光工位10执行步骤s2至步骤s4,重复循环,实现fpcb 2连续曝光加工。
28.以上实施方式仅用于说明本发明,而非对本发明的限制。尽管参照实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,对本发明的技术方案进行各种组合、修改或者等同替换,都不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。