1.本发明属于镜片调校领域,具体涉及一种镜片组同心度高精度调校方法。
背景技术:
2.随着航空航天技术的不断更新,航空发动机叶片、喷油嘴、频率选择面等部件需要加工各类微小孔以满足越来越严苛的要求。超快激光加工技术由于具有无热效应、无应力、柔性度高等优点,已逐渐成为航空航天领域的关键制造技术。基于道威棱镜、四光楔等原理制造的激光加工头,需要用到镜片组以改善激光焦点处的焦点能量分布状态,进而提高微孔的加工质量。
3.中国专利cn105334601.a为现有镜片组经常使用的结构,依据镜片的直径和外形公差,加工对应直径的安装框,再通过压片进行定位和固定。但是,由于镜片属于脆性材料,当安装过紧时,容易发生碎裂的现象,所以该方式的安装精度有限,镜片组同心定位精度在25μm以上,且有可能使镜片发生偏斜,无法满足打孔头镜片组的安装精度要求。当镜片组同心精度不高,镜片发生偏斜时,会导致激光焦点的能量分布较差,无法实现精密加工,因此,有必要研究一种实现镜片组中各镜片的位置和姿态调校方法。
技术实现要素:
4.本发明提供了一种镜片组同心度高精度调校方法,用以解决镜片组同心度无法满足安装精度,导致激光焦点的能量分布较差,无法实现精密加工的难题。
5.为实现上述目的,本发明采用以下技术方案:
6.一种镜片组同心度高精度调校方法,包括以下步骤:
7.步骤一、对镜片组中的每个透镜设置相应的定位组件,所述定位组件包括透镜定位框和压片;所述透镜定位框的一端设置有调整法兰,侧壁上设置沿径向贯通的调节孔,所述调节孔内设置有调节顶丝;所述透镜设置在透镜定位框内,并通过压片轴向压紧;
8.步骤二、将安装有透镜的透镜定位框安装在机床回转轴上,同时,在机床另一侧安装对心仪,所述对心仪发出的激光束与机床回转轴的轴线同轴,且对心仪上设置有用于观测反射激光束位置和质量的视觉界面;
9.步骤三、对心仪发射激光束,该激光束穿过透镜返回至视觉界面,视觉界面观测透镜轴线与对心仪发出的激光束是否重合,若重合,则透镜轴线与对心仪发出的激光束重合,若不重合,通过调整法兰调节透镜定位框的姿态和位置,直至透镜轴线与对心仪发出的激光束重合;
10.步骤四、机床回转轴旋转,带动安装有透镜的透镜定位框旋转,机床刀具对透镜定位框的外壁进行加工,使得透镜定位框外端面与机床回转轴的轴线同轴;
11.步骤五、机床刀具去除调整法兰,得到透镜模块;
12.步骤六、重复步骤二至步骤五,对镜片组中每个透镜的透镜定位框进行加工,得到多个透镜模块;
13.步骤七、将多个透镜模块安装至镜片组框内形成镜片组;
14.步骤八、将镜片组安装至机床回转轴上,利用对心仪检查镜片组中的各透镜是否同轴,若不同轴,利用调节顶丝调节各个透镜模块的位置,直至各透镜同轴;
15.步骤九、各透镜模块的位置调节完成后,固定各透镜,镜片组同心度调节完成。
16.进一步地,步骤二中,透镜定位框通过转接板安装在机床回转轴的安装板上,所述转接板上设置有姿态调节光孔,所述安装板上设置有姿态调节螺纹孔,调节螺栓依次穿过姿态调节光孔、调节弹簧和姿态调节螺纹孔,将转接板与安装板连接;步骤三中,旋转调节螺栓,通过调节螺栓和调节弹簧调整转接板相对于安装板的俯仰姿态,从而使得透镜轴线与对心仪发出的激光束重合。
17.进一步地,步骤二中,透镜定位框的调整法兰上设置有连接光孔,所述转接板上设置有连接螺纹孔,连接螺栓穿过连接光孔、连接螺纹孔,将调整法兰与转接板连接,所述连接光孔的直径大于连接螺栓的直径;步骤三中,上下或左右移动调整法兰,使得透镜定位框相对于转接板的位置发生变换,从而完成透镜定位框的位置调节,使得透镜轴线与对心仪发出的激光束重合。
18.进一步地,步骤九、各透镜模块位置调节完成后,每个调节顶丝涂抹螺纹紧固胶以固定各透镜的位置,待螺纹紧固胶凝固后,完全压紧压环,则镜片组同心度调节完成。
19.与现有技术相比,本发明方法具有如下有益效果:
20.本发明镜片组同心度高精度调校方法中,为镜片组的每个透镜设计独立的透镜定位框,通过对心仪确定光学镜片的光心(即镜片的回转轴线),对心仪的激光束与车床回转轴高精度重合,以此为基准,可通过车刀一次性修正镜片外框,使结构件的回转轴线与镜片的回转轴线高精度重合,为后续镜片组中各透镜模块的调整提供基准。同时,各透镜的安装座设计有可加工去除的调整法兰,调整法兰与车床的调节机构连接,可用于后续镜片姿态和位置的调节。各单独调校好的镜片及其安装座集成到透镜组安装框时,可通过顶丝单独调节各镜片的位置,实现各透镜组间位置的高精度调节。
附图说明
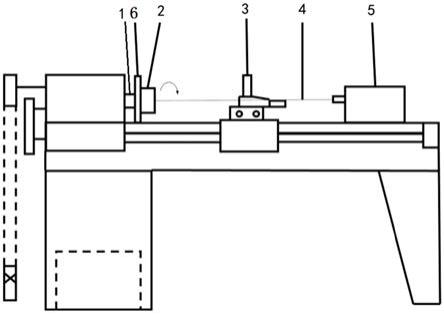
21.图1为本发明将透镜模块安装至机床进行调整时的示意图。
22.图2为本发明去除调整法兰的透镜模块示意图;
23.图3为本发明透镜定位框与车床的连接示意图;
24.图4为本发明镜片组的示意图。
25.附图标记:1
‑
机床回转轴,2
‑
透镜模块,3
‑
机床刀具,4
‑
激光束,5
‑
对心仪,6
‑
安装板,7
‑
转接板,8
‑
镜片组框,9
‑
调节弹簧,10
‑
调节螺栓,11
‑
连接螺栓,21
‑
透镜,22
‑
透镜定位框,23
‑
压片,24
‑
调整法兰。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
27.本发明提供一种镜片组同心度高精度调校方法,该方法中,为镜片组的每个透镜设计独立的定位组件,每个透镜的定位组件包含透镜定位框和压片。为了调节各个透镜的
位置,透镜定位框侧边设计有螺纹孔,每个透镜定位框可通过顶丝来独立调节每个透镜与其对应的透镜定位框的同心度。同时,每个透镜的透镜定位框设计有用于调节镜片同心度的调整法兰,调整法兰与机床连接,通过调整法兰调节透镜定位框的俯仰,从而调整与机床转轴的同心度,然后通过机床微修透镜定位件,使透镜定位面轴线与透镜回转轴线高精度同轴,可高精度保证单个透镜与其定位件的同轴度。每个透镜安装好后,安装至镜片组框内,通过高精度垫片使每个透镜保持该有的距离,然后通过压片完成镜片组的安装。最后将镜片组安装至机床回转轴上,利用对心仪检查镜片组中的各透镜是否同轴,若不同轴,利用调节顶丝调节各个透镜模块的位置,直至各透镜同轴;各透镜模块的位置调节完成后,固定各透镜,镜片组同心度调节完成。
28.本发明提供的镜片组同心度高精度调校方法,包括以下步骤:
29.步骤一、对镜片组中的每个透镜21设置相应的定位组件,定位组件包括透镜定位框22和压片23;透镜定位框22的一端设置有调整法兰24,侧壁上设置沿径向贯通的调节孔,调节孔内设置有调节顶丝;透镜21设置在透镜定位框22内,并通过压片23轴向压紧;
30.步骤二、将安装有透镜21的透镜定位框22安装在机床回转轴1上,同时,在机床尾座安装对心仪5,对心仪5发出的激光束与机床回转轴1高精度同轴,对心仪5配备有可视界面,用于监测发出的光束经过透镜21反射回来的光束质量及位置;
31.步骤三、对心仪5发射激光束4,该激光束4穿过透镜21返回至视觉界面,视觉界面观测透镜21轴线与对心仪5发出的激光束是否重合,若重合,则透镜21轴线与对心仪5发出的激光束重合,若不重合,通过调整法兰24调节透镜定位框22的姿态和位置,直至使透镜21轴线与对心仪5发出的激光束同轴;
32.步骤四、当前透镜21轴线与对心仪5发出的激光束同轴后,机床回转轴1旋转,从而机床带动透镜21及其定位组件旋转,此时,透镜21轴线与机床回转轴1线重合,而其透镜定位框22外端面则不一定与机床回转轴1线同轴,利用机床微修定位件,即机床刀具3对透镜定位框22外壁进行加工,使得透镜定位框22外端面与机床回转轴1线同轴;
33.步骤五、机床刀具3去除调整法兰24,并从而得到透镜模块2;
34.步骤六、重复步骤二至步骤五,对镜片组中每个透镜21的透镜定位框22进行加工,得到多个透镜模块2;
35.步骤七、按顺序安装各个透镜模块2至镜片组框8,并用压环轻微压紧形成镜片组;
36.步骤八、将镜片组安装至机床回转轴1上,机床回转轴1带动镜片组旋转,利用对心仪5检查镜片组中的各透镜21是否同轴,若不同轴,利用调节顶丝调节各个透镜模块2的位置,直至各个透镜21同轴;
37.步骤九、各透镜模块2位置调节完成后,每个调节顶丝涂抹螺纹紧固胶以固定各透镜21的位置,待螺纹紧固胶凝固后,完全压紧压环,则镜片组同心度调节完成。
38.本发明镜片组同心度高精度调校方法中,对每个透镜21单独设计透镜定位框22及压片23,同时透镜定位框22上设计有螺纹孔,可用调节顶丝调节每个透镜21及其定位框的位置,从而使镜片组保持高精度同轴。每个透镜21及其定位框、压紧件形成了透镜模块2,定位框在设计时,留有临时调整结构,即调整法兰,用于与机床上的安装板连接,利用该调整法兰可调节透镜21的位置和姿态,透镜21姿态调节完毕后,该调整法兰可加工去除,从而形成最终的透镜模块2。
39.如图1和图3所示,本发明方法中,透镜定位框22具体通过转接板7安装在机床回转轴1的安装板6上,二者中间安装有刚性足够大的调节弹簧9,依据对心仪5的测量结果,可通过调节弹簧9对透镜的姿态进行调节,通过透镜定位框22的调整法兰使其连接于转接板7上。此时,该方法的步骤二中,透镜定位框22通过转接板7安装在机床回转轴1的安装板6上,转接板7上设置有姿态调节光孔,安装板6上设置有姿态调节螺纹孔,调节螺栓10依次穿过姿态调节光孔、调节弹簧9和姿态调节螺纹孔,将转接板7与安装板6连接;与此同时,透镜定位框22的调整法兰24上设置有连接光孔,转接板7上设置有连接螺纹孔,连接螺栓11穿过连接光孔、连接螺纹孔,将调整法兰24与转接板7连接,连接光孔的直径大于连接螺栓11的直径;步骤三中,旋转调节螺栓10,通过调节螺栓10和调节弹簧9调整转接板7相对于安装板6的俯仰姿态,上下或左右移动调整法兰24,从而完成透镜定位框22的位置调节,使得透镜21轴线与对心仪5发出的激光束重合。
40.如图1、图2和图4所示,本发明镜片组同心度高精度调校方法中,通过对心仪5实现同轴检测,对心仪5发出的激光束轴线与机床回转轴1高度同轴,其设置有可用于观测反射回来光束位置和光束质量的视觉界面,可用于检验镜片的光心是否与旋转轴线同心。透镜21的姿态与机床回转轴1通过对心仪5调节同轴后,通过机械刀具微修透镜21定位件,使其定位面回转轴与镜片回转轴同心,通过机械刀具去除调整法兰,得到最终的透镜模块2。随后,按顺序安装各个透镜模块2至高精度加工的镜片组框8,并用压环轻微压紧,通过对心仪5检查各个透镜模块2的同轴度,若发现各个透镜21不同轴,存在误差,通过调节顶丝调节各个透镜模块2的位置,使对心仪5视觉界面观测到一个明亮的点,从而确定各个透镜21同轴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。