1.本技术涉及熔铸高纯氧化铝耐火制品,尤其涉及一种熔铸高纯氧化铝耐火制品的保温成型的方法及保温箱及得到的耐火制品。
背景技术:
2.熔铸高纯氧化铝耐火制品的制备中,熔铸高纯氧化铝耐火制品表面容易形成气孔,内部容易形成缩孔和裂纹,影响其整体质量。分析表面形成气孔的原因是,熔铸高纯氧化铝耐火制品在模型中成型过程中,因为熔铸高纯氧化铝耐火制品表面吸收水分,所以形成气孔;另外因为温度不均,造成收缩不均,使得熔铸高纯氧化铝耐火制品造成内部容易形成缩孔和裂纹。
技术实现要素:
3.为解决上述问题,本发明提供一种熔铸高纯氧化铝耐火制品的保温成型的方法及保温箱及得到的耐火制品,减少或者避免产品表面气孔的产生,减少温度梯度产品内部形成的缩孔和裂纹。
4.本发明的目的是以下述方式实现的:一种熔铸高纯氧化铝耐火制品的保温成型的方法,在模型的外部设有保温层,模型底部设有的保温层为保温层ⅰ,模型上部设有的保温层为保温层ⅲ,保温层ⅲ的厚度大于保温层ⅰ的厚度,模型四周设有的保温层为保温层ⅱ,从下到上,保温层ⅱ的上部厚度大于保温层ⅱ的下部厚度;先对模型内部进行通风,排除模型内的水和水汽,然后从模型的浇口浇入熔融液,自然冷却保温;按重量百分比计,熔融液中氧化铝含量为90%以上,氧化钠含量为0.5%
‑
8%、氧化硅 氧化钙 氧化铁 氧化钛含量之和≤2%。
5.从侧面看,保温层ⅱ呈倒立的等腰梯形。
6.对模型内部进行通风,通风温度为≥100℃,优选100
‑
150℃。
7.在向模型中浇入熔融液之前,先在模型底部下方中部安放有熔铸氧化铝块作为底部支撑块,熔铸氧化铝底部支撑块上方设有与熔铸氧化铝块作为中心块,中心块位于模型内部的中部。
8.中心块与模型内部形状相同。
9.模型中部均匀设有至少两个中心块时,每一个中心块侧部四周均匀设有侧部支撑块,中心块的侧部外壁靠近模型内部的侧部外壁的,侧部支撑块一端紧贴模型内壁,另一端紧贴中心块侧部外壁;靠近另一个中心块的侧部外壁的中心块的侧部外壁,侧部支撑块一端紧贴模型一个中心块的侧部外壁,另一端紧贴另一个中心块的侧部外壁。
10.模型中部只有一个中心块,中心块侧部四周均匀设有侧部支撑块,侧部支撑块一段紧贴模型内壁,一端紧贴中心块侧部外壁。
11.一种设置在模型保温层外部的保温箱,保温箱与所述的保温层外部相适应。
12.保温箱设有上盖,且上盖与保温箱可转动连接,保温箱侧部高度高于模型,上盖与模型上端及保温箱侧部高于模型的部分之间形成按设保温层ⅲ的空间。
13.根据所述的熔铸高纯氧化铝耐火制品的保温成型的方法得到的熔铸高纯氧化铝耐火制品。
14.相对于现有技术,本发明提供一种熔铸高纯氧化铝耐火制品的保温成型的方法,先对模型内部进行通风,排除模型内及的水和水汽,使得熔融液表面无法吸收水分,避免产品表面气孔的产生;本技术保温层的设置,使得在模型内,熔融液收缩成型的过程中,每一层高度上的温度尽量一致,温度从下到上逐渐凝固的过程中,能够充分补缩,避免每一层温度不均,减少温度梯度形成的缩孔和裂纹;另外避免由于中心部位冷却最慢,收缩最晚,最易造成缩孔和裂纹,所以在模型中部放置熔铸氧化铝块。
附图说明
15.图1为实施例1保温层的结构示意图。
16.图2为实施例2
‑
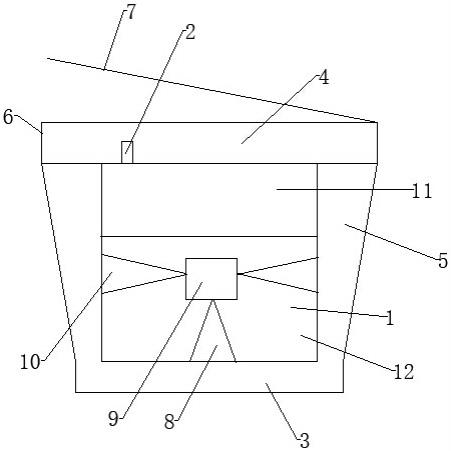
实施例4保温层及保温过程中中心块、底部支撑块、侧部支撑块的结构示意图。
具体实施方式
17.熔铸高纯氧化铝耐火制品的生产工艺流程:设计,模型,配料,熔融,组型,浇铸,保温,取出,加工。
[0018] (1)设计:熔铸高纯氧化铝耐火制品模型的设计。这里的模型即为磨具,用于承装高纯氧化铝熔耐火制品原料形成的熔融液,并在里面固化成块。
[0019] (2)模型:熔铸高纯氧化铝耐火制品模型的制作。
[0020] (3)配料:按重量份配比要求称取所需原料高温煅烧氧化铝、氧化硅、氧化钠等,精确称量,均匀搅拌;原料来源可以为:
①
高温煅烧氧化铝 产地:日本昭和电工
②
氧化硅 产地:海南
③
碱粉:湖北双环,即提供氧化钠的原料。
[0021]
(4)熔融:将上述原料充分搅拌混合,放入三相电炉进行加热至2100~2200℃进行熔融;(5)组型:把制作好的熔铸高纯氧化铝耐火制品模型放入保温箱中,四周填充保温材料形成上述保温层ⅰ、ⅱ,保温材料可以为保温氧化铝或者其它保温材料。
[0022]
(6)浇铸:将熔化好的料液铸入组好的熔铸高纯氧化铝耐火制品模型中,上部覆盖保温材料形成上述保温层ⅲ,保温材料可以为保温氧化铝或者其它保温材料。
[0023]
(7)保温:将保温箱集中放置,自然冷却;(8)取出:保温一定天数后,把浇铸好的熔铸高纯氧化铝耐火制品从保温箱中取出,得到半成品,准备后续加工;(9)加工:将冷却至室温的熔铸高纯氧化铝半成品进行切断、研磨、钻孔等冷加工处理,最终得到熔铸高纯氧化铝成品。
[0024]
本技术主要提供一种熔铸高纯氧化铝耐火制品的保温成型的方法,即为上述工艺流程中的浇铸步骤和保温步骤。其它步骤与上述工艺流程步骤相同。
[0025]
如图2所示,一种熔铸高纯氧化铝耐火制品的保温成型的方法,在模型1的外部设有保温层,模型底部设有的保温层为保温层ⅰ3,模型上部设有的保温层为保温层ⅲ4,保温层ⅲ4的厚度大于保温层ⅰ3的厚度,这里保温层ⅲ4的厚度方向、保温层ⅰ3的厚度方向为从上到下方向或者从下到上方向。模型四周或者侧部设有的保温层为保温层ⅱ5,对于保温层ⅱ5:从下到上,保温层ⅱ5的上部厚度大于保温层ⅱ5的下部厚度,保温层ⅱ的厚度为在模型侧部,保温层ⅱ与模型外壁紧贴处到保温层ⅱ与保温箱内壁紧贴处的距离尺寸;先对模型1内部进行通风,排除模型内的水和水汽,然后从模型1的浇口2浇入熔融液,自然冷却保温;按重量百分比计,熔融液中氧化铝含量为90%以上,氧化钠含量为0.5%
‑
8%、氧化硅 氧化钙 氧化铁 氧化钛含量之和≤2%。
[0026]
先对模型1内部进行通风,排除模型内的水和水汽,使得熔融液表面无法吸收水分,造成产品表面气孔的产生;本技术保温层的设置,使得在模型内,熔融液收缩成型的过程中,每一层高度上的温度尽量一致,温度从下到上逐渐凝固的过程中,能够充分补缩,避免每一层温度不均,减少温度梯度形成的缩孔和裂纹;从侧面看,保温层ⅱ5呈倒立的等腰梯形。
[0027]
为了方便与美观,模型底部设有的保温层为保温层ⅰ3,侧部四周与保温层ⅱ5,最底部四周在同一曲面或者平面上,模型上部设有的保温层ⅲ4侧部四周与保温层ⅱ5最上部四周在同一曲面或者平面上。
[0028]
对模型内部进行通风,通风温度为≥100℃,优选100
‑
150℃。
[0029]
在向模型中浇入熔融液之前,先在模型1底部下方中部安放有熔铸氧化铝块作为底部支撑块8,熔铸氧化铝底部支撑块8上方设有与熔铸氧化铝块作为中心块9,中心块9位于模型内部的中部。避免由于中心部位冷却最慢,收缩最晚,最易造成缩孔和裂纹,所以在模型中部放置熔铸氧化铝块。由于模型具有上模和下模,所以,可以拿开上模,在下模内安放中心块和底部支撑块等。
[0030]
中心块9与模型内部形状相同。
[0031]
模型中部均匀设有至少两个中心块9时,每一个中心块侧部四周均匀设有侧部支撑块10,中心块的侧部外壁靠近模型内部的侧部外壁的,侧部支撑块一端紧贴模型内壁,另一端紧贴中心块侧部外壁;靠近另一个中心块的侧部外壁的中心块的侧部外壁,侧部支撑块一端紧贴模型一个中心块的侧部外壁,另一端紧贴另一个中心块的侧部外壁。
[0032]
模型中部只有一个中心块9,中心块侧部四周均匀设有侧部支撑块10,侧部支撑块10一端紧贴模型1内壁,一端紧贴中心块9侧部外壁。
[0033]
一种设置在模型保温层外部的保温箱,保温箱与所述的保温层外部相适应。保温层外部设有与保温层相适应的保温箱,模型设置在保温箱内,模型与保温箱内填充上述形状的保温层。保温箱为保温层外部承装、固定保温层外部结构的装置,如保温层为粉料或者液体时,方便固定保温层的结构。
[0034]
为了方便,保温箱设有上盖7,且上盖7与保温箱侧部6可转动连接,保温箱侧部6高度高于模型,上盖7与模型1上端及保温箱侧部高于模型的部分之间形成按设保温层ⅲ4的空间。即上盖与模型之间留有一定的距离,保温箱侧部高度高于模型,从而可以方便按设保
温层ⅲ。
[0035]
根据所述的熔铸高纯氧化铝耐火制品的保温成型的方法得到的熔铸高纯氧化铝耐火制品。
[0036]
下面结合具体实施例对本发明进行具体描述,有必要在此指出的是本实施例只用于对本发明进行进一步说明,不能理解为对本发明保护范围的限制,该领域的技术熟练人员可以根据上述本发明的内容做出一些非本质的改进和调整。
[0037]
按组成不同,按照上述工艺流程处理得到的氧化铝熔融液共三批:第一批 按重量百分比计,熔融液中氧化铝含量为94%,氧化钠含量为4%、氧化硅 氧化钙 氧化铁 氧化钛含量之和≤2%;第二批 按重量百分比计,熔融液中氧化铝含量为92%,氧化钠含量为6.5%、氧化硅 氧化钙 氧化铁 氧化钛含量之和≤1.5%;第三批 按重量百分比计,熔融液中氧化铝含量为98,氧化钠含量为1%、氧化硅 氧化钙 氧化铁 氧化钛含量之和≤1%。同一批氧化铝熔融液分别按下述实施例的保温方法进行保温成型。
[0038]
实施例1如图1所示,在模型1的外部设有保温层,模型1底部设有的保温层为保温层ⅰ3,模型上部设有的保温层为保温层ⅲ4,保温层ⅲ4的厚度大于保温层ⅰ3的厚度,模型四周设有的保温层为保温层ⅱ5,从下到上,保温层ⅱ的厚度相同,模型底部设有的保温层为保温层ⅰ侧部四周与保温层ⅱ最底部四周在同一曲面或者平面上,模型上部设有的保温层为保温层ⅲ侧部四周与保温层ⅱ最上部四周在同一曲面或者平面上;因为,保温层外部设有与保温层相适应的保温箱,模型设置在保温箱内,模型与保温箱内填充上述形状的保温层。为了方便,保温箱设有上盖7,且上盖7与保温箱侧部6可转动连接,上盖与模型之间留有一定的距离,保温箱侧部6高度高于模型1,从而可以方便按设保温层ⅲ4。
[0039]
所以,一种熔铸高纯氧化铝耐火制品的保温成型的方法:(1)在保温箱底部安设保温层ⅰ3,然后把模型放置在保温箱保温层ⅰ3上部中心,然后在保温箱内,模型外部中心填充保温层ⅱ5,最终,从下到上,保温层ⅱ的厚度相同;(2)然后从模型的浇口2浇入熔融液,完成后,覆盖模型的浇口上端,然后模型上部覆盖保温层ⅲ4,然后盖上保温箱的上盖7,然后进行自然冷却保温。
[0040]
实施例2如图2所示,在模型1的外部设有保温层,模型底部设有的保温层为保温层ⅰ3,模型上部设有的保温层为保温层ⅲ4,保温层ⅲ4的厚度大于保温层ⅰ3的厚度,模型四周设有的保温层为保温层ⅱ5,对于保温层ⅱ5:从下到上,温层ⅱ5的上部厚度大于保温层ⅱ5的下部厚度,从侧面看,保温层ⅱ5呈倒立的等腰梯形,模型底部设有的保温层为保温层ⅰ侧部四周与保温层ⅱ最底部四周在同一曲面或者平面上,模型上部设有的保温层为保温层ⅲ侧部四周与保温层ⅱ最上部四周在同一曲面或者平面上;因为,保温层外部设有与保温层相适应的保温箱,模型设置在保温箱内,模型与保温箱内填充上述形状的保温层。为了方便,保温箱设有上盖7,且与保温箱侧部6可转动连接,上盖7与模型1之间留有一定的距离,保温箱侧部6高度高于模型1,从而可以方便按设保温层ⅲ4。
[0041]
所以,一种熔铸高纯氧化铝耐火制品的保温成型的方法:(1)在保温箱底部安设保温层ⅰ3,然后把模型放置在保温箱保温层ⅰ3上部中心,然后在保温箱内,模型外部中心填充保温层ⅱ5,最终,从侧面看,保温层ⅱ5呈倒立的等腰梯形;(2)先对模型内部进行通风,通
风温度为100
‑
150℃,排除模型内的水和水汽;(3)然后从模型的浇口2浇入熔融液,完成后,覆盖模型的浇口上端,然后模型上部覆盖保温层ⅲ4,然后盖上保温箱的上盖,然后进行自然冷却保温。
[0042]
实施例3在模型1的外部设有保温层,模型底部设有的保温层为保温层ⅰ3,模型上部设有的保温层为保温层ⅲ4,保温层ⅲ4的厚度大于保温层ⅰ3的厚度,模型四周设有的保温层为保温层ⅱ5,对于保温层ⅱ5:从下到上,保温层ⅱ5的上部厚度大于保温层ⅱ5的下部厚度,从侧面看,保温层ⅱ呈倒立的等腰梯形,模型底部设有的保温层为保温层ⅰ侧部四周与保温层ⅱ最底部四周在同一曲面或者平面上,模型上部设有的保温层为保温层ⅲ侧部四周与保温层ⅱ最上部四周在同一曲面或者平面上;因为,保温层外部设有与保温层相适应的保温箱,模型设置在保温箱内,模型与保温箱内填充上述形状的保温层。为了方便,保温箱设有上盖7,且上盖7与保温箱侧部可转动连接,上盖与模型之间留有一定的距离,保温箱侧部6高度高于模型,从而可以方便按设保温层ⅲ。
[0043]
所以,一种熔铸高纯氧化铝耐火制品的保温成型的方法:(1)在保温箱底部安设保温层ⅰ3,然后把模型1放置在保温箱保温层ⅰ3上部中心;(2)拿开模型1的上模11,在模型的下模12内安放中心块和底部支撑块等,具体为:先在模型的下模12底部中部安放有熔铸氧化铝块作为底部支撑块8,熔铸氧化铝底部支撑块上方设有一块与模型内部形状相同的熔铸氧化铝块作为中心块9,中心块位于模型内部的中部,中心块侧部四周均匀设有侧部支撑块10,侧部支撑块一段紧贴模型1内壁,一端紧贴中心块9侧部外壁;(3)把上模11放在下模12上方,合模,然后在保温箱内,模型外部中心填充保温层ⅱ,最终,从侧面看,保温层ⅱ呈倒立的等腰梯形;(4)先对模型内部进行通风,通风温度为100
‑
150℃,排除模型内的水和水汽;(5)然后从模型的浇口2浇入熔融液,完成后,覆盖模型的浇口2上端,然后模型上部覆盖保温层ⅲ,然后盖上保温箱的上盖,然后进行自然冷却保温。
[0044]
或者,一种熔铸高纯氧化铝耐火制品的保温成型的方法为:(1)拿开模型1的上模11,在模型的下模12内安放中心块和底部支撑块等,具体为:先在模型的下模12底部下方中部安放有熔铸氧化铝块作为底部支撑块8,熔铸氧化铝底部支撑块上方设有一块与模型内部形状相同的熔铸氧化铝块作为中心块9,中心块9位于模型内部的中部,中心块侧部四周均匀设有侧部支撑块10,侧部支撑块一段紧贴模型内壁,一端紧贴中心块侧部外壁;(2)把上模放在下模上方,合模;(3)在保温箱底部安设保温层ⅰ3,然后把模型放置在保温箱保温层ⅰ3上部中心,然后在保温箱内,模型外部中心填充保温层ⅱ5,最终,从侧面看,保温层ⅱ呈倒立的等腰梯形;(4)先对模型内部进行通风,通风温度为100
‑
150℃,排除模型内的水和水汽;(5)然后从模型的浇口2浇入熔融液,完成后,覆盖模型的浇口2上端,然后模型上部覆盖保温层ⅲ4,然后盖上保温箱的上盖7,然后进行自然冷却保温。
[0045]
实施例4如图2所示,在模型的外部设有保温层,模型底部设有的保温层为保温层ⅰ,模型上部设有的保温层为保温层ⅲ,保温层ⅲ4的厚度大于保温层ⅰ3的厚度,模型四周设有的保温层为保温层ⅱ,对于保温层ⅱ5:从下到上,保温层ⅱ5的上部厚度大于保温层ⅱ5的下部厚度,从侧面看,保温层ⅱ呈倒立的等腰梯形,模型底部设有的保温层为保温层ⅰ侧部四周与
保温层ⅱ最底部四周在同一曲面或者平面上,模型上部设有的保温层为保温层ⅲ侧部四周与保温层ⅱ最上部四周在同一曲面或者平面上;因为,保温层外部设有与保温层相适应的保温箱,模型设置在保温箱内,模型与保温箱内填充上述形状的保温层。为了方便,保温箱设有上盖,且与保温箱可转动连接,上盖与模型之间留有一定的距离,保温箱侧部高度高于模型,从而可以方便按设保温层ⅲ。
[0046]
模型中部均匀设有三个中心块,每一个中心块9侧部四周均匀设有侧部支撑块10,中心块9的侧部外壁靠近模型内部的侧部外壁的,侧部支撑块一端紧贴模型内壁,另一端紧贴中心块侧部外壁;靠近另一个中心块的侧部外壁的中心块的侧部外壁,侧部支撑块一端紧贴模型一个中心块的侧部外壁,另一端紧贴另一个中心块的侧部外壁。
[0047]
所以,一种熔铸高纯氧化铝耐火制品的保温成型的方法:(1)在保温箱底部安设保温层ⅰ,然后把模型放置在保温箱保温层ⅰ上部中心;(2)拿开模型的上模,在模型的下模内安放中心块和底部支撑块等,具体为:先在模型的下模底部的中部安放有熔铸氧化铝块作为支撑中心块的底部支撑块,然后在底部支撑块上方安放与模型内部形状相同的熔铸氧化铝块作为中心块,由于模型中部均匀设有三个中心块,每一个中心块侧部四周均匀设有侧部支撑块,中心块的侧部外壁靠近模型内部的侧部外壁的,侧部支撑块一端紧贴模型内壁,另一端紧贴中心块侧部外壁;靠近另一个中心块的侧部外壁的中心块的侧部外壁,侧部支撑块一端紧贴模型一个中心块的侧部外壁,另一端紧贴另一个中心块的侧部外壁;(3)把上模放在下模上方,合模,然后在保温箱内,模型外部中心填充保温层ⅱ,最终,从侧面看,保温层ⅱ呈倒立的等腰梯形;(4)先对模型内部进行通风,通风温度为100
‑
150℃,排除模型内的水和水汽;(5)然后从模型的浇口浇入熔融液,完成后,覆盖模型的浇口上端,然后模型上部覆盖保温层ⅲ,然后盖上保温箱的上盖,然后进行自然冷却保温。
[0048]
或者,一种熔铸高纯氧化铝耐火制品的保温成型的方法为:(1)拿开模型的上模,在模型的下模内安放中心块和底部支撑块等,具体为:先在模型的下模底部的中部安放有熔铸氧化铝块作为支撑中心块的底部支撑块,然后在底部支撑块上方安放与模型内部形状相同的熔铸氧化铝块作为中心块,由于模型中部均匀设有三个中心块,每一个中心块侧部四周均匀设有侧部支撑块,中心块的侧部外壁靠近模型内部的侧部外壁的,侧部支撑块一端紧贴模型内壁,另一端紧贴中心块侧部外壁;靠近另一个中心块的侧部外壁的中心块的侧部外壁,侧部支撑块一端紧贴模型一个中心块的侧部外壁,另一端紧贴另一个中心块的侧部外壁;(2)把上模放在下模上方,合模;(3)在保温箱底部安设保温层ⅰ,然后把模型放置在保温箱保温层ⅰ上部中心,然后在保温箱内,模型外部中心填充保温层ⅱ,最终,从侧面看,保温层ⅱ呈倒立的等腰梯形;(4)先对模型内部进行通风,通风温度为100
‑
150℃,排除模型内的水和水汽;(5)然后从模型的浇口浇入熔融液,完成后,覆盖模型的浇口上端,然后模型上部覆盖保温层ⅲ,然后盖上保温箱的上盖,然后进行自然冷却保温。
[0049]
对于三批不同熔融液,上述实施例1
‑
实施例4中保温层ⅰ、保温层ⅲ分别相同,保温层ⅰ的厚度为250mm,保温层ⅲ的厚度为300mm,模型内空间相同。实施例2
‑
实施例4保温层ⅱ相同,实施例1与实施例2中的保温层ⅱ最下端厚度相同,厚度为200mm。实施例2中保温层ⅱ最上端厚度为300mm。
[0050]
实验开始时间相同,试验环境相同,最终自然冷却保温成型得到的熔铸高纯氧化
铝耐火制品,然后进行外观检测和理化指标检测。
[0051]
对于三批不同熔融液,最终得到的产品结果如下:实施例1中样品表面有气孔,样品内部有较多缩孔和裂纹;实施例2中样品表面无气孔,样品内部中上方中部有缩孔和裂纹;实施例3中样品表面无气孔,样品内部无缩孔和裂纹;实施例4中样品表面无气孔,样品内部无缩孔和裂纹。
[0052]
以上所述的仅是本发明的优选实施方式,但本发明的保护范围并不局限于此,应当指出,对于本领域的及任何熟悉本技术领域的技术人员来说,在不脱离本发明整体构思前提下,根据本发明的技术方案及其发明构思加以等同替换或改变,及作出的若干改变和改进,这些也应该视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

