1.本实用新型涉及砌砖生产技术领域,特别是涉及一种自动砌块生产线。
背景技术:
2.传统的砌块生产线,砌块主机在对砖型压制成型后,直接由叠板机对砖板进行叠层动作,人工驾驶叉车再将其运输至养护区域进行养护,待养护结束后,再由叉车将砖块运输至打包位置,由人工或设备进行打包。砖块从生产到结束的整个过程,(1)所耗费的人力成本较高。(2)叉车对砖型位置定位差,人为摆放位置主观性较大。(3)养护区域需留出叉车行走通道,占地面积大。(4)砖块打包后,托板回用仍需叉车将其运输至叠板机处。自动化程度低,耗费大量人力物力,人工成本、场地面积、叉车日常维护等成本投入居高不下,直接导致砖型的市场售价较高,市场竞争力差。
技术实现要素:
3.为克服现有技术存在的技术缺陷,本实用新型提供一种自动砌块生产线,自动化程度较高,大幅度降低人工成本,节省了养护区场地的占用空间。
4.本实用新型采用的技术解决方案是:一种自动砌块生产线,包括若干养护小车、第一摆渡线、第二摆渡线、第三摆渡线、牵引机、回板输送线、叠板机、分板机、砌砖成型生产线、若干条养护窑和码垛线,所述第一摆渡线、第二摆渡线和第三摆渡线均用以输送养护小车,所述砌砖成型生产线具有成型砖板出口和托板入口,各所述养护窑均具有养护入口和养护出口,所述码垛线具有成品砖板堆入口、出板口和砖堆出口,所述回板输送线分别连接出板口和托板入口,所述第一摆渡线向叠板机输送养护小车,所述叠板机连接成型砖板出口并将砖板堆叠在对应养护小车上,所述第二摆渡线连接各养护入口和叠板机,所述第三摆渡线连接各养护出口和牵引机,所述第三摆渡线向牵引机输送养护小车,所述分板机连接砖板堆入口且抓取从第三摆渡线方向输送来的养护小车上的砖板,所述牵引机连接第三摆渡线与第一摆渡线且牵引机的输送方向由第三摆渡线指向第一摆渡线。
5.作为本实用新型的进一步改进,所述第一摆渡线包括第一摆渡轨和第一摆渡车,所述砌块成型生产线包括成型砖板输出线,所述第一摆渡轨一端铺设在成型砖板输出端线下侧而另一端铺设至牵引机末端,所述第一摆渡车沿第一摆渡轨滑动,所述第一摆渡车具有第一摆渡推动装置,所述第一摆渡车滑动至成型砖板输出端线下时第一摆渡推动装置向叠板机输送养护小车,所述第一摆渡车滑动至牵引机末端时承接牵引机输送来的养护小车,所述成型砖板输出线输出端连接叠板机。
6.作为本实用新型的进一步改进,所述叠板机输出端设有第一推车架,所述第一推车架的作用方向由叠板机输出端指向第二摆渡线。
7.作为本实用新型的进一步改进,所述第二摆渡线包括第二摆渡车和第二摆渡轨,所述第二摆渡轨沿各养护入口铺设且第二摆渡轨延伸至叠板机的输出端,所述第二摆渡车沿第二摆渡轨滑动,所述第二摆渡车具有第二摆渡推动装置,所述第二摆渡车滑动至叠板
机输出端时承接第一推车架输送来的养护小车,所述第二摆渡车滑动至对应养护入口时第二摆渡推动装置将位于第二摆渡车上的养护小车推进对应养护入口。
8.作为本实用新型的进一步改进,所述第三摆渡线包括第三摆渡轨、第三摆渡车,所述第三摆渡轨沿各养护出口铺设且第三摆渡轨延伸至分板机的输入端,所述第三摆渡车沿第三摆渡轨滑动,所述第三摆渡车具有第三摆渡推动装置,所述第三摆渡车滑动至分板机输入端时向分板机输入端输送养护小车,所述第三摆渡车滑动至对应养护出口时第三摆渡推动装置向承接对应养护出口输送来的养护小车。
9.作为本实用新型的进一步改进,所述分板机的输入端还设有第二推车架,所述第二推车架的作用方向由第三摆渡线指向叠板机的输入端。
10.作为本实用新型的进一步改进,各所述养护窑平行布置。
11.作为本实用新型的进一步改进,该砌块生产线还包括应急转运工位,所述应急转运工位连接第三摆渡线。
12.作为本实用新型的进一步改进,所述码垛线包括码垛机、重型链式输送机、货盘仓和依次连接的纵向节距输送机、翻板机、收板机,所述纵向节距输送机连接分板机的输出端,所述收板机的输出端连接回板输送线,所述货盘仓的输出端连接重型链式输送机的输入端,所述码垛机横跨纵向节距输送机和重型链式输送机。
13.作为本实用新型的进一步改进,该自动砌块生产线还包括包装线,所述包装线设有砖堆入口,所述砖堆出口连接砖堆入口。
14.本实用新型的有益效果是
15.砌砖成型生产线具有成型砖板出口和托板入口,各养护窑均具有养护入口和养护出口,码垛线具有成品砖板堆入口、出板口和砖堆出口,回板输送线分别连接出板口和托板入口,第一摆渡线、第二摆渡线和第三摆渡线均用以输送养护小车,第一摆渡线向叠板机输送养护小车,砌砖成型生产线在托板上将砌砖挤压成型进而形成砖板,砖板从成型砖板出口输出至叠板机,叠板机连接成型砖板出口并将砖板堆叠在对应养护小车上,第二摆渡线连接各养护入口和叠板机,叠板机输出端设有第一推车架,叠板机将砖板堆叠在养护小车上后,第一推车架将承载砖板堆的养护小车推送至第二摆渡线,第二摆渡线将承载砖板堆的养护小车输送至养护入口,各承载砖板堆的养护小车被第二摆渡线依次推入养护窑,第三摆渡线连接各养护出口和牵引机,在第二摆渡线的推动下养护小车依次被推至养护出口方向,第三摆渡线向牵引机输送养护小车,分板机连接砖板堆入口且抓取第三摆渡线输出的养护小车上的砖板,牵引机的输送方向由第三摆渡线指向第一摆渡线,养护小车从第三摆渡线向牵引机输送时养护小车上方承载有砖板堆,养护小车在第三摆渡线推动下向分板机输送,直至养护小车到达牵引机位置,分板机在养护小车到达牵引机位置时将牵引机上的砖板依次转运到成品砖板堆入口进行码垛,包装线设有砖堆入口,砖堆出口输出砖堆,码垛线的砖堆出口连接包装线的砖堆入口将砖堆送入包装线进行包装。
16.砌砖成型生产线将砖块压制成型后,由第一摆渡线、第二摆渡线和第三摆渡线取代传统的叉车运输,养护窑取代传统的空地养护区,牵引机和第一摆渡线将养护小车自动运输至叠板机位置进行回用,回板输送线将托板自动运输至托板入口进行回用。生产线自动化程度较高,大幅度降低人工成本,养护窑则节省了养护区场地的占用空间。与传统砌块生产线相比,大幅度降低了制砖成本,这也使砖块的市场售价具备较强的市场竞争力。
附图说明
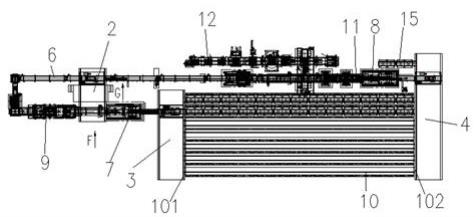
17.图1为本砌砖生产线俯视图结构示意图。
18.图2为图1中g向示意图。
19.图3为图1中f向示意图。
20.图4为砌砖成型生产线俯视示意图。
21.图5为码垛机俯视示意图。
22.图6为第一摆渡线俯视示意图。
23.图7为第一摆渡线侧视示意图。
24.图8为第二摆渡线俯视示意图。
25.图9为第二摆渡线侧视示意图。
26.图10为第三摆渡线俯视示意图。
27.图11为第三摆渡线侧视示意图。
28.附图标记说明:1、养护小车;2、第一摆渡线;21、第一摆渡轨;22、第一摆渡车;221、第一摆渡推动装置;3、第二摆渡线;31、第二摆渡车;311、第二摆渡推动装置;32、第二摆渡轨;4、第三摆渡线;42、第三摆渡轨;41、第三摆渡车;411、第三摆渡推动装置;5、牵引机;6、回板输送线;7、叠板机;8、分板机;9、砌砖成型生产线;91、成型砖板出口;92、托板入口;93、成型砖板输出线;10、养护窑;101、养护入口;102、养护出口;11、码垛线;111、成品砖板堆入口;112、出板口;113、砖堆出口;115、码垛机;116、重型链式输送机;117、货盘仓;118、纵向节距输送机;119、翻板机;120、收板机;12、包装线;13、第一推车架;14、第二推车架;15、应急转运工位。
具体实施方式
29.下面结合附图对本实用新型作进一步说明:
30.如图1
‑
11所示,本实施例提供一种自动砌块生产线,包括若干养护小车1、第一摆渡线2、第二摆渡线3、第三摆渡线4、牵引机5、回板输送线6、叠板机7、分板机8、砌砖成型生产线9、若干条养护窑10、码垛线11和包装线12,砌砖成型生产线9具有成型砖板出口91和托板入口92,各养护窑10均具有养护入口101和养护出口102,码垛线11具有成品砖板堆入口111、出板口112和砖堆出口113,回板输送线6分别连接出板口112和托板入口92,第一摆渡线2、第二摆渡线3和第三摆渡线4均用以输送养护小车1,第一摆渡线2向叠板机7输送养护小车1,砌砖成型生产线9在托板上将砌砖挤压成型进而形成砖板,砖板从成型砖板出口91输出至叠板机7,叠板机7连接成型砖板出口91并将砖板堆叠在对应养护小车1上,第二摆渡线3连接各养护入口101和叠板机7,叠板机7输出端设有第一推车架13,叠板机7将砖板堆叠在养护小车1上后,第一推车架13将承载砖板堆的养护小车1推送至第二摆渡线3,第二摆渡线3将承载砖板堆的养护小车1输送至养护入口101,各承载砖板堆的养护小车1被第二摆渡线3依次推入养护窑10,第三摆渡线4连接各养护出口102和牵引机5,在第二摆渡线3的推动下养护小车1依次被推至养护出口102,第三摆渡线4向牵引机5输送养护小车1,分板机8连接砖板堆入口且抓取从第三摆渡线4方向输送来的养护小车1上的砖板,牵引机5连接第三摆渡线4与第一摆渡线2且牵引机5的输送方向由第三摆渡线4指向第一摆渡线2,养护小车1在第三摆渡线4向牵引机5输送时养护小车1上方承载有砖板堆,养护小车1在第三摆渡线4
推动下向牵引机5方向输送,直至养护小车1到达牵引机5位置,牵引机5的一端位于分板机8下侧,分板机8在养护小车1到达牵引机5位置时将养护小车1上的砖板依次转运到成品砖板堆入口111进行码垛,脱离砖板的养护小车1被牵引机5牵引至第二摆渡线2回用,为节省占地面积,牵引机5位于回板输送线6下侧,且沿回板输送线6的走向布置,由于牵引机5仅延伸到第一摆渡线2为止,与牵引机5同样走向的回板输送线6跨过第一摆渡线2,包装线12设有砖堆入口,砖堆出口113输出砖堆,码垛线11的砖堆出口113连接包装线12的砖堆入口将砖堆送入包装线12进行包装。
31.砌砖成型生产线9将砖块压制成型后,由第一摆渡线2、第二摆渡线3和第三摆渡线4取代传统的叉车运输,养护窑10取代传统的空地养护区,牵引机5和第一摆渡线2将养护小车1自动运输至叠板机7位置进行回用,回板输送线6将托板自动运输至托板入口92进行回用。生产线自动化程度较高,大幅度降低人工成本,养护窑10则节省了养护区场地的占用空间。与传统砌块生产线相比,大幅度降低了制砖成本,这也使砖块的市场售价具备较强的市场竞争力。
32.第一摆渡线2包括第一摆渡轨21和第一摆渡车22,所述砌块成型生产线包括成型砖板输出线93,所述第一摆渡轨21一端铺设在成型砖板输出线93下侧而另一端铺设至牵引机5末端,所述第一摆渡车22沿第一摆渡轨21滑动,所述第一摆渡车22具有第一摆渡推动装置221,所述第一摆渡车22滑动至成型砖板输出线93下时第一摆渡推动装置221向叠板机7输送养护小车1,所述第一摆渡车22滑动至牵引机5末端时承接牵引机5输送来的养护小车1,所述成型砖板输出线93输出端连接叠板机7。
33.叠板机7输出端设有第一推车架13,第一推车架13的作用方向由叠板机7输出端指向第二摆渡线3,叠板机7将成型砖板出口91送出的砖板堆叠在养护小车1上,这些输送到叠板机7处的养护小车1由第一摆渡车22从牵引机5处回收而来,第一推车架13将这些养护小车1推送至第二摆渡线3。
34.第二摆渡线3包括第二摆渡车31和第二摆渡轨32,第二摆渡轨32沿各养护入口101铺设且第二摆渡轨32延伸至叠板机7的输出端,第二摆渡车31沿第二摆渡轨32滑动,第二摆渡车31具有第二摆渡推动装置311,第二摆渡车31滑动至叠板机7输出端时承接第一推车架13输送来的养护小车1,第二摆渡车31滑动至对应养护入口101时第二摆渡车31上承载着养护小车1,第二摆渡推动装置311动作将处于对应养护入口101位置的养护小车1推入对应养护入口101,养护小车1在养护窑10内被依次被推至养护出口102方向,直至养护窑10内布满养护小车1,养护完成后第二摆渡推动装置311将养护小车1依次推出养护窑10,将养护完成的养护小车1推送至第三摆渡线4。
35.第三摆渡线4包括第三摆渡轨42、第三摆渡车41,第三摆渡轨42沿各养护出口102铺设且第三摆渡轨42延伸至分板机8的输入端,第三摆渡车41沿第三摆渡轨42滑动,第三摆渡车41具有第三摆渡推动装置411,第三摆渡车41滑动至分板机8输入端时向分板机8输入端输送养护小车1,养护小车1被第三摆渡推动装置411依次推向牵引机5,第三摆渡车41滑动至对应养护出口102时第三摆渡推动装置411承接对应养护出口102输送来的养护小车1。
36.分板机8的输入端还设有第二推车架14,第二推车架14的作用方向由第三摆渡线4指向,分板机8的输入端,在第三摆渡车41滑动至分板机8处时,第三摆渡车41上的养护小车1被第三摆渡推动装置411推出,此时养护小车1上的状态为砖板堆,第二推车架14将养护小
车1推入分板机8,分板机8将养护小车1上的砖板转移至成品砖板堆入口111,这样养护小车1就为空载状态,当然,第二推车架14在将养护小车1推入分板机8进行分板时也就实现了将养护小车1推至牵引机5。
37.各养护窑10平行布置,最大限度利用了空间,铺设的第二摆渡轨32和第三摆渡轨42可以满足提取任一养护完成的养护窑10内的砌砖,养护效率高。
38.该砌块生产线还包括应急转运工位15,应急转运工位15连接第三摆渡线4,在码垛线11出现问题时叉车可以从应急转运位夹走砖堆另外进行码垛。
39.码垛线11包括码垛机115、重型链式输送机116、货盘仓117和依次连接的纵向节距输送机118、翻板机119、收板机120,纵向节距输送机118连接分板机8的输出端,收板机120的输出端连接回板输送线6,货盘仓117的输出端连接重型链式输送机116的输入端,码垛机115横跨纵向节距输送机118和重型链式输送机116,重型链式输送机116的输出端连接包装线12,货盘仓117用以放托板,托板被货盘仓117放至重型链式输送机116处,码垛机115将纵向节距输送机118上的砌砖夹起并放置在重型链式输送机116上的托板上码垛,随后纵向节距输送机118上的托板被送入翻板机119翻板,再由收板机120转送至连接回板输送线6,重型链式输送机116将堆垛送入包装线12包装(包装线12为现有技术在此不再赘述)。
40.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本发明创造精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

