1.本发明属于香烟包装技术领域,尤其涉及一种香烟硬条盒包装机以及工作方法。
背景技术:
2.目前,很多高端条装香烟采用硬条盒包装,但市场上适用于硬条盒的香烟包装机械缺乏,主要依靠人工来完成硬条盒包装工序,影响了生产效率,不能满足香烟包装生产的需求。
3.因此,发明一种香烟硬条盒包装机显得非常必要。
技术实现要素:
4.为了解决上述技术问题,本发明提供一种香烟硬条盒包装机以及工作方法,以解决现有硬条盒包装主要依靠人工来完成包装工序,影响生产效率,不能满足包装生产需求的问题。一种香烟硬条盒包装机,包括硬条盒输送装置、连接于硬条盒输送装置后侧的香烟包整理装置和设置于香烟包整理装置上端面的条盒装烟贴标装置,所述硬条盒输送装置包括设于硬条盒输送装置前端的硬条盒上料机构、设于硬条盒上料机构下部的第一传送机构、设于硬条盒输送装置后端的弹夹式料仓、设于弹夹式料仓一侧的推盒入仓机构、设于推盒入仓机构下端且驱动推盒入仓机构前进和后退的推盒气缸组、设于硬条盒上料机构一端部且驱动硬条盒上料机构运行的第一电机、设于第一电机下方的第一开关闸箱;所述香烟包整理装置包括设于机架上端面的第二传送机构、设于第二传送机构输出端的整理框、设于整理框一端的香烟包推板、连接于香烟包推板一侧的无杆气缸、滑动连接于整理框一端的压板及连接于压板上端且驱动压板上下移动的压入机构;所述条盒装烟贴标装置包括设于机架上端面的第三传送机构、依次设于第三传送机构外围的开盒机构、开纸机构、顺纸机构、覆纸机构、贴标机构及电路控制机构;
5.所述第三传送机构一端的下方设有第二电机,该第二电机的一侧设有第二开关闸箱,且第三传送机构与第一传送机构并列设置,且第三传送机构的端部与第一传送机构的端部抵接在一起。
6.进一步的,所述开盒机构包括固定连接于机架上的外箱、设于外箱上端面两侧的固定座、活动连接在固定座上的连杆组件及设于连杆组件端部的吸盘组件;开盒机构通过外箱与机架连接,开盒用的连杆组件通过固定座内部电机带动推连杆进行动力输入。
7.进一步的,所述开纸机构包括设于机架上的外壳、设于外壳内部的第三电机、连接在第三电机输出端的扇形齿轮、设于外壳上端的横梁、导向滑动连接在横梁上且与扇形齿轮啮合传动的齿圈、转动设于横梁上端的吸附头、连接在吸附头一端的齿轮及设在横梁上端且与齿轮啮合传动的齿条;所述齿圈的顶部固定有一个连接块,所述连接块内设有与齿圈运动方向垂直的连接,所述吸附头和齿轮分别设在连接杆的两端。
8.进一步的,所述顺纸机构设于第三传送机构的上方,且沿第三传送机构的长度方向设置。
9.进一步的,所述覆纸机构包括设于第三传送机构一侧的同步带及设于同步带外侧的拨覆杆;在完成压烟入盒的运行过程中,拨覆杆随同步带圆周运动时扫入空隙并完成拨覆装饰纸。
10.进一步的,所述贴标机构与香烟包整理装置安装在同一侧机架上,为侧面垂直贴标机构,当传感器检测到条盒时运行贴标机构与毛刷辊,贴标机构出标并在毛刷辊辅助下完成贴标工序,输出含防伪标签的香烟硬条盒包装。
11.进一步的,所述贴标机构上设有闭盒用的辅助导杆,所述辅助导杆包括导杆一、导杆二和固定在所述贴标机构上的导杆固定结构;开启的盒盖在盒体随传送带运动过程中下落,搭在开盒导杆一上;在运动中导杆一和导杆二共同完成对盒盖运动轨迹的约束,最后盒盖在导杆二轨迹的约束及自重的作用下完成闭盒。
12.更进一步的,上述一种香烟硬条盒包装机的工作方法,包括如下步骤:
13.s1、输送:前道硬条盒输送装置的推盒气缸组将弹夹式料仓的下料空条盒推送入条盒装烟贴标装置的传送带,传送带间歇运动步长为两个条盒的距离;
14.s2、开盒:开盒机构的上下吸盘组件在传感器检测到盒到位后启动,分别吸住盒盖、盒底,在电机驱动的开盒连杆组件运动下定角度开启盒盖,盒盖开启过程中撞击托板水平板,托板水平板自然下落,由于托板设计结构为与竖直90
°
自锁,所以托板水平板自然下落并于竖直成90
°
,传输皮带间歇传送间隔时间内完成开盒,随后随传带继续运动途中,开盒高度大于开盒辅助导杆,在启动时盒盖下落并落在开盒导杆上而后完成限位开盒并在随后运动中由其控制;
15.s3、开纸:空条盒到达开纸机构后,电机带动扇形齿轮摆动,扇形齿轮使得齿圈和连接杆沿横梁左右水平移动,在此过程中,由于齿轮与齿条啮合,因此吸附头和齿轮在水平移动过程中发生转动,吸附头吸附装饰纸并发生转动,从而把装饰纸翻开;由于扇形齿轮与第三电机为滑动转动副,所以吸附头仅仅在水平180
°
往复摆动,从而实现开纸;空条盒开纸后继续运动,随后便有顺纸机构顺理刚刚开启的装饰纸,以便于后工位的压烟入盒;
16.s4、装烟:所述顺纸机构设于第三传送机构的上方,且沿第三传送机构的长度方向设置;当空条盒经过对应传感器时,香烟包推板推送五包烟至压板而后复位进行第二次推送五包烟;在传感器检测到空条盒前缘到达位置时,压板在压入机构的竖直气缸作用下借助整理框的精准定位压烟入盒,而后复位并进行第二层烟包的压入;
17.s5、覆纸:在完成压烟入盒的过程中,该工位是通过拨覆杆完成装饰纸的拨覆,原理为:装饰纸在自然开启状态下会有装饰纸远离粘结的一边,由于自重及整理框的高度限制使其高度比起靠近粘结处的装饰纸低,后者在靠近粘结处会有弯曲空隙,因此适宜尺寸的拨覆杆随同步带圆周运动时扫入空隙并完成拨覆装饰纸;
18.s6、闭盒:开启的盒盖在盒体随传送带运动过程中下落,搭在开盒辅助导杆上;在运动中导杆一和导杆二完成对盒盖运动轨迹的约束,最后盒盖在导杆二轨迹的约束及自重的作用下完成闭盒;
19.s7、贴标:为空间的合理利用,贴标机构与香烟包整理装置安装在同一侧机架上,为侧面垂直贴标机构,传感器检测到条盒时运行贴标机构与毛刷辊,出标并在毛刷辊辅助下完成贴标工序,输出含防伪标签的香烟硬条盒包装。
20.与现有技术相比,本发明具有如下有益效果:
21.(1)有利于自动机械化生产,提升工作效率,比常规人工包装效率提升巨大,减少低效率重复操作,降低劳动强度;
22.(2)降低生产成本,提升产品质量;
23.(3)解决非常规尺寸香烟硬条盒装盒问题,实现硬条盒开盒、装盒、闭盒等一系列自动化操作,为条盒开启封闭提供了新思路;
24.(4)提供了一种香烟硬条盒开盒方式,以吸盘配合具有自锁结构的辅助托板实现定角度开盒,为之后的导杆对盒盖的限位提供了保障;
25.(5)提供了一种开纸方式,以吸盘头连接的扇形齿轮齿条结构实现吸盘的摆动,通过后面齿轮齿条配合实现沿直线往返。
附图说明
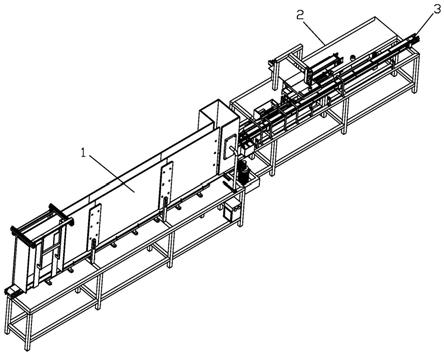
26.图1是本发明的立体图;
27.图2是本发明另一视角的立体图;
28.图3是本发明的香烟包整理装置的结构示意图;
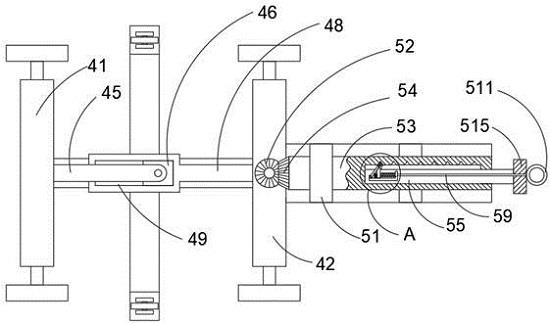
29.图4是本发明的条盒装烟贴标装置的结构示意图;
30.图5是图4中a处的放大图;
31.图6是本发明的硬条盒上料机构的结构示意图;
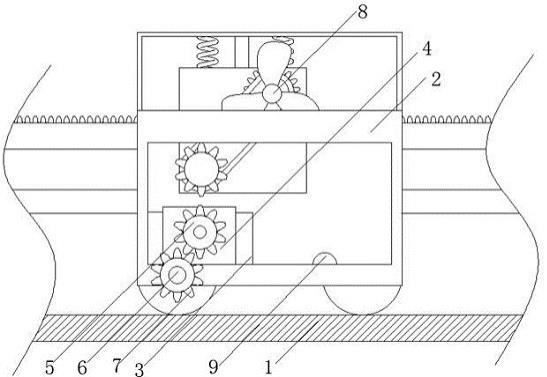
32.图7是本发明的开盒机构的结构示意图;
33.图8是本发明的开纸机构的结构示意图;
34.图9是本发明的闭盒辅助导杆的结构示意图。
35.图中:
[0036]1‑
硬条盒输送装置,11
‑
硬条盒上料机构,12
‑
第一传送机构,13
‑
弹夹式料仓,14
‑
推盒入仓机构,15
‑
推盒气缸组,16
‑
第一电机,17
‑
第一开关闸箱,2
‑
香烟包整理装置,21
‑
第二传送机构,22
‑
整理框,23
‑
香烟包推板,24
‑
无杆气缸,25
‑
压板,26
‑
压入机构,3
‑
条盒装烟贴标装置,31
‑
第三传送机构,32
‑
开盒机构,321
‑
外箱,322
‑
固定座,323
‑
连杆组件,324
‑
吸盘组件,33
‑
开纸机构,331
‑
外壳,332
‑
第三电机,333
‑
扇形齿轮,334
‑
横梁,335
‑
齿圈,336
‑
吸附头,337
‑
齿轮,338
‑
齿条,339
‑
连接块,3310
‑
连接杆,34
‑
顺纸机构,35
‑
覆纸机构,351
‑
同步带,352
‑
拨覆杆,36
‑
贴标机构,37
‑
电路控制机构,38
‑
第二电机,39
‑
第二开关闸箱;4、辅助导杆;41、导杆一、42、导杆二;43、导杆固定结构。
具体实施方式
[0037]
以下结合附图对本发明做进一步描述:
[0038]
实施例:
[0039]
如附图1至附图9所示:
[0040]
本发明提供一种香烟硬条盒包装机,包括硬条盒输送装置1、连接于硬条盒输送装置1后侧的香烟包整理装置2和设置于香烟包整理装置2上端面的条盒装烟贴标装置3;
[0041]
所述硬条盒输送装置1包括设于硬条盒输送装置1前端的硬条盒上料机构11、设于硬条盒上料机构11下部的第一传送机构12、设于硬条盒输送装置1后端的弹夹式料仓13、设于弹夹式料仓13一侧的推盒入仓机构14、设于推盒入仓机构13下端且驱动推盒入仓机构13
前进和后退的推盒气缸组15、设于硬条盒上料机构11一端部且驱动硬条盒上料机构11运行的第一电机16、设于第一电机16下方的第一开关闸箱17。
[0042]
所述香烟包整理装置2包括设于机架上端面的第二传送机构21、设于第二传送机构21输出端的整理框22、设于整理框22一端的香烟包推板23、连接于香烟包推板23一侧的无杆气缸24、滑动连接于整理框22一端的压板25及连接于压板25上端且驱动压板25上下移动的压入机构26;所述条盒装烟贴标装置3包括设于机架上端面的第三传送机构31、依次设于第三传送机构31外围的开盒机构32、开纸机构33、顺纸机构34、覆纸机构35、贴标机构36及电路控制机构37。
[0043]
所述第三传送机构31一端的下方设有第二电机38,该第二电机38的一侧设有第二开关闸箱39,且第三传送机构31与第一传送机构12并列设置,且第三传送机构31的端部与第一传送机构12的端部抵接在一起。第一传送机构12和第三传送机构31均采用皮带传输装置,具有稳定性和防卡死作用,且静音性较好。
[0044]
所述开盒机构32包括固定连接于机架上的外箱321、设于外箱321上端面两侧的固定座322、活动连接在固定座322上的连杆组件323及设于连杆组件323端部的吸盘组件324。开盒机构32通过外箱321与机架连接,开盒用的连杆组件323通过固定座322内部电机带动推连杆进行动力输入。空条盒到达开盒工位时,开盒机构32的上下吸盘组件324在传感器检测到盒到位后启动,分别吸住盒盖、盒底,在电机驱动的开盒连杆组件323运动下定角度开启盒盖,盒盖开启过程中撞击托板水平板,经过托板后托板水平板自然下落,由于托板设计结构为与竖直90
°
自锁,所以托板水平板自然下落并于竖直成90
°
,传输皮带间歇传送间隔时间内完成开盒,随后随传带继续运动途中,开盒高度大于开盒辅助导杆,在启动时盒盖下落并落在开盒导杆上而后完成限位开盒并在随后运动中由其控制。
[0045]
由于打开的空条盒内设有装饰纸,装饰纸的一端会粘在空条盒底部,所以需要开纸机构33将装饰纸打开;所述开纸机构33包括设于机架上的外壳331、设于外壳331内部的第三电机332、连接在第三电机332输出端的扇形齿轮333、设于外壳331上端的横梁334、导向滑动连接在横梁334上且与扇形齿轮333啮合传动的齿圈335、转动设于横梁334上端的吸附头336、连接在吸附头336一端的齿轮337及设在横梁334上端且与齿轮337啮合传动的齿条338;所述齿圈335的顶部固定有一个连接块339,所述连接块内设有与齿圈335运动方向垂直的连接杆3310,所述吸附头336和齿轮337分别设在连接杆3310的两端。空条盒到达开纸机构33后,电机332带动扇形齿轮333摆动,扇形齿轮333使得齿圈335和连接杆3310沿横梁334左右水平移动,在此过程中,由于齿轮337与齿条338啮合,因此吸附头336和齿轮337在水平移动过程中发生转动,吸附头336吸附装饰纸并发生转动,从而把装饰纸翻开。由于扇形齿轮333与第三电机332为滑动转动副,所以吸附头336仅仅在水平180
°
往复摆动,从而实现开纸。空条盒开纸后继续运动,随后便有顺纸机构34顺理刚刚开启的装饰纸,以便于后工位的压烟入盒。
[0046]
所述顺纸机构34设于第三传送机构31的上方,且沿第三传送机构31的长度方向设置。当空条盒经过对应传感器时,香烟包推板23推送五包烟至压板25而后复位进行第二次推送五包烟;在传感器检测到空条盒前缘到达位置时,压板25在压入机构26的竖直气缸作用下借助整理框22的精准定位压烟入盒,而后复位并进行第二层烟包压入。
[0047]
所述覆纸机构35包括设于第三传送机构31一侧的同步带351及设于同步带351外
侧的拨覆杆352。该工位在完成压烟入盒的运行过程中被同步带351连接的拨覆杆352完成装饰纸的拨覆。其实现原理为装饰纸在自然开启状态下会有装饰纸远离粘结的一边,由于自重及整理框的高度限制使其高度比起靠近粘结处的装饰纸低,后者在靠近粘结处会有弯曲空隙,因此适宜尺寸的拨覆杆352随同步带351圆周运动时扫入空隙并完成拨覆装饰纸。
[0048]
所述贴标机构36与香烟包整理装置2安装在同一侧机架上,为侧面垂直贴标机构,当传感器检测到条盒时运行贴标机构36与毛刷辊,出标并在毛刷辊辅助下完成贴标工序,输出含防伪标签的香烟硬条盒包装。所述贴标机构36上设有闭盒用的辅助导杆4,所述辅助导杆4包括导杆一41、导杆二42和固定在所述贴标机构36上的导杆固定结构43;开启的盒盖在盒体随传送带运动过程中下落,搭在开盒导杆一41上;在运动中导杆一41和导杆二42共同完成对盒盖运动轨迹的约束,最后盒盖在导杆二42轨迹的约束及自重的作用下完成闭盒;
[0049]
所述电路控制机构37用于对本技术的硬条盒输送装置、香烟包整理装置和条盒装烟贴标装置中的电气结构进行控制。
[0050]
上述一种香烟硬条盒包装机的工作方法,包括如下步骤:
[0051]
s1、输送:前道硬条盒输送装置1的推盒气缸组15将弹夹式料仓的下料空条盒推送入条盒装烟贴标装置3的传送带,传送带间歇运动步长为两个条盒的距离。
[0052]
s2、开盒:开盒机构32的上下吸盘组件324在传感器检测到盒到位后启动,分别吸住盒盖、盒底,在电机驱动的开盒连杆组件323运动下定角度开启盒盖,盒盖开启过程中撞击托板水平板,托板水平板自然下落,由于托板设计结构为与竖直90
°
自锁,所以托板水平板自然下落并于竖直成90
°
,传输皮带间歇传送间隔时间内完成开盒,随后随传带继续运动途中,开盒高度大于开盒辅助导杆,在启动时盒盖下落并落在开盒导杆上而后完成限位开盒并在随后运动中由其控制。
[0053]
s3、开纸:空条盒到达开纸机构33后,电机332带动扇形齿轮333摆动,扇形齿轮333使得齿圈335和连接杆3310沿横梁334左右水平移动,在此过程中,由于齿轮337与齿条338啮合,因此吸附头336和齿轮337在水平移动过程中发生转动,吸附头336吸附装饰纸并发生转动,从而把装饰纸翻开。由于扇形齿轮333与第三电机332为滑动转动副,所以吸附头336仅仅在水平180
°
往复摆动,从而实现开纸。空条盒开纸后继续运动,随后便有顺纸机构34顺理刚刚开启的装饰纸,以便于后工位的压烟入盒。
[0054]
s4、装烟:所述顺纸机构34设于第三传送机构31的上方,且沿第三传送机构31的长度方向设置。当空条盒经过对应传感器时,香烟包推板23推送五包烟至压板25而后复位进行第二次推送五包烟;在传感器检测到空条盒前缘到达位置时,压板25在压入机构26的竖直气缸作用下借助整理框22的精准定位压烟入盒,而后复位并进行第二层烟包的压入。
[0055]
s5、覆纸:在完成压烟入盒的过程中,该工位是通过拨覆杆352完成装饰纸的拨覆,原理为:装饰纸在自然开启状态下会有装饰纸远离粘结的一边,由于自重及整理框的高度限制使其高度比起靠近粘结处的装饰纸低,后者在靠近粘结处会有弯曲空隙,因此适宜尺寸的拨覆杆352随同步带351圆周运动时扫入空隙并完成拨覆装饰纸。
[0056]
s6、闭盒:开启的盒盖在盒体随传送带运动过程中下落,搭在开盒辅助导杆4上;在运动中导杆一41和导杆二42完成对盒盖运动轨迹的约束,最后盒盖在导杆二42轨迹的约束及自重的作用下完成闭盒;
[0057]
s7、贴标:为空间的合理利用,贴标机构36与香烟包整理装置2安装在同一侧机架上,为侧面垂直贴标机构,传感器检测到条盒时运行贴标机构36与毛刷辊,出标并在毛刷辊辅助下完成贴标工序,输出含防伪标签的香烟硬条盒包装。
[0058]
利用本发明所述的技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。