1.本发明涉及纺织技术领域,具体涉及一种解决接结双层面料织造分层不一致的方法。
背景技术:
2.当前市场推出新型面料,利用低纱支低密度及特殊的织造工艺,织造出接结双层面料。接结双层面料中,双层组织是指由两组经纱与两组纬纱分别相互交织形成相互重叠的上、下两层组织;接结是指依靠各种连接方法将上下表里两层连接成一个整体的双层组织。接结双层面料因其柔软蓬松的手感,深受消费者喜爱,特别适于婴童贴身内衣及成人家居服。
3.正常的接结双层面料上下两层重齐,布面均匀一致,但是在织造过程中分层布面上下两层容易左右滑移,出现上下层面料分层不一致情况,造成后工序染色后布面颜色不匀,分层不一致的位置布面显现无规律水印形态,影响面料外观质量。因此强烈需求解决此类面料的分层不一致情况。
技术实现要素:
4.本发明要解决的技术问题是:提供一种解决接结双层面料织造分层不一致的方法,通过对托布台进行改造,并将卷取压辊由双压辊改为单压辊,同时减小卷布辊张力,解决了接结双层面料布面在制造过程中存在不定位、不同形态的分层问题。
5.本发明所述的解决接结双层面料织造分层不一致的方法,在对接结双层面料进行织造时,托布台采用整块s型钢材制得,卷布时将卷取压辊由双压辊改为单压辊,并减小卷布辊张力,从而解决接结双层面料织造分层不一致的问题。
6.接结双层面料中,双层组织是指由两组经纱与两组纬纱分别相互交织形成相互重叠的上、下两层组织;接结是指依靠各种连接方法将上下表里两层连接成一个整体的双层组织。
7.其中托布台的制备过程为:切割一定长度的s型钢材,在与织布机辅喷相对应的位置切割若干个方孔,在s型钢材中间部位切割若干个圆孔,在s型钢材两端切割长槽孔,然后对其表面进行打磨,得到托布台。
8.在打磨时,先将表面先用磨砂机打磨平整,再用砂纸将其表面打磨光滑不带毛刺。
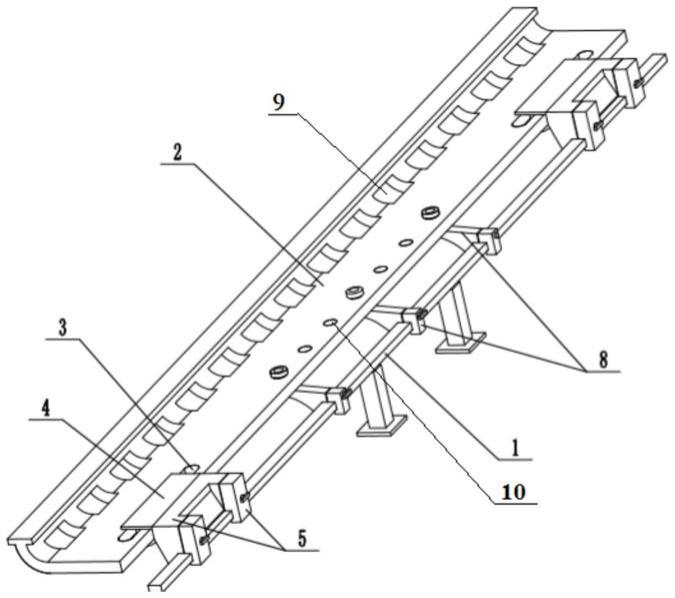
9.所述托布台在组装托布装置时,托布装置包括托布台、固定在织布机上支撑平板、第一托脚和第二托脚;其中第一托脚一端固定在支撑平板上,另一端通过螺栓贯穿圆孔固定安装在托布台上;第二托脚一端固定在支撑平板上,另一端固定连接边撑固定座,边撑固定座底部固定有螺杆,螺杆贯穿长槽孔与螺母相连。
10.托布台的长度与织布机最大幅宽相同。
11.通过滑动螺杆在长槽孔内的位置,调整边撑固定座的位置,用于适应不同织物的幅宽。
12.具体地,织物幅宽改变时,松开螺母,使螺杆沿长槽孔滑动,调整到合适位置后,旋紧螺母将边撑固定座固定在托布台上。
13.织布机辅喷安装在托布台的方孔内。
14.将卷取压辊由双压辊改为单压辊时,操作过程为:将双压辊中的上压力辊拆除,只保留下压力辊。
15.当采用双压辊时,织物依次经过摩擦辊、上压力辊、下压力辊后直接缠入卷布辊。
16.改为单压辊后,织物依次经过摩擦辊、下压力辊后直接缠入卷布辊。
17.改为单压辊可以减少布面挤压时间和距离,防止滑移错层。
18.减小卷布辊张力时,操作过程为:将卷布辊的l值(如图5所示)从标准的60mm调整到70mm,卷布辊卷取张力调整到15
‑
20n。
19.l尺寸的设定标准为60mm。
20.与现有技术相比,本发明有以下有益效果:
21.(1)本发明采用特制一体式托布台,常规托布台是由多节托布台拼接而成,拼接处存在间隙或者重叠,会造成此处的纱线与其他纱线相比张力偏高或偏低,同时托布台需要根据织物幅宽进行调节,纱线的张力不匀会造成布面的分层,托布台的调节浪费人力物力;采用特制一体式托布台,不存在常规托布台的间隙和重叠,消除了纱线间的张力不匀,减少分层的产生,同时减少因幅宽问题造成的改机问题,节省了人力物力;
22.(2)本发明将卷取压辊由双压辊改为单压辊,双压辊的转动滑移会造成布面分层,改为单压辊可以减少布面分层的产生,同时接结双层面料的织造张力相对较小,织造时坯布在织机上不易回弹,使用单压辊完全可以使得坯布正常卷绕织造;
23.(3)本发明减小卷布辊张力,因为接结双层面织物组织稀松,减少卷布张力,可以使得织物里的纱线张力小,减少纱线间的张力不匀造成的分层;
24.(4)本发明通过采用特制一体式托布台,并将卷取压辊由双压辊改为单压辊,同时减小卷布辊张力,以上改进相互作用,其中一体式托布台使得纱线张力一致,单压辊使得坯布减少滑移,减少坯布与压辊的接触时间和减少布面经向张力差异少布面分层,解决了接结双层面料布面在制造过程中存在不定位、不同形态的分层问题。
附图说明
25.图1为本发明特制托布台的俯视结构示意图;
26.图2为本发明特制托布台的仰视结构示意图;
27.图3为本发明改造后单压辊的结构示意图;
28.图4为本发明改造前双压辊的结构示意图;
29.图5为本发明卷布辊的结构示意图;
30.图6为本发明实施例1和对比例1的面料组织穿综图;
31.图7为本发明实施例1和对比例1的面料组织文版图;
32.图8为本发明实施例2和对比例2的面料组织穿综图;
33.图9为本发明实施例2和对比例2的面料组织文版图;
34.图10为本发明实施例1的布面效果图;
35.图11为本发明对比例1的布面效果图;
36.图12为本发明实施例2的布面效果图;
37.图13为本发明对比例2的布面效果图;
38.图中:图中:1、支撑平板;2、托布台;3、长槽孔;4、边撑固定座;5、第二托脚;6、螺杆;7、螺母;8、第一托脚;9、方孔;10、圆孔;11、下压力辊;12、摩擦辊;13、卷布辊;14、上压力辊。
具体实施方式
39.下面结合具体实施例对本发明进行进一步说明,不能理解为对本发明保护范围的限制,该领域的技术熟练人员可以根据上述内容对本发明做出一些非本质的改进和调整。
40.实施例1
41.采用本发明的方法织造接结双层面料,坯布规格:纯棉精梳环锭纺40s*纯棉精梳环锭纺40s*88*99*67.00,布面组织为结接双层(1/1 1/1),穿综图和文版图如图6、图7所示,试验用织布机型为津田驹zax9100多臂机型。
42.对织布机的改造如下:
43.(1)制备托布台:托布台2的长度与织布机最大幅宽相同,切割190cm长度的s型钢材,在与织布机辅喷相对应的位置切割5cm宽的方孔9,在s型钢材中间部位切割若干个圆孔10,在s型钢材两端切割长槽孔3,然后先将表面先用磨砂机打磨平整,再用砂纸将其表面打磨光滑不带毛刺,得到托布台2。
44.组装托布装置(如图1
‑
2所示):托布装置包括托布台2、固定在织布机上支撑平板1、第一托脚8和第二托脚5;其中第一托脚8的一端固定在支撑平板1上,另一端通过通过螺栓贯穿圆孔10固定安装在托布台2上;第二托脚5一端固定在支撑平板1上,另一端固定连接边撑固定座4,边撑固定座4底部固定有螺杆(6),螺杆6贯穿长槽孔3与螺母7相连,通过滑动螺杆6在长槽孔3内的位置,调整边撑固定座4的位置,用于适应不同织物的幅宽。具体地,织物幅宽改变时,松开螺母7,使螺杆6沿长槽孔3滑动,调整到合适位置后,旋紧螺母7将边撑固定座4固定在托布台2上;织布机辅喷安装在托布台2的方孔9内。
45.(2)将双压辊改为单压辊(如图3所示):先放松布面张力,拆除卷取系统的上压力辊14,织物依次经过摩擦辊12、下压力辊11后直接缠入卷布辊13。
46.(3)减小卷布辊张力:将卷布辊的l值(如图5所示)从标准的60mm调整到70mm,卷布辊卷取张力调整到18n。
47.采用改造后的织布机进行面料织造,织造工艺参数如下:
48.车速:730n/min;
49.张力:550n;
50.开口:290
°
;
51.综高:68mm;
52.边撑高度:2mm;
53.托布台间隙:0.5mm;
54.后梁高/深:0/5;
55.停经条高/深:3/3。
56.对比例1
57.本对比例采用未改进的织布机织造与实施例1相同的接结双层面料,织布机型为津田驹zax9100多臂机型,其中托布台选用老式分段托布台,织物依次经过摩擦辊12、上压力辊14、下压力辊11后直接缠入卷布辊13(如图4所示),卷布辊的l值(如图5所示)为60mm,卷布辊13张力为35n,织造工艺参数与实施例1相同。
58.实施例1和对比例1织造的面料分别如图10、图11所示,通过对比可以看到,实施例1织造的布面没有分层效果,布面均匀一致,而对比例1未改进的织布机织造的布面存在不定位、不同形态的分层。
59.实施例2
60.采用本发明的方法织造接结双层面料,坯布规格:纯棉精梳环锭纺40s*纯棉精梳环锭纺40s*122*95*65.5,布面组织为结接双层(1/1 1/1),穿综图和文版图如图8、图9所示,试验用织布机型为津田驹zax9100多臂机型。
61.对织布机的改造如下:
62.(1)制备托布台:托布台2的长度与织布机最大幅宽相同,切割190cm长度的s型钢材,在与织布机辅喷相对应的位置切割5cm宽的方孔9,在s型钢材中间部位切割若干个圆孔10,在s型钢材两端切割长槽孔3,然后先将表面先用磨砂机打磨平整,再用砂纸将其表面打磨光滑不带毛刺,得到托布台2。
63.组装托布装置(如图1
‑
2所示):托布装置包括托布台2、固定在织布机上支撑平板1、第一托脚8和第二托脚5;其中第一托脚8的一端固定在支撑平板1上,另一端通过通过螺栓贯穿圆孔10固定安装在托布台2上;第二托脚5一端固定在支撑平板1上,另一端固定连接边撑固定座4,边撑固定座4底部固定有螺杆(6),螺杆6贯穿长槽孔3与螺母7相连,通过滑动螺杆6在长槽孔3内的位置,调整边撑固定座4的位置,用于适应不同织物的幅宽。具体地,织物幅宽改变时,松开螺母7,使螺杆6沿长槽孔3滑动,调整到合适位置后,旋紧螺母7将边撑固定座4固定在托布台2上;织布机辅喷安装在托布台2的方孔9内。
64.(2)将双压辊改为单压辊(如图3所示):先放松布面张力,拆除卷取系统的上压力辊14,织物依次经过摩擦辊12、下压力辊11后直接缠入卷布辊13。
65.(3)减小卷布辊张力:将卷布辊的l值(如图5所示)从标准的60mm调整到70mm,卷布辊卷取张力调整到18n。
66.采用改造后的织布机进行面料织造,织造工艺参数如下:
67.车速:720n/min;
68.张力:850n;
69.开口:290
°
;
70.综高:64mm;
71.边撑高度:2mm;
72.托布台间隙:0.5mm;
73.后梁高/深:0/5;
74.停经条高/深:3/3。
75.对比例2
76.本对比例采用未改进的织布机织造与实施例2相同的接结双层面料,织布机型为津田驹zax9100多臂机型,其中托布台选用老式分段托布台,织物依次经过摩擦辊12、上压
力辊14、下压力辊11后直接缠入卷布辊13(如图4所示),卷布辊的l值(如图5所示)为60mm,卷布辊13张力为35n,织造工艺参数与实施例2相同。
77.实施例2和对比例2织造的面料分别如图12、图13所示,通过对比可以看到,实施例2织造的布面没有分层效果,布面均匀一致,而对比例2未改进的织布机织造的布面存在不定位、不同形态的分层。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

