1.本发明涉及鞋制作技术领域,尤其涉及鞋制作装置、鞋制作方法及系统。
背景技术:
2.随着科技的进步,鞋子的制作技术也不断在进化。在制作鞋的材料中,除了纺织材料外,高分子材料开始广泛应用于各式的鞋底中。利用纺织材料的柔软性,以及高分子材料可以提供耐磨性以及硬度,这类鞋子可以提供舒适的保护以及支撑效果。
3.然而,在制鞋工业中,制作鞋子的各个步骤仍是需要不同的操作人员把控、操作,来制备鞋子。因此,如何提升制鞋效率是目前亟待解决的问题。
技术实现要素:
4.本技术为了克服上述缺陷,提供一种鞋制作装置、鞋制作方法及系统,能有效制鞋效率,降低鞋子的制造成本。
5.第一方面,本发明实施例提供了一种鞋制作装置,所述装置包括:
6.鞋底承载盘,用于承载并加热鞋底材料;
7.鞋面支撑器,用于支撑并加热鞋面材料;及
8.导热流体袋,用于加热定型所述鞋面材料;
9.当制作鞋时,所述鞋面支撑器往所述鞋底承载盘方向移动,使得所述鞋面材料接触所述鞋底材料;所述导热流体袋朝所述鞋面支撑器方向按压,并加热所述鞋面材料,使得所述鞋面材料与所述鞋底材料粘合固定。
10.结合第一方面,在一种可行的实施方式中,所述鞋底承载盘的表面设有凹陷形成的加热槽,所述加热槽用于设置所述鞋底材料。
11.结合第一方面,在一种可行的实施方式中,所述鞋底承载盘设有第一加热腔体,所述第一加热腔体内设有第一加热流体,所述第一加热流体用于加热所述鞋底承载盘上的所述鞋底材料。
12.结合第一方面,在一种可行的实施方式中,所述鞋面支撑器包括凸起端,所述凸起端用于套设所述鞋面材料。
13.结合第一方面,在一种可行的实施方式中,所述鞋面支撑器的内部中空形成第二加热腔体,所述第二加热腔体内设有第二加热流体,所述第二加热流体用于加热所述鞋面支撑器上的所述鞋面材料。
14.结合第一方面,在一种可行的实施方式中,所述导热流体袋包括袋体及收容于所述袋体内的第三导热流体,所述第三加热流体用于加热所述鞋面材料。
15.结合第一方面,在一种可行的实施方式中,所述导热流体袋环绕设置于所述鞋面支撑器上的所述鞋面材料的两侧,所述鞋底承载盘上的所述鞋底材料覆盖所述鞋面材料的底边。
16.第二方面,本技术实施例提供一种鞋制作系统,所述系统包括:
17.订单处理装置,用于获取鞋子的订单信息;
18.取货装置,用于根据所述订单信息从预设的仓库获取鞋面材料及鞋底材料;并将所述鞋面材料及所述鞋底材料输送至鞋制作装置;及
19.所述鞋制作装置,用于利用所述鞋面材料及所述鞋底材料制作鞋。
20.第三方面,本技术实施例提供一种鞋制作方法,所述方法包括:
21.将鞋底材料设置于预设的鞋底承载盘上,并利用所述鞋底承载盘加热所述鞋底材料;
22.将所述鞋面材料套设于预设的鞋面支撑器,并利用所述鞋面支撑器加热所述鞋面材料;
23.利用所述鞋面支撑器对所述鞋底承载盘上的所述鞋底材料施加压力,并将所述鞋面材料与所述鞋底材料接触;
24.利用预设的导热流体袋对所述鞋面材料施加压力并定型,使得加热过的所述鞋面材料与所述鞋底材料粘合固定,得到鞋。
25.结合第三方面,在一种可行的实施方式中,所述鞋底承载盘设有第一加热腔体,所述第一加热腔体内设有第一加热流体,所述第一加热流体的温度控制在55~230℃。
26.结合第三方面,在一种可行的实施方式中,所述第一加热流体为油,所述第一加热流体的温度控制在200~230℃。
27.结合第三方面,在一种可行的实施方式中,所述鞋面支撑器的内部中空形成第二加热腔体,所述第二加热腔体内设有第二加热流体,所述第二加热流体为气体,所述第二加热流体的温度控制在120~160℃。
28.结合第三方面,在一种可行的实施方式中,所述导热流体袋包括袋体及收容于所述袋体内的第三导热流体,所述第三加热流体的温度控制在55~230℃。
29.结合第三方面,在一种可行的实施方式中,所述第三加热流体为液体,所述第三加热流体的温度控制在200~230℃。
30.结合第三方面,在一种可行的实施方式中,所述利用所述鞋面支撑器对所述鞋底承载盘上的所述鞋底材料施加的压力控制在2~8kg/cm2。
31.结合第三方面,在一种可行的实施方式中,所述利用预设的导热流体袋对所述鞋面材料施加的压力控制在2~8kg/cm2。
32.结合第三方面,在一种可行的实施方式中,所述鞋底承载盘的材质为具有弹性的耐高温材料。
33.结合第三方面,在一种可行的实施方式中,所述鞋底承载盘的材质为硅胶。
34.结合第三方面,在一种可行的实施方式中,所述鞋面材料为包含热塑性高分子材料的编织物。
35.结合第三方面,在一种可行的实施方式中,所述热塑性高分子材料包括热塑性聚氨酯、聚丙烯、聚醚嵌段酰胺、聚苯乙烯、乙烯-乙酸乙烯酯中的至少一种。
36.本发明实施例的鞋制作裝置可以提高鞋制作效率,通过鞋制作裝置分别对鞋面材料及鞋底材料进行加热,并加压粘合即可制得鞋子。同时,利用发明实施例的鞋制作装置,鞋制作系统能够自动化生产鞋子,实现自动化生产销售,提高制鞋效率,降低成本。
附图说明
37.下面结合附图和实施例对本发明进一步说明。
38.图1为本发明实施例提供的鞋制作装置的结构示意图;
39.图2a为本发明实施例提供的鞋制作装置制作鞋前的剖面示意图;
40.图2b为本发明实施例提供的鞋制作装置制作鞋时的剖面示意图;
41.图3为本发明实施例提供的鞋制作系统的示意图。
具体实施例
42.为了更好的理解本发明的技术方案,下面结合附图对本发明实施例进行详细描述。
43.应当明确,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
44.在本发明实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本发明。在本发明实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其它含义。
45.应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
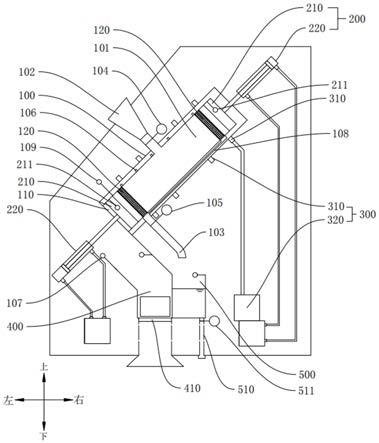
46.请参阅附图1,图1为本发明实施例提供的鞋制作装置的结构示意图。本发明实施例提供的一种鞋制作装置,应用于制鞋工业中,尤其是配备有自动化仓储系统的制鞋工业中。
47.鞋制作装置100包括鞋底承载盘110、鞋面支撑器120及导热流体袋130。
48.鞋底承载盘110,用于承载并加热鞋底材料210。在一种实施方式中,鞋底承载盘110的表面设有凹陷形成的加热槽111,加热槽111类似于脚底形状,加热槽111用于设置鞋底材料210。
49.鞋底承载盘110的材质为具有弹性的耐高温材料。在一种实施方式中,鞋底承载盘的材质为硅胶。在其他实施方式中,鞋底承载盘的材质也可以是其他材料,在此不做限定。
50.鞋底承载盘110还设有第一加热腔体及与第一加热腔体连通的进液口、出液口。第一加热腔体内设有第一加热流体110f,所述第一加热流体110f用于加热所述鞋底承载盘110。具体地,第一加热流体110f可以在第一加热腔体内流动。第一加热流体110f从进液口流入鞋底承载盘的第一加热腔体内,然后由出液口流出。可以理解地,当第一加热流体110f流入第一加热腔体后,使得整个鞋底承载盘110被加热升温。
51.在一种实施方式中,第一加热流体110f为油,例如工业用油。所述第一加热流体110f的温度控制在55~230℃,优选地,第一加热流体110f的温度控制在120~230℃,更优选地,第一加热流体110f的温度控制在200~230℃。
52.鞋底材料210可以是单一材料层或复合材料层。具体地,鞋底材料包括依次堆叠于鞋底承载盘110上的大底层及中底层。其中,大底层用于直接接触地面,例如可以采用天然橡胶或人工合成橡胶。中底层例如可以是phylon(轻质材料)中底或eva(乙烯-醋酸乙烯共
聚物)中底。本实施例并不限于鞋底材料210由单一材料或复合材料所制成。
53.可以理解地,当鞋底材料为复合材料层时,可以利用鞋底承载盘110的加热使得复合材料层彼此粘合。
54.鞋面支撑器120,用于支撑并加热鞋面材料220。鞋面支撑器120包括凸起端121,凸起端121用于套设于鞋面材料220。鞋面支撑器120可以是具有类似楦头。当鞋面材料220套设于鞋面支撑器120的凸起端121时,鞋面支撑器120可以让鞋面材料220保持预设的鞋型。
55.鞋面支撑器120的内部中空形成第二加热腔体,第二加热腔体内设有第二加热流体120f,第二加热流体120f能够加热鞋面支撑器的凸起端121,进而加热套设于凸起端121上的鞋面材料220。
56.在一种实施方式中,第二加热流体120f为气体,例如为高压蒸汽。第二加热流体120f的温度控制在120~160℃。
57.在一种实施方式中,鞋面材料220为包含热塑性高分子材料的编织物,所述热塑性高分子材料包括热塑性聚氨酯、聚丙烯、聚醚嵌段酰胺、聚苯乙烯、乙烯-乙酸乙烯酯中的至少一种。鞋面支撑器120内的第二加热流体120f可以加热鞋面材料220使得高分子材料达到可以与鞋底材料120粘合的温度,从而使得鞋面材料220与鞋底材料120粘合固定。可以理解地,通过鞋面支撑器120的加热处理,鞋面材料中的热塑性高分子材料也能够更好地与周围的编织物粘合,从而对鞋面进一步定型。
58.导热流体袋130,用于加热定型鞋面材料220,如图2b所示,导热流体袋130环绕设置于鞋面支撑器120的凸起端121的两侧。具体地,导热流体袋130包括袋体131及收容于袋体131内的第三导热流体130f。袋体131的材料例如可以是硅胶,第三导热流体130f为液体,例如工业用油,第三导热流体130f的温度控制在55~230℃,优选地,第三导热流体130f的温度控制在120~230℃,更优选地,第三导热流体130f的温度控制在200~230℃。
59.导热流体袋130压紧设置于鞋面支撑器120上的鞋面材料220上,从而加热鞋面材料220,使得鞋面材料220受热变形服帖于鞋面支撑器120上,加热后的鞋面材料220的形状与凸起端121的形状相似。
60.本发明实施例还提供了一种鞋制作方法。图2a是本实施例的鞋制作裝置100在制作鞋前的剖面示意图,图2b是本实施例的鞋制作裝置100在制作鞋時的剖面示意图,以下内容参照上述两个图进行详细说明。
61.步骤s01,将鞋底材料210设置于预设的鞋底承载盘110上,并利用所述鞋底承载盘110加热所述鞋底材料210;
62.步骤s02,将所述鞋面材料220套设于预设的鞋面支撑器120,并利用所述鞋面支撑器120加热所述鞋面材料220;
63.步骤s03,利用所述鞋面支撑器120对所述鞋底承载盘110上的所述鞋底材料210施加压力,并将所述鞋面材料220与所述鞋底材料210接触;
64.步骤s04,利用预设的导热流体袋130对所述鞋面材料220施加压力并定型,使得加热过的所述鞋面材料220与所述鞋底材料120粘合固定,得到鞋。
65.具体地,先将鞋底材料210放置在鞋底承载盘110的加热槽111内,并将鞋面材料220套设于鞋面支撑器120上。
66.接着,鞋底承载盘110对鞋底材料210加热。具体地,鞋面支撑器120利用第一加热
流体110f加热鞋底材料210,第一加热流体110f温度控制在55~230℃,优选地,第一加热流体110f的温度控制在120~230℃,更优选地,第一加热流体110f的温度控制在200~230℃,使得鞋底材料220的温度控制在200~230℃。
67.同时,鞋面支撑器120对鞋面材料220加热。具体地,鞋面支撑器120利用第二加热流体120f加热鞋面材料220,所述第二加热流体120f的温度控制在120~160℃,使得鞋面材料220的温度控制在120~160℃。在该温度下,鞋面材料220中的热塑性高分子材料可以粘结四周的编织物,对鞋面材料作初步定型。
68.然后,将导热流体袋130环绕设置于鞋面材料220上,并施加压力使得鞋面材料220的两侧可以分别贴合于鞋面支撑器120上。所述导热流体袋内的第三加热流体130f的温度控制在55~230℃;优选地,第三导热流体130f的温度控制在120~230℃,更优选地,第三导热流体130f的温度控制在200~230℃。
69.参照图2b,当导热流体袋130对鞋面支撑器120上的鞋面材料220施压时,导热流体袋130施加的压力控制在2~8kg/cm2。导热流体袋130可以随着鞋面支撑器120的轮廓将鞋面材料220按压至鞋面支撑器120上,进而使定型后的鞋面材料220的形狀可以维持与鞋面支撑器120的轮廓类似。
70.最后,鞋面支撑器120将鞋面材料按压至鞋底承载盘110上的鞋底材料210上,使得鞋面材料220与鞋底材料210在压力的作用下粘合固定。鞋面支撑器施加的压力控制在2~8kg/cm2。
71.可以理解地,鞋底承载盘110除了可以让鞋底材料210承受压力并与鞋面材料220黏接外,还能够利用其本身的弹性使得鞋底材料210维持原本的形状来与鞋面材料220黏接,使得鞋面材料220与鞋底材料210完整结合,得到鞋子。
72.在一种实施方式中,所述鞋底承载盘的材质为具有弹性的耐高温材料,例如为硅胶。
73.在一种实施方式中,所述鞋面材料为包含热塑性高分子材料的编织物。所述热塑性高分子材料包括热塑性聚氨酯、聚丙烯、聚醚嵌段酰胺、聚苯乙烯、乙烯-乙酸乙烯酯中的至少一种。
74.本发明实施例还提供一种鞋制作系统,如图3所示,鞋制作系统1000包括订单处理装置300、取货装置200及鞋制作装置100。
75.订单处理装置300用于获取鞋子的订单信息。
76.取货装置200,用于根据所述订单信息从预设的仓库获取鞋面材料及鞋底材料;并将所述鞋面材料及所述鞋底材料输送至鞋制作装置。
77.鞋制作装置100,用于利用所述鞋面材料及所述鞋底材料制作鞋。
78.具体地,首先消费者50可以通过用户终端例如是电脑51产生订单信息s,订单信息s包含例如是消費者50想要的鞋面材料信息、鞋底材料信息、鞋底尺码信息等。电脑51将订单信息s传输至本实施例的订单处理系统1000。
79.电脑51通过网络52来将订单信息s传输至订单处理系统1000的订单处理装置300,订单处理装置300例如可以是电脑、服务器,订单处理系统1000通过订单处理装置300取得订单信息s。
80.接着订单处理系统1000的取货装置200根据订单信息s从预设的仓库获取鞋面材
料及鞋底材料。
81.取货装置200包括多个鞋面容器211,多个鞋底容器212,这些鞋面容器211可以存放不同尺寸、不同材质的鞋面材料,这些鞋底容器212同样可以存放不同尺寸、不同材质的鞋底材料。取货装置200还包括用于存放鞋面容器211及鞋底容器212的支架213。取货装置200还可以配置机械手臂或其他自动化装置来移动支架213及支架213内的鞋面容器211或鞋底容器212。
82.依次移动用于放置鞋面材料220的鞋面支撑器120以及用于放置鞋底材料210的鞋底承载盘110至取货口214,使得取货装置200将对应的鞋面材料220设置于鞋面支撑器120上,将对应的鞋底材料210设置于鞋底承载盘110上。
83.鞋制作装置100也可以包括多个鞋面支撑器120以及多个鞋底承载盘110,多个鞋面支撑器120各自存放不同材质或大小的鞋面材料220,多个鞋底承载盘110各自存放不同材质或大小的鞋底材料210,订单处理系统还包括支架213供多个鞋面支撑器120以及多个鞋底承载盘110堆叠存放,而取货装置200可以根据订单信息s移动多个鞋面支撑器120以及多个鞋底承载盘110。
84.接着,当将对应的鞋面材料220以及鞋底材料210准备到位后,鞋制作装置100即可利用上述的鞋底承载盘110、鞋面支撑器120以及导热流体袋130来对鞋面材料220以及鞋底材料210加热加压,进而制成消费者所订购的鞋。
85.综上所述,本发明实施例的鞋制作裝置可以提高鞋制作效率,通过鞋制作裝置分别对鞋面材料及鞋底材料进行加热,并加压粘合即可制得鞋子。同时,利用发明实施例的鞋制作装置,鞋制作系统能够自动化生产鞋子,实现自动化生产销售,提高效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。