1.本实用新型涉及一种刀具全跳动检测装置。
背景技术:
2.为了确保刀具的质量,通常需要对刀具的圆跳动进行全检或高比例抽检。对于刀具生产制造企业,每天有大批量的刀具需要进行圆跳动、全跳动检测,在检测中刀具需要转动,与刀具接触的部件容易磨损。目前刀具的全跳动检测装置采用通用型的轴类全跳动检测装置,易损件的更换较为繁琐,成本高,造成了刀具制造成本的上升。
技术实现要素:
3.为了克服上述现有技术的不足,本实用新型的目的是提供了一种刀具全跳动检测装置。
4.为达到上述目的,本实用新型解决其技术问题所采用的技术方案是:一种刀具全跳动检测装置,包括:
5.底座;
6.第一平移机构,其包括第一平移导轨和第一平移驱动机构,所述第一平移导轨安装在所述底座上,所述第一平移驱动机构的基座安装在所述底座上;
7.平移板,其安装在所述第一平移导轨的滑块上,所述第一平移驱动机构驱动所述平移板沿所述第一平移导轨移动;
8.刀具支撑模组,其安装于所述平移板上,所述刀具支撑模组包括第一v型支撑块、第二v型支撑块和侧向限位顶针组件;所述第一v型支撑块和第二v型支撑块都包括中间v型板、第一v型夹板、第二v型夹板和两根支撑圆棒,两根支撑圆棒分别设置在所述中间v型板v型槽的两斜面上,所述第一v型夹板和第二v型夹板分别安装在所述中间v型板两侧面并将两根所述支撑圆棒夹紧,刀具放置在支撑圆棒上;所述侧向限位顶针组件包括夹持块和顶针,所述顶针水平安装于所述夹持块上,所述顶针的头部与刀具的刀柄侧端面接触;
9.旋转驱动模组,其安装于所述平移板上,所述旋转驱动模组包括摆臂支架、摆臂、驱动马达、转轴和旋转压轮,所述摆臂一端可转动地安装在所述摆臂支架上,所述驱动马达安装在所述摆臂的另一端,所述转轴与所述驱动马达的输出轴连接,所述旋转压轮固定在所述转轴的轴端,所述旋转压轮外周具有弹性耐磨层;
10.激光测径仪,其安装于所述底座上,所述激光测径仪包括发射模组和接收模组,所述发射模组和接收模组分别位于刀具轴线的两侧,所述激光测径仪的检测光路与刀具轴线垂直;
11.在刀具全跳动检测时,所述旋转压轮压靠于刀具刀柄圆柱面上,带动刀具转动;所述第一平移驱动机构带动平移板移动,进而带动刀具轴向移动,使刀具刀头待测量位置依次通过所述激光测径仪的检测光路。
12.采用本实用新型技术方案,刀具支撑模组中,通过支撑圆棒跟刀具接触,进行刀具
支撑定位,在支撑圆棒磨损后,只需松开第一v型夹板或第二v型夹板即可抽出支撑圆棒,更换方便快捷,支撑圆棒成本低,大大降低了使用成本;旋转驱动模组独立于所述刀具支撑模组,通过旋转压轮与刀具之间的摩擦力来带动刀具在v型支撑块上转动,刀具放置方便快捷,旋转压轮在磨损后更换也十分方便,方便了维护,降低了使用成本。
13.进一步地,所述旋转压轮的弹性耐磨层为橡胶皮套,所述橡胶皮套套设于所述旋转压轮的骨架外周。
14.采用上述优选的方案,在旋转压轮磨损后可只更换橡胶皮套,进一步降低检测装置的使用成本。
15.进一步地,所述旋转压轮成圆台形,所述旋转压轮的大外径端朝向刀具刀头所在侧,所述旋转压轮的大外径端直径比小外径端直径大0.1
‑
0.3mm。
16.采用上述优选的方案,使旋转压轮对刀具产生指向侧向限位顶针方向的力分量,确保刀具轴向位置保持稳定。
17.进一步地,所述摆臂上设有配重安装轴,所述配重安装轴上安装有配重块。
18.采用上述优选的方案,可以对不同刀具配置不同重量的配重块,确保提供可靠的旋转驱动力。
19.进一步地,所述平移板上设有第二平移导轨,所述第一v型支撑块、第二v型支撑块和夹持块分别安装在所述第二平移导轨的第一滑块、第二滑块和第三滑块上;所述第一滑块、第二滑块和第三滑块上都设有用于将其固定于所述第二平移导轨上的锁紧机构。
20.进一步地,所述平移板上还设有第三平移导轨,所述第三平移导轨与所述第二平移导轨平行设置,所述第三平移导轨上设有第四滑块,所述摆臂支架安装于所述第四滑块上。
21.采用上述优选的方案,方便针对不同刀具进行支撑位置、驱动位置的调整,提高装置通用性。
22.进一步地,所述支撑圆棒的端面上镭射有多个沿圆周均匀阵列分布的印迹,所述中间v型板的上水平表面上镭射有指示箭头。
23.采用上述优选的方案,在支撑圆棒与刀具接触处磨损严重后,将支撑圆棒转动一定角度后便可重复利用,而印迹和指示箭头则直观示出支撑圆棒的转动位置和可重复利用次数。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
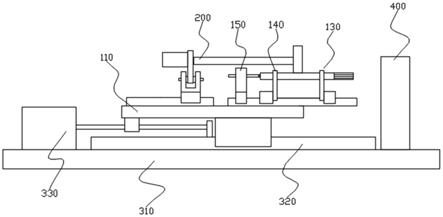
25.图1是本实用新型一种实施方式的主视图;
26.图2是本实用新型一种实施方式的俯视图;
27.图3是刀具支撑模组和旋转驱动模组的主视图;
28.图4是刀具支撑模组和旋转驱动模组的俯视图;
29.图5是第一v型支撑块和第二v型支撑块支撑刀具的示意图;
30.图6是第一v型支撑块的结构示意图;
31.图7是旋转压轮的一种实施方式的示意图。
32.图中数字和字母所表示的相应部件的名称:
33.110
‑
平移板;120
‑
第二平移导轨;121
‑
第一滑块;122
‑
第二滑块;123
‑
第三滑块;130
‑
第一v型支撑块;131
‑
中间v型板;1311
‑
指示箭头;132
‑
第一v型夹板;133
‑
第二v型夹板;134
‑
支撑圆棒;1341
‑
印迹;140
‑
第二v型支撑块;150
‑
侧向限位顶针组件;151
‑
夹持块;152
‑
顶针;160
‑
第三平移导轨;161
‑
第四滑块;190
‑
刀具;200
‑
旋转驱动模组;210
‑
摆臂支架;220
‑
摆臂;221
‑
配重安装轴;222
‑
配重块;230
‑
驱动马达;240
‑
转轴;250
‑
旋转压轮;310
‑
底座;320
‑
第一平移导轨;330
‑
第一平移驱动机构;400
‑
激光测径仪;410
‑
发射模组;420
‑
接收模组。
具体实施方式
34.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.如图1
‑
6所示,在本实用新型的一种实施方式中,一种刀具全跳动检测装置,包括:
36.底座310;
37.第一平移机构,其包括第一平移导轨320和第一平移驱动机构330,第一平移导轨320安装在底座310上,第一平移驱动机构330的基座安装在底座310上,第一平移驱动机构330采用电机连接丝杠副形式;
38.平移板110,其安装在第一平移导轨320的滑块上,第一平移驱动机构330驱动平移板110沿第一平移导轨320移动;
39.刀具支撑模组,其安装于平移板110上,所述刀具支撑模组包括第一v型支撑块130、第二v型支撑块140和侧向限位顶针组件150;第一v型支撑块130和第二v型支撑块140都包括中间v型板131、第一v型夹板132、第二v型夹板133和两根支撑圆棒134,两根支撑圆棒134分别设置在中间v型板v型槽的两斜面上,第一v型夹板132和第二v型夹板133分别安装在中间v型板131两侧面并将两根支撑圆棒134夹紧,刀具190放置在支撑圆棒134上;侧向限位顶针组件150包括夹持块151和顶针152,顶针152水平安装于夹持块151上,顶针152的头部与刀具的刀柄侧端面接触;
40.旋转驱动模组200,其安装于平移板110上,旋转驱动模组200包括摆臂支架210、摆臂220、驱动马达230、转轴240和旋转压轮250,摆臂220一端可转动地安装在摆臂支架210上,驱动马达230安装在摆臂220的另一端,转轴240与驱动马达230的输出轴连接,旋转压轮250固定在转轴240的轴端,旋转压轮250外周具有弹性耐磨层;
41.激光测径仪400,其安装于底座上,激光测径仪400包括发射模组410和接收模组420,发射模组410和接收模组420分别位于刀具轴线的两侧,激光测径仪400的检测光路与刀具轴线垂直,激光测径仪的具体结构形式不限,可从现有技术中获取;
42.在刀具全跳动检测时,旋转压轮250压靠于刀具刀柄圆柱面上,带动刀具转动;第一平移驱动机构330带动平移板110移动,进而带动刀具轴向移动,使刀具刀头待测量位置
依次通过所述激光测径仪的检测光路。
43.采用上述技术方案的有益效果是:刀具支撑模组中,通过支撑圆棒跟刀具接触,进行刀具支撑定位,在支撑圆棒磨损后,只需松开第一v型夹板或第二v型夹板即可抽出支撑圆棒,更换方便快捷,支撑圆棒成本低,大大降低了使用成本;旋转驱动模组独立于所述刀具支撑模组,通过旋转压轮与刀具之间的摩擦力来带动刀具在v型支撑块上转动,刀具放置方便快捷,旋转压轮在磨损后更换也十分方便,方便了维护,降低了使用成本。
44.在本实用新型的另一些实施方式中,所述旋转压轮的弹性耐磨层为橡胶皮套,所述橡胶皮套套设于所述旋转压轮的骨架外周。采用上述技术方案的有益效果是:在旋转压轮磨损后可只更换橡胶皮套,进一步降低检测装置的使用成本。
45.如图7所示,在本实用新型的另一些实施方式中,旋转压轮250成圆台形,旋转压轮250的大外径端朝向刀具刀头所在侧,旋转压轮的大外径端直径比小外径端直径大0.1
‑
0.3mm。采用上述技术方案的有益效果是:使旋转压轮对刀具产生指向侧向限位顶针方向的力分量f1,确保刀具轴向位置保持稳定。
46.如图4所示,在本实用新型的另一些实施方式中,摆臂220上设有配重安装轴221,配重安装轴221上安装有配重块222。采用上述技术方案的有益效果是:可以对不同刀具配置不同重量的配重块,确保提供可靠的旋转驱动力。
47.如图3、4所示,在本实用新型的另一些实施方式中,平移板110上设有第二平移导轨120,第一v型支撑块130、第二v型支撑块140和夹持块151分别安装在第二平移导轨的第一滑块121、第二滑块122和第三滑块123上;第一滑块121、第二滑块122和第三滑块123上都设有用于将其固定于第二平移导轨120上的锁紧机构。平移板110上还设有第三平移导轨160,第三平移导轨160与第二平移导轨120平行设置,第三平移导轨160上设有第四滑块161,摆臂支架210安装于第四滑块161上。采用上述技术方案的有益效果是:方便针对不同刀具进行支撑位置、驱动位置的调整,提高装置通用性。
48.如图6所示,在本实用新型的另一些实施方式中,支撑圆棒134的端面上镭射有多个沿圆周均匀阵列分布的印迹1341,印迹采用数字连续标序;中间v型板131的上水平表面上镭射有指示箭头1311。采用上述技术方案的有益效果是:在支撑圆棒与刀具接触处磨损严重后,将支撑圆棒转动一定角度后便可重复利用,而印迹和指示箭头则直观示出支撑圆棒的转动位置和可重复利用次数。
49.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让本领域普通技术人员能够了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。