1.本技术涉及弯折机的技术领域,尤其是涉及一种弯折机。
背景技术:
2.制冷器的外框通常需要使用到弯折的钢板,钢板折弯时通常需要使用到弯折机。
3.相关技术中的弯折机包括机架和安装在机架上的工作台,工作台由下模和折弯刀构成,折弯刀朝向下模的一侧设置有刃口。下模朝向折弯刀的侧壁上开设有与刃口配合的v形槽,机架上设置有驱动折弯刀竖向移动的液压缸;将薄钢板折弯时,操作人员手持薄钢板工件水平放入下模与折弯刀之间,并将薄钢板工件待弯折的位置与折弯刀对齐,然后启动折弯机折弯,液压缸驱动折弯刀向下将薄钢板工件压入v形槽内,折弯刀达到设定的压力后,折弯刀返回,使薄钢板工件完成折弯。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:操作人员将薄钢板工件放置在下模与折弯刀之间后,需要消耗较多的时间将薄钢板工件待折弯的位置与折弯刀对齐时,增加了薄钢板工件的加工时间,从而降低了弯折机的工作效率。
技术实现要素:
5.为了提高弯折机的工作效率,本技术提供了一种弯折机。
6.本技术提供的一种弯折机,采用如下的技术方案:
7.一种弯折机,包括机架,所述机架上设置有下模,所述机架上竖向滑移设置有位于下模上方且与下模平行的折弯刀,所述机架上设置有定位机构,所述定位机构包括定位板和定位组件,所述定位板水平滑移安装在机架上,所述定位组件安装在机架上并与定位板连接,所述定位组件用于调节定位板与下模之间的距离。
8.通过采用上述技术方案,通过定位组件调节完成定位板与下模之间的距离后,将待折弯的薄钢板防止在下模上,将薄钢板的侧壁抵紧在定位板的侧壁上,通过定位板将薄钢板待折弯的位置限制在折弯刀的下方,减少了对薄钢板定位所需的时间,减少了薄钢板的加工时间,从而提高了弯折机的工作效率。
9.可选的,所述定位组件包括滑轨、锁紧件和驱动件,所述滑轨水平滑移安装在机架上并与下模平行,所述定位板水平滑移安装在滑轨上,所述锁紧件安装在定位板上并与滑轨连接,所述驱动件安装在机架上并与滑轨连接。
10.通过采用上述技术方案,调节定位板与下模之间的距离时,驱动件驱动滑轨水平移动,滑轨带动锁紧件和定位板水平移动,从而能够调节定位板与下模之间的距离;定位板通过锁紧件限制在滑轨上。
11.可选的,所述锁紧件包括锁紧杆、锁紧弹簧和齿条,所述锁紧杆水平滑移安装在定位板背离下模的侧壁上,所述锁紧弹簧安装在锁紧杆上并与定位板连接,所述齿条安装在滑轨上并与滑轨平行,所述锁紧杆在锁紧弹簧的作用下与齿条连接。
12.通过采用上述技术方案,薄钢板的长度改变时,需要调节定位板在滑轨上的位置,
拉动锁紧杆,锁紧杆克服锁紧弹簧的弹力并离开齿条,使定位板能够在滑轨上水平滑移,调节完成后,松开锁紧杆,锁紧杆在锁紧弹簧的弹力作用下卡接在齿条上,将定位板固定在滑轨上,从而完成定位板位置的调节。
13.可选的,所述驱动件包括驱动电机和驱动丝杆,所述驱动电机安装在机架上,所述驱动丝杆同轴安装在驱动电机的输出轴上,所述滑轨与驱动丝杆螺纹连接。
14.通过采用上述技术方案,调节滑轨的位置时,启动驱动电机,驱动电机带动驱动丝杆转动,从而使驱动丝杆带动滑轨水平移动。
15.可选的,所述下模水平滑移安装在机架上,所述下模朝向折弯刀的侧壁上水平间隔开设有多个与折弯刀配合的v形槽,所述机架上设置有与下模连接的固定组件。
16.通过采用上述技术方案,下模水平滑移在机架上,从而能够根据薄钢板的厚度调节下模的位置,使不同的v形槽处于折弯刀的下方,从而增加了折弯机的适用范围。
17.可选的,所述固定组件包括限位块、限位杆和固定件,所述限位块沿下模的长度方向水平滑移安装在机架上,所述限位杆安装在限位块朝向下模的侧壁上,所述下模的侧壁上水平间隔开设有多个与v形槽一一对应的限位槽,限位杆卡接在其中一个限位槽内。
18.通过采用上述技术方案,根据钢板的厚度选择v形槽的深度时,拉动限位块移动,使限位块远离下模,限位块带动限位杆离开限位槽,使下模能够在机架上水平滑移,将符合的v形槽移动到折弯刀的下方,再推动限位块移动并使限位杆卡接在另一个限位槽内,从而将下模固定在机架上。
19.可选的,所述固定件包括双向螺杆和两个卡接杆,所述双向螺杆转动安装在机架上,两个所述卡接杆分别螺纹安装在双向螺杆的两端,所述卡接杆与机架滑移连接,所述下模相背的两个侧壁上均开设有卡接槽,两个所述卡接杆在双向螺杆的作用下分别卡接在两个卡接槽内。
20.通过采用上述技术方案,能够更稳定的将下模固定在机架上,减少下模的翻转;更换下模时,驱动双向螺杆转动,双向螺杆带动两个卡接杆反向移动,使卡接杆从卡接槽内移出,再使限位杆离开限位槽,从而能够将下模拆下并更换。
21.可选的,所述限位块背离限位杆的侧壁上设置有限位弹簧,所述限位弹簧与机架连接,所述限位杆在限位弹簧的作用下卡接在限位槽内。
22.通过采用上述技术方案,调节v形槽时,将符合的v形槽移动到折弯刀的下方时,限位弹簧推动限位块移动并使限位杆卡接在另一个限位槽内,使限位杆稳定的卡接在限位槽内,从而使下模的安装更稳定。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过定位机构的设置,减少了对薄钢板定位所需的时间,减少了薄钢板的加工时间,从而提高了弯折机的工作效率。
25.2.通过固定组件的设置,能够根据薄钢板的厚度调节下模的位置,使不同的v形槽处于折弯刀的下方,从而增加了折弯机的适用范围。
26.3.通过限位弹簧的设置,使限位杆稳定的卡接在限位槽内,从而使下模的安装更稳定。
附图说明
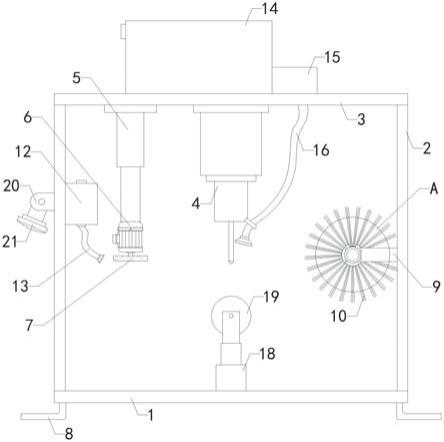
27.图1是本技术的立体结构示意图;
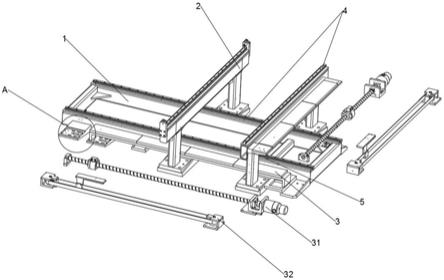
28.图2是本技术的固定组件和定位机构的局部立体结构示意图;
29.图3是本技术的固定组件的局部立体结构示意图,下模和机架局部剖视,以展示内部结构;
30.图4是本技术的定位机构的局部立体结构示意图;
31.图5是本技术的定位组件的局部立体结构示意图。
32.附图标记:100、机架;101、梯形槽;102、滑移槽;110、折弯刀;120、下模;121、v形槽;122、限位槽;123、卡接槽;200、固定组件;210、限位块;211、梯形块;220、限位杆;230、固定件;231、双向螺杆;232、卡接杆;233、把手;234、滑移块;235、固定杆;240、限位弹簧;300、定位机构;310、定位板;311、滑槽;400、定位组件;410、滑轨;420、锁紧件;421、锁紧杆;422、锁紧弹簧;423、齿条;424、推块;430、驱动件;431、驱动电机;432、驱动丝杆。
具体实施方式
33.以下结合附图1
‑
5对本技术作进一步详细说明。
34.参照图1,一种弯折机,包括机架100,机架100上竖向滑移设置有长条形的折弯刀110,折弯刀110呈水平状;机架100上水平滑移设置有长方体状的下模120,下模120位于折弯刀110的下方并与折弯刀110平行。
35.参照图1和图2,下模120的上端面水平间隔开设有三个长条形的v形槽121,v形槽121与下模120的长度方向平行,折弯刀110卡接在其中一个v形槽121内,机架100的两端均设置有固定组件200。
36.参照图2和图3,固定组件200包括限位块210、限位杆220和固定件230,机架100安装下模120的侧壁两端均开设有呈水平的梯形槽101,梯形槽101的长度方向与下模120的长度方向平行,限位块210呈矩形,限位块210的下端面固定设置有梯形块211,梯形块211水平滑移安装在梯形槽101内,使两个限位块210分别水平滑移安装在机架100的两端,且两个限位块210分别位于下模120的两端。
37.参照图3,两个限位杆220分别水平固定安装在两个限位块210相对的侧壁上,下模120两端的端面上均开设有三个水平状的限位槽122,三个限位槽122与三个v形槽121一一对应,三个限位槽122水平间隔分布在下模120的端面上;限位块210背离限位杆220的侧壁上固定设置有限位弹簧240,限位弹簧240远离限位块210的一端固定连接在机架100上,在限位弹簧240的弹力作用下,限位杆220卡接在其中一个限位槽122内。
38.参照图3,固定件230包括双向螺杆231和两个卡接杆232;机架100的两端均开设有水平状的滑移槽102,两个滑移槽102相互平行,两个双向螺杆231分别水平转动安装在两个滑移槽102内,双向螺杆231的长度方向与滑移槽102的长度方向平行,双向螺杆231远离滑移槽102槽底的一端水平穿出滑移槽102并固定设置有把手233,双向螺杆231的两端分别螺纹连接有矩形的滑移块234,滑移块234与滑移槽102水平滑移配合。
39.参照图3,滑移槽102的上端面向上贯穿机架100,两个滑移块234的上端面均一体设置有呈竖向的固定杆235,两个卡接杆232分别水平固定安装在两个固定杆235的侧壁上;下模120水平方向相背的两个侧壁上均开设有卡接槽123,双向螺杆231带动两个滑移块234
相向移动,从而使两个滑移块234带动两个卡接杆232分别卡接在两个卡接槽123内。
40.参照图2和图4,机架100上设置有定位机构300,定位机构300包括两个定位板310和定位组件400,定位组件400包括滑轨410、两个锁紧件420和两个驱动件430;滑轨410呈长条状,滑轨410水平滑移安装在机架100上并与下模120平行;驱动件430包括驱动电机431和驱动丝杆432,驱动电机431水平固定安装在机架100上,两个驱动电机431同步运行,驱动丝杆432同轴固定安装在驱动电机431的输出轴上,两个驱动丝杆432呈水平状并相互平行,两个驱动丝杆432分别与滑轨410的两端螺纹连接。
41.参照图4,定位板310的下端面开设有与滑轨410水平滑移配合的滑槽311,两个定位板310分别水平滑移安装在滑轨410的两端。
42.参照图4和图5,锁紧件420包括锁紧杆421、锁紧弹簧422和齿条423,锁紧杆421水平滑移安装在定位板310背离下模120的侧壁上,锁紧杆421的一端水平穿入滑槽311内,锁紧杆421穿入滑槽311内的一端固定设置有推块424,推块424的侧壁上开设有与齿条423啮合的齿;锁紧弹簧422套设在锁紧杆421上,锁紧弹簧422的一端抵紧在推块424的侧壁上,锁紧弹簧422的另一端抵紧在滑槽311的槽侧壁上,齿条423水平固定安装在滑轨410背离下模120的侧壁上,且齿条423与滑轨410平行,在锁紧弹簧422的弹力作用下,推块424与齿条423啮合,从而将定位板310固定在滑轨410上。
43.本技术实施例一种弯折机的工作原理为:
44.根据薄钢板的厚度选择v形槽121的深度时,拉动限位块210移动,限位块210克服限位弹簧240的弹力并远离下模120,限位块210带动限位杆220离开限位槽122,使下模120能够在机架100上水平滑移,将符合的v形槽121移动到折弯刀110的下方,松开限位块210,限位弹簧240推动限位块210移动并使限位杆220卡接在另一个限位槽122内,从而将下模120固定在机架100上。
45.再启动驱动电机431,驱动电机431带动驱动丝杆432转动,驱动丝杆432带动滑轨410移动,滑轨410带动定位板310移动,使定位板310抵紧在下模120的侧壁上。
46.将待折弯的薄钢板放置在下模120上,使薄钢板的两端分别与两个定位板310抵接,驱动折弯刀110滑移靠近薄钢板并将薄钢板压进v形槽121内,从而将薄钢板折弯。
47.薄钢板的长度改变时,拉动锁紧杆421,锁紧杆421克服锁紧弹簧422的弹力并离开齿条423,使定位板310能够在滑轨410上水平滑移,调节完成后,松开锁紧杆421,锁紧杆421在锁紧弹簧422的弹力作用下卡接在齿条423上,从而将定位板310固定在滑轨410上。
48.更换下模120时,转动把手233,把手233带动双向螺杆231转动,双向螺杆231带动两个滑移块234反向移动,滑移块234带动固定杆235移动,两个固定杆235分别带动两个卡接杆232反向移动,使卡接杆232从卡接槽123内移出,从而能够更换下模120。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。