1.本发明涉及能够实现制作时间的缩短以及成本的削减、且可得到与顾客的脚相匹配的合脚感的客制鞋的制造方法。
背景技术:
2.关于现有的鞋制造或销售系统,提出有以下所示的现有技术。
3.在日本特开2018
‑
194945号公报(专利文献1)中,提出有一种“鞋制作系统、鞋制作方法以及用于鞋制作的计算机程序”,即便是对于各厂商的复杂多样的工艺也能够高效地进行应对,进而能够实现包括订货发货管理在内的全面管理。
4.此外,在日本特开2018
‑
165979号公报(专利文献2)中提出有一种“信息处理装置、信息处理方法以及程序”,其目的在于提供即使是对于形状没有标准化的对象也能够平等且容易地进行匹配的新的方法。
5.此外,在日本特开2003
‑
108795号公报(专利文献3)中,提出通过在全国设置脚型测量处而成为能够简便利用的服务商业模式的“定做鞋的接单与销售商业系统”。
6.另一方面,对于以往的鞋帮的编织或成形技术,提出有以下所示的现有技术。
7.在日本特开2016
‑
83110号公报(专利文献4)中,提出有提供能够形成更加包裹脚跟部的形状的编织方法的“鞋帮的编织方法”。
8.此外,在日本特开2018
‑
166881号公报(专利文献5)中,提出有可在规定的部位配置加强部件同时不限制鞋的外观且不易给使用者带来不适感的“鞋帮以及使用了上述鞋帮的鞋”。
9.此外,国际公开2014/203585号公报(专利文献6)中提出有能够生产率良好地制造具有双重结构的鞋帮的“鞋帮的制造方法”。
10.现有技术文献
11.专利文献
12.专利文献1:日本特开2018
‑
194945号公报
13.专利文献2:日本特开2018
‑
165979号公报
14.专利文献3:日本特开2003
‑
108795号公报
15.专利文献4:日本特开2016
‑
83110号公报
16.专利文献5:日本特开2018
‑
166881号公报
17.专利文献6:国际公开2014/203585号公报
技术实现要素:
18.发明要解决的技术问题
19.但是,现有的鞋制造或销售系统以由脚型测量3d扫描仪测量得到的数据为基础来匹配最接近此人的脚的鞋,但这仅是试图将人的脚与批量产品规格的鞋进行匹配的系统。
20.此外,以往的使用了针织面料的鞋具有如下问题:剪裁缝制工序多,包含非常不适
合客制的复杂的工序。
21.因此,本发明是本技术发明人鉴于上述问题进行了深入研究而开发的,其目的在于,提供一种能够实现制作时间的缩短以及成本的削减、且可得到与顾客的脚相匹配的合脚感的客制鞋的制造方法。
22.用于解决上述技术问题的方案
23.为了解决上述技术问题,本发明的特征在于,在销售店具备顾客的脚型测量机构、在木楦工厂具备鞋楦制作机构、在袜子工厂具备帮面部制造机构以及在制鞋工厂具备鞋底部制造机构,包括:木楦制作工序,基于顾客的脚型数据制作与顾客的脚相匹配的鞋楦;鞋帮编织与成形工序,在通过三维成形编织对帮面面料进行缝制后,以插入所述鞋楦的状态使帮面部保持形状;鞋完成工序,在所述帮面部上可选择地安装内底以及外底,通过使上述各工序协作进行,能够在短期间内提供可得到与顾客的脚相匹配的合脚感的鞋。
24.另外,本发明的所述木楦制作工序的特征在于,包括制作与图案订制对应的标准鞋楦的工序。
25.此外,本发明的所述鞋帮编织与成形工序的特征在于,使用熔接纱线通过圆织机将所述帮面面料编织成立体形状,以插入所述鞋楦的状态,使织入所述帮面面料的所述熔接纱线加热熔解后,将其冷却固定而使所述帮面部保形。
26.此外,本发明的所述鞋完成工序的特征在于,以所述帮面部插入所述鞋楦的状态对外底进行加工。
27.发明效果
28.如上所述,在本发明的客制鞋的制造方法中,通过采用制作与图案订制对应的标准鞋楦的工序,不仅能够实现完全全客制,还可根据顾客的脚型数据选择最佳的鞋楦的组合,从而能够实现制作时间的缩短以及成本的削减。此外,作为特征还可例举出因客制而不会出现处理库存、废料较小,而且通过对帮面部的编织方法下工夫而消除边角料,能够实施考虑到了环境问题的营商活动。
29.此外,通过采用利用三维成形编织对帮面面料进行缝制后,以插入鞋楦的状态使帮面部保持形状的鞋帮编织与成形工序,如袜子那样可应对一定范围的尺寸,因此能够减少鞋尺寸的种类。此外,由于使用鞋楦使帮面部保持形状,因此能够实现作业的合理化。
30.此外,通过采用在帮面部上可选择地安装内底及外底的鞋完成工序,能够提供与用途相应的客制鞋。
附图说明
31.图1是示出客制鞋的生产、销售营商的概要的说明图。
32.图2是示出本发明的鞋制造工序的一例的流程图。
33.图3是表示在本发明的木楦制作工序中制作的左脚用鞋楦的一例的(a)立体图、(b)左侧视图、(c)右侧视图、(d)仰视图。
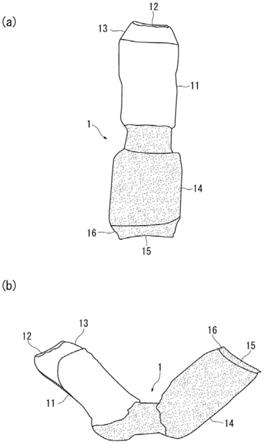
34.图4是示出在本发明的鞋帮编织与成形工序中编织成的帮面部的一例的(a)主视图、(b)侧视图。
35.图5是示出图4所示的帮面部的缝制步骤的一例的说明图。
36.图6是示出在图4所示的帮面部插入图3所示的左脚用鞋楦后的状态的一例的(a)
立体图、(b)左侧视图、(c)右侧视图、(d)仰视图。
37.图7是示出本发明的鞋完成工序的一例的说明图。
具体实施方式
38.以下,参照附图对本发明的实施方式进行说明。另外,关于本发明的客制鞋的制造方法的各构成,并不限定于以下的实施例,能够根据使用状况进行适当变更。
39.图1是示出客制鞋的生产、销售营商的概要的说明图。本营商的目的在于以合理的价格提供与顾客的脚相匹配的对顾客而言最好的鞋,而不是使脚匹配鞋子,如后所述,本发明具备在销售店20测量顾客10的脚型的手段、在木楦工厂30基于脚型数据a制作鞋楦的手段、在袜子工厂40制造帮面部的手段以及在制鞋工厂50制造鞋底的手段。
40.此外,图2是示出本发明的鞋制造工序的一例的流程图。如图2所示,鞋制造工序的特征在于,包括:脚型测量与数据化工序(s10),测量顾客的脚型并将该信息数据化;木楦制作工序(s20),基于顾客的脚型数据制作与顾客的脚相匹配的鞋楦;鞋帮编织与成形工序(s30),在通过三维成形编织对帮面面料进行缝制之后,以插入鞋楦的状态使帮面部保持形状;鞋完成工序(s40),在帮面部上可选择地安装内底以及外底,通过使各工序(s10、s20、s30、s40)协作,能在短期间内提供可得到与顾客的脚相匹配的合脚感的鞋。
41.(s10:脚型测量与数据化工序)
42.为了可实现客制,使用3d脚型测量装置进行个人的脚型测量(图2:s101)。基于所得到的扫描数据,制作铣削木楦(鞋楦),由此可制成完全客制的木楦(鞋楦)。
43.另一方面,基于所得到的扫描数据,将与顾客的鞋用途、姿势习惯和运动功能对应的脚型分为几个要素(脚长、脚宽、脚围等),分别准备可选项,从而可应对图案订制(pattern order)(图2:s102)。
44.在此,作为图案订制的应对例,基于日本人100万人的脚型数据的分析结果,将1只鞋的穿着允许范围假定为脚长
±
2.5mm、脚围
±
3mm,在男性的情况下,在脚长235mm至280mm的范围内将脚宽设为c至4e,在女性的情况下,在脚长210mm至250mm的范围内将脚宽设为b至3e,则能够通过男性60种、女性54种、合计114种木楦(鞋楦)来覆盖男女合计90%以上的人的脚,基于以上的想法预先制作一定种类的木楦(鞋楦)。并且,通过根据3d脚型扫描数据选择对本人的脚型而言最佳的组合,可实现制作时间的缩短并削减制作没有通用性的木楦(鞋楦)的成本。
45.(s20:木楦制作工序)
46.为了实现客制,基于顾客的脚型数据制作与顾客的脚相匹配的木楦(鞋楦)(参照图3)。
47.另一方面,在制作与图案订制对应的标准鞋楦的工序(图2:s201)中,按照上述的图案订制的应对例的想法,将脚长和脚围这2个要素作为指标,制作男性91种、女性79种、合计170种(覆盖整体的90%以上),制作左右脚共340个标准鞋楦进并行管理。
48.(s30:鞋帮编织与成形工序)
49.首先,使用熔接纱线通过圆织机将帮面面料编织成立体形状。具体而言,编织面料同时在正面织入涤纶加工纱线以及在背面织入熔接纱线(图2:s301)。如图4所示,帮面部1由外侧面料11和与其连续的内侧面料14构成,在各面料的两端部具有开口部12、15。此外,
在外侧面料11上体现出花纹设计,内侧面料14基本为素面。如此,通过在帮面部1应用三维成形编织,能够使缝制为最小限度。此外,通过在面料上织入熔接纱线形成双重组织,从而使熔接纱线不接触肌肤侧,也有助于保持作为鞋的强度。
50.接着,如图5的(1)(2)所示,将内侧面料14的脚尖部16与外侧面料11的脚尖部13缝制闭合,如图5的(3)(4)所示,将内侧面料14纳入外侧面料11的内侧(图2:s302)。此外,将框嵌入图5的(4)所示的开口的穿鞋口17,定住外侧面料11和内侧面料14。此时,能够对穿鞋口17实施刺绣(图2:s303)。
51.最后,在将鞋楦2插入帮面部1的状态下(参照图6),使织入帮面面料的熔接纱线加热熔解后,使其冷却固接而使帮面部保持形状(图2:s304)。如此,通过采用以将鞋楦2插入到立体成形的帮面部1的状态(参照图6)利用升温、冷却来保持形状的工序,可得到以往的鞋所没有的与个人的脚相匹配的极致的合脚感。
52.此外,在鞋帮编织与成形工序中,也可以是,在所述帮面面料的正面使用从由涤纶加工纱线或尼龙加工纱线构成的实施了防污加工的纱线、短纤维纺纱线、高强力纱或它们的组合中选择的纱线,在背面使用熔接纱线,从而通过圆织机编织为立体形状。通过使用实施了防污加工的纱线,能够制成耐污性较强的鞋。此外,若使用短纤维纺纱线,则还可营造更加休闲的气氛。进而,通过将高强力纱线用于脚尖、脚跟部,还可制作具备更高的强度的结实的鞋,通过使用由圆织机针织成形的帮面,能够期待帮面的通用性得到拓展。
53.(s40:鞋完成工序)
54.如图7的(1)(2)(3)所示,在将鞋楦2插入帮面部1的状态下,用粘接剂粘贴适合顾客的外底。此外,如图7的(4)所示,插入符合顾客的穿着感的内底4(图2:s401)。如此,通过对内底或外底准备可选项,从而可根据使用目的实现匹配的鞋的客制。
55.工业实用性
56.可以考虑面向由治疗院等开具处方的康复用途等医疗用途、面向体育竞技的职业选手等特定用途的实用化。
57.附图标记说明
58.1 帮面部
59.11 外侧面料
60.12 开口部
61.13 脚尖部
62.14 内侧面料
63.15 开口部
64.16 脚尖部
65.17 穿鞋口
66.2 鞋楦
67.3 外底
68.4 内底。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。