1.一种船用齿式连接轴基准孔与斜齿齿顶正对的定位工装,属于斜齿定位工装技术领域。
背景技术:
2.在船用发动机的配件中,有些外齿连接轴或内齿圈,设计为5
°
的斜齿,需要在工件的端面上开孔,作为销轴孔或基准孔,需要零件平面上的基准孔或销轴孔与距离斜齿固定尺寸的横截面上的齿顶正对,在柴油机装配中起定时作用。如果采用传统划线方法效率较低,并且精度较差,废品率较高;如果采用直齿齿形定位的方法,由于零件齿部有一定螺旋角,直齿齿形受到干涉,也无法准确定位。又加之需要定位斜齿的中间某一位置,工装制作难度也较大。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种采用线接触对斜齿齿顶进行定位,定位可靠方便的船用齿式连接轴基准孔与斜齿齿顶正对的定位工装。
4.本实用新型解决其技术问题所采用的技术方案是:该船用齿式连接轴基准孔与斜齿齿顶正对的定位工装,其特征在于:包括定心装置以及定位块,定位块安装在定心装置的中部,定位块上设置有用于伸入工件的齿槽内的定位台,定位台为中部外凸的半圆形,定位台的一个端面的长度小于另一个端面的长度,使定位台的外侧为倾斜状。
5.优选的,所述的定位块通过紧固螺栓可拆卸的安装在定心装置上。定位块可拆卸的安装在定心装置上,能够根据工件调节定位块的位置,调节方便。
6.优选的,所述的定位块上设置有调节长孔,紧固螺栓穿过调节长孔后与定心装置固定连接。紧固螺栓穿过调节长孔后与定心装置螺纹连接,方便对定位块的位置进行调节。
7.优选的,所述的定心装置包括定位套,定位套的一端封闭设置,另一端设置有端面定位部,定位套的封闭端设置有用于对工件锁紧的锁紧部,定位套的侧部设置有开口,开口设置在上定位套的底部。定位块安装在开口的侧部,方便定位块的安装。
8.优选的,所述的定位套包括上定位套和下定位套,上定位套同轴设置在下定位套的上侧,并与下定位套相连,开口设置在定位套的上端。上定位套和下定位套可拆卸的连接,使整个定位套实现了分体加工,加工方便,且不会影响加工精度。
9.优选的,所述的定位套的下端的直径大于上端的直径,在定位套下端形成安装部。
10.优选的,所述的定心装置包括定位柱,定位柱的下端的直径大于中部的直径,并在定位柱下端形成内定心部,定位块可拆卸的安装在定位柱的上端。定位柱伸入工件内,并通过内定心部完成对工件的定位,定位块可以对齿槽进行定位。
11.优选的,所述的定位柱的上端的直径大于中部的直径,并在定位柱的上端形成定位块安装部,定位块可拆卸的安装在定位块安装部上。
12.优选的,所述的定心装置上设置有水平的找正平台。找正平台方便定位工装安装
时的找正。
13.与现有技术相比,本实用新型所具有的有益效果是:
14.本船用齿式连接轴基准孔与斜齿齿顶正对的定位工装的定位台的外侧为倾斜状,在伸入齿槽内时,定位台与齿的接触为线接触,定位准确、可靠,定心装置能够对工件进行定位,配合定位块,实现了工件的快速定位,保证钻孔与工件的齿的相对位置确定,方便后续设备的组装,工件的加工速度大大提高,且合格率高,加工质量稳定。
附图说明
15.图1为实施例1中船用齿式连接轴基准孔与斜齿齿顶正对的定位工装与工件配合的主视剖视示意图。
16.图2为图1中a处的局部放大图。
17.图3为定位块的主视示意图。
18.图4为下定位座的俯视示意图。
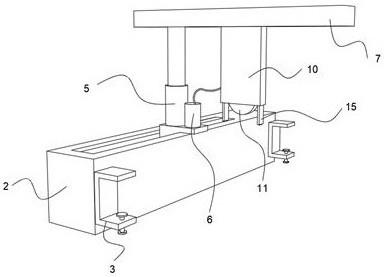
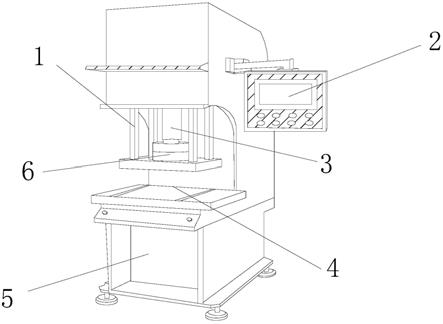
19.图5为实施例2中船用齿式连接轴基准孔与斜齿齿顶正对的定位工装与工件配合的主视剖视示意图。
20.图6为实施例2中船用齿式连接轴基准孔与斜齿齿顶正对的定位工装的右视示意图。
21.图中:1、工件 101、基准孔 102、螺纹孔 2、上定位套 201、凹槽 3、下定位套 301、紧固孔 302、安装部 303、找正平台 4、定位块 401、调节长孔 402、定位台 5、开口 6、紧固螺栓 7、定位柱 701、内定心部702、定位块安装部。
具体实施方式
22.图1~4是本实用新型的最佳实施例,下面结合附图1~6对本实用新型做进一步说明。
23.一种船用齿式连接轴基准孔与斜齿齿顶正对的定位工装,包括定心装置以及定位块4,定位块4安装在定心装置的中部,定位块4上设置有用于伸入工件1的齿槽内的定位台402,定位台402为中部外凸的半圆形,定位台402的一个端面的长度小于另一个端面的长度,使定位台402的外侧为倾斜状。本船用齿式连接轴基准孔与斜齿齿顶正对的定位工装的定位台402的外侧为倾斜状,在伸入齿槽内时,定位台402与齿的接触为线接触,定位准确、可靠,定心装置能够对工件1进行定位,配合定位块4,实现了工件1的快速定位,保证钻孔与工件1的齿的相对位置确定,方便后续设备的组装,工件1的加工速度大大提高,且合格率高,加工质量稳定。
24.下面结合具体实施例对本实用新型做进一步说明,然而熟悉本领域的人们应当了解,在这里结合附图给出的详细说明是为了更好的解释,本实用新型的结构必然超出了有限的这些实施例,而对于一些等同替换方案或常见手段,本文不再做详细叙述,但仍属于本技术的保护范围。
25.实施例1
26.如图1~4所示:在本实施例中,工件1为船用柴油机的齿式连接轴,设计为优选5
°
的斜齿,工件1的下部的直径小于上部的直径,工件1的底部设置有齿。工件1的顶部同轴设置
有螺纹孔102,上部一侧设置有基准孔101,基准孔101方便了设备的组装。基准孔101贯穿工件1的肩部设置。在本实施例中,定位工装主要用于基准孔101的钻孔,能够保证基准孔101与齿之间的角度保持精确。
27.在本实施例中,定心装置包括定位套,定位套包括上定位套2以及下定位套3,上定位套2为竖向设置的圆筒状,上定位套2的上端面为端面定位部,用于对工件1的肩部进行定位。环绕上定位套2的上端面设置有环形的凹槽201,凹槽201与钻出的基准孔101正对,从而避免钻孔时钻头对上定位套2造成损坏,上定位套2的底部一侧设置有开口。下定位套3为下端封闭的圆筒状,下定位套3的下端两侧对称设置有半圆形的安装部302,通过安装部302方便了本定位工装的安装,下定位套3的封闭端设置有紧固孔301,紧固孔301与下定位套3同轴设置。上定位套2同轴设置在下定位套3的上侧,上定位套2与下定位套3通过连接螺栓可拆卸的连接。上定位套3的底部一侧设置有找正平台303,方便安装时对定位工装找正。
28.定位块4安装在下定位套3的顶部,且定位块4位于开口5的一侧,开口5的设置,方便了定位块4的安装。定位块4为长方形,定位块4上设置有调节长孔401,调节长孔401沿下定位套3的径向设置,定位块4通过紧固螺栓6与下定位套3可拆卸的连接,紧固螺栓6的端部穿过调节长孔401后与下定位套3螺纹连接。
29.定位块4朝向下定位套3内的一端设置有定位台402,定位台402的一端与定位块4一体连接,另一端为中部外凸的半圆形,定位台402远离定位块4的一侧为沿靠近下定位套3中部的方向逐渐变短的倾斜状,即定位台402靠近下定位套3中部的一侧的端面的长度小于另一侧的端面的长度,从而在伸入齿槽内时与齿槽为线接触,保证定位精确,解决了面接触而带来的齿的妨碍。
30.在本实施例中,将工件1的下端放入上定位套2和上定位套3内,定位螺栓穿过紧固孔301后与工件1的螺纹孔102螺纹连接,对工件1紧固,并使工件1的肩部定位在上定位套2的上端面上,此时定位块4的定位台402伸入到工件1的齿槽内,并通过齿槽对工件1的圆周方向定位,定位准确,从而方便基准孔101的钻孔。
31.实施例2
32.如图5~6所示:在本实施例中,工件1为轮毂,工件1内设置有内孔,工件1的内孔的中部设置有斜齿,组成内齿圈。
33.实施例2与实施例1的区别在于:定心装置包括定位柱7,定位柱7为竖向设置的圆柱,定位柱7的下端的直径大于中部的直径,从而在定位柱7的下部形成内定心部701,内定心部701能够对工件1的下部进行定心,且内定心部701还方便了对定位工装的固定。定位柱7的上端的直径大于中部的直径,在定位柱7的上端形成定位块安装部702,定位块安装部702的直径小于内定心部701的直径。定位块安装部702的一侧设置有内凹的安装口,定位块4安装在安装口内,定位块4的定位台402朝向定位柱7的外侧设置。
34.在本实施例中,将工件1套在定位柱7外,并使定位台402伸入到工件1的齿槽内,从而完成了工件1的定位,定位准确、可靠。
35.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保
护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。