1.本实用新型涉及一种工装循环机构。
背景技术:
2.工装,即工艺装备,是制造过程中所用的各种工具的总称,工装为其通用简称。工装对制造业尤其重要,好的工装不仅能够提高生产效率,还能够提高产品的合格率和质量。
3.水龙头制造业离不开工装,目前,大部分的水龙头组装均采用自动化组装设备,而自动化组装设备能够
4.依靠自动化设备,尤其是自动化组装设备,而自动化组装设备离不开工装,现有的水龙头工装,结构复杂,零部件多,造成无法灵活使用,影响产品加工效率,需要进一步改进。
技术实现要素:
5.本实用新型为解决上述技术问题,提出一种工装循环机构,包括第一传送路径、第二传送路径、输入平台、输出平台、推入装置、推出装置、工装和推动板。
6.所述输入平台连接所述第一传送路径和第二传送路径的一端。所述输出平台连接所述第一传送路径和第二传送路径的另一端,形成循环回路。所述推入装置靠近所述输入平台安装。所述推出装置靠近所述输出平台安装。
7.所述第一传送路径包括输送皮带。所述第二传送路径包括输送轨道。所述输送皮带和输送轨道的宽度均等于所述工装的宽度。所述工装在所述循环回路之间循环移动。
8.所述推入装置包括推入板,所述推入板在推入驱动的带动下,在所述第一传送路径的端部、输入平台和第二传送路径的端部之间往复移动。
9.所述推出装置包括推出板,所述推出板在推出驱动的带动下,在所述第二传送路径的端部、输入平台和第一传送路径的端部之间往复移动。
10.所述推动板设置在所述第二传送路径靠近输入平台的一端的顶部,并在推动驱动的带动下,沿着所述输送轨道前进或后退。
11.所述工装放置在所述循环回路上,并在所述输送皮带、推入装置、推动板和推出装置的带动下循环。
12.本实用新型提出的工装循环机构能够将工装自动循环,无需人工送入和取出,灵活方便,能够提高成产率。
13.优选的,所述输送皮带和输送轨道的两侧的中部均设有护板。所述输入平台和输出平台的两侧均与所述输送皮带和输送轨道平齐,便于工装的推入和推出。
14.优选的,所述推入驱动为气缸,所述推入板通过安装座安装在所述推入驱动的活塞杆上。
15.优选的,所述安装座通过一按压气缸安装在所述推入驱动上。所述按压气缸的活塞杆带动所述安装座靠近或远离所述输送轨道。所述安装座的底部安装有按压块。所述推
入板安装在所述安装座的侧部。使用时,能够按压工装上的待加工件,安装稳定。
16.优选的,所述推出驱动为气缸,所述推出驱动的活塞杆垂直所述输送轨道并连接有所述推出板。
17.优选的,所述输送轨道上设有限制所述工装移动的定位件,能够对工装进行限位。
18.优选的,所述定位件包括定位块和定位气缸,所述定位气缸的活塞垂直所述输送轨道,并带动所述定位块顶住或远离所述输送轨道上的工装。
19.优选的,所述工装的侧部对应所述定位块设有定位槽。
20.优选的,所述推动驱动为气缸,且所述推动驱动的活塞杆平行所述输送轨道,并带动所述推动板前进或后退。
21.优选的,所述输送轨道靠近所述输入平台和输出平台的位置均设有工装闭合块,所述工装闭合块通过闭合气缸带动打开或闭合所述工装。
22.由上述对本实用新型的描述可知,本实用新型具有以下有益效果:
23.1、能够实现工装自动循环,无需人工取出和送入,提高工作效率和生产率,降低员工工作强度,节省人工成本;
24.2、能够在送入工装的同时,按压工装上的待加工件,保证装夹到位,便于后续的组装或加工。
附图说明
25.此处所说明的附图用来提供对本实用新型的进一步理解, 构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
26.其中:
27.图1是一种工装循环机构的轴侧视图;
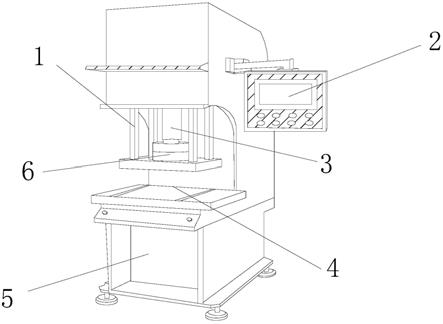
28.图2是一种工装循环机构的正视图;
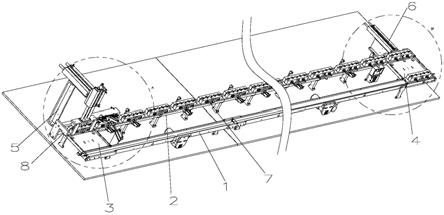
29.图3是一种工装循环机构的俯视图;
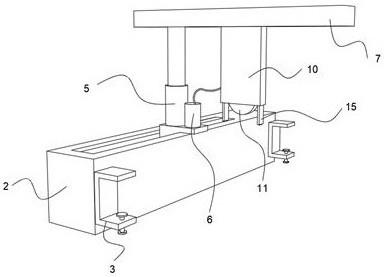
30.图4是一种工装循环机构图1中的a部放大图;
31.图5是一种工装循环机构图1中的b部放大图。
32.图1到图5中的标识分别是:第一传送路径1、输送皮带11、第二传送路径2、输送轨道21、定位件22、输入平台3、输出平台4、推入装置5、推入板51、安装座52、按压块53、推出装置6、推出板61、工装7、推动板8。
具体实施方式
33.为了使本实用新型所要解决的技术问题、 技术方案及有益效果更加清楚、明白,以下结合附图和实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
34.请参阅图1到图5,一种工装循环机构,包括第一传送路径1、第二传送路径2、输入平台3、输出平台4、推入装置5、推出装置6、推出板61、工装7和推动板8。
35.所述输入平台3连接所述第一传送路径1和第二传送路径2的一端。所述输出平台4连接所述第一传送路径1和第二传送路径2的另一端,形成循环回路。所述推入装置5靠近所
述输入平台3安装。所述推出装置6靠近所述输出平台4安装。
36.所述第一传送路径1包括输送皮带11。所述第二传送路径2包括输送轨道21。所述输送皮带11和输送轨道21的宽度均等于所述工装7的宽度。所述工装7在所述循环回路之间循环移动。
37.所述推入装置5包括推入板51,所述推入板51在推入驱动的带动下,在所述第一传送路径1的端部、输入平台3和第二传送路径2的端部之间往复移动。
38.本实施例中,所述推入驱动为气缸,所述推入板51通过安装座52安装在所述推入驱动的活塞杆上。所述安装座52通过一按压气缸安装在所述推入驱动上。所述按压气缸的活塞杆带动所述安装座52靠近或远离所述输送轨道21。所述安装座52的底部安装有按压块53。所述推入板51安装在所述安装座52的侧部。使用时,能够按压工装7上的待加工件,安装稳定。
39.所述推出装置6包括推出板61,所述推出板61在推出驱动的带动下,在所述第二传送路径2的端部、输入平台3和第一传送路径1的端部之间往复移动。
40.本实施例中,所述推出驱动为气缸,所述推出驱动的活塞杆垂直所述输送轨道21并连接有所述推出板61。
41.所述推动板8设置在所述第二传送路径2靠近输入平台3的一端的顶部,并在推动驱动的带动下,沿着所述输送轨道21前进或后退。
42.本实施例中,所述推动驱动为气缸,且所述推动驱动的活塞杆平行所述输送轨道21,并带动所述推动板8前进或后退。
43.所述工装7放置在所述循环回路上,并在所述输送皮带11、推入装置5、推动板8和推出装置6的带动下循环。为了防止工装7掉落,所述输送皮带11和输送轨道21的两侧的中部均设有护板。所述输入平台3和输出平台4的两侧均与所述输送皮带11和输送轨道21平齐,便于工装7的推入和推出。
44.本实施例中,所述输送轨道21上设有限制所述工装7移动的定位件22,能够对工装7进行限位。所述定位件22包括定位块和定位气缸,所述定位气缸的活塞垂直所述输送轨道21,并带动所述定位块顶住或远离所述输送轨道21上的工,所述工装7的侧部对应所述定位块设有定位槽。
45.所述输送轨道21靠近所述输入平台3和输出平台4的位置均设有工装闭合块,所述工装闭合块通过闭合气缸带动打开或闭合所述工装7。
46.本实用新型提出的工装循环机构能够将工装7自动循环,无需人工送入和取出,灵活方便,能够提高成产率。
47.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。