1.本实用新型涉及焊接领域,尤其涉及一种变极性双钨极堆焊系统。
背景技术:
2.双钨极焊接技术广泛运用在连接焊的领域,在堆焊行业运用极少。在堆焊板块中,目前大多使用的是单丝热丝tig堆焊工艺,这种传统堆焊工艺焊接效率低,只有1kg/h~2kg/h。化工容器行业中的比如管板堆焊量达150kg的焊材,传统tig堆焊时间需要80h~120h,针对以上情况操作人员一般会使用mig焊工艺和带级埋弧焊操作,mig焊效率可达4kg/h~5kg/h,但是化工容器行业不允许使用mig工艺,成为亟需解决的问题。
技术实现要素:
3.实用新型目的:针对现有技术的不足与缺陷,本实用新型提供一种变极性双钨极堆焊系统,结构设计简单,操作稳定均匀,通过变极性工艺的组合和优点,保证了双钨极工艺在焊接过程中的效率和质量。
4.技术方案:本实用新型的一种变极性双钨极堆焊系统,其特征在于:包括十字划架,十字划架包括横梁与竖梁;所述竖梁的底部与十字划架底座连接,十字划架底座上设有plc控制柜、2台变极性交流焊机、2台直流焊机与制冷水箱,plc控制柜上方设有hmi控制器;所述横梁的焊接端设有avc弧压跟踪轴,avc弧压跟踪轴与摆动轴垂直设置且摆动轴与焊枪连接,焊枪下方对应位置设有翻转变位机,横梁的焊接端内部设有高频发生器,高频发生器后方设有送丝机且送丝机位于横梁外部,横梁的末端设有送丝盘。
5.其中,所述的十字划架底座的长度与宽度为2000mm,十字划架底座通过4个地脚螺栓固定在外部地面上。
6.其中,所述的翻转变位机安装在十字划架的x轴方向。
7.其中,所述的翻转变位机中心线与焊枪的x轴运动的轨迹同线,翻转变位机翻转方向朝向十字划架。
8.其中,所述的翻转变位机通过4个地脚螺栓固定在外部地面上。
9.其中,所述的送丝盘包括2个焊丝盘,2个焊丝盘各对应1根焊丝,焊丝盘的焊丝重量在15kg以下。
10.有益效果:与现有技术相比,本实用新型具有以下显著优点:本实用新型为全新设计的变极性双钨极堆焊系统,结构设计简单,操作稳定均匀,通过变极性工艺的组合和优点,保证了双钨极工艺在焊接过程中的效率和质量。
附图说明
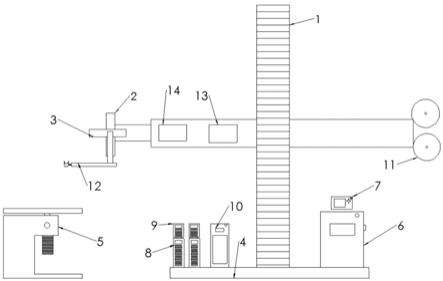
11.图1为本实用新型的结构示意图;
12.图中1为十字划架;2为avc弧压跟踪轴;3为摆动轴;4为十字划架底座;5为翻转变位机;6为plc控制柜;7为hmi控制器;8为变极性交流焊机;9为直流焊机;10为制冷水箱;11
为送丝盘;12为焊枪;13为送丝机;14为高频发生器。
具体实施方式
13.下面结合附图及具体实施方式对本实用新型的技术方案做进一步的描述。
14.本实用新型的一种变极性双钨极堆焊系统,包括十字划架1,十字划架1包括横梁与竖梁;竖梁的底部与十字划架底座4连接,十字划架底座4上设有plc控制柜6、2台变极性交流焊机8、2台直流焊机9与制冷水箱10,plc控制柜6上方设有hmi控制器7;横梁的焊接端设有avc弧压跟踪轴2,avc弧压跟踪轴2与摆动轴3垂直设置且摆动轴3与焊枪12连接,焊枪12下方对应位置设有翻转变位机5,横梁的焊接端内部设有高频发生器14,高频发生器14后方设有送丝机13且送丝机13位于横梁外部,横梁的末端设有送丝盘11。其中,十字划架底座4的长度与宽度为2000mm,十字划架底座4通过4个地脚螺栓固定在外部地面上。翻转变位机5安装在十字划架1的x轴方向。翻转变位机5中心线与焊枪12的x轴运动的轨迹同线,翻转变位机5翻转方向朝向十字划架1。翻转变位机5通过4个地脚螺栓固定在外部地面上。送丝盘11包括2个焊丝盘,2个焊丝盘各对应1根焊丝,焊丝盘的焊丝重量在15kg以下。
15.本实用新型的堆焊系统包括控制系统与焊接系统;控制系统为上位机,控制系统包括十字划架1、avc弧压跟踪轴2、摆动轴3、十字划架底座4、翻转变位机5、plc控制柜6与hmi控制器7;焊接系统为下位机,焊接系统包括变极性交流焊机8、直流焊机9、制冷水箱10、送丝盘11、焊枪12、送丝机13与高频发生器14。
16.十字划架1对焊接位置进行初步调节,avc弧压跟踪轴2与摆动轴3对焊接位置进行微调。plc控制柜6内部设有cpu,通过模拟量输入输出plc控制柜6内的伺服放大器、电机驱动、焊机通讯模块;plc控制柜6设有急停开关与总电源开关;hmi控制器7设有人机交互屏,用于焊接工艺曲线编辑、行走程序编辑、电动或自动控制各个部件的动作、监控与调整焊接实时参数。送丝盘11包括2个焊丝盘,2个焊丝盘各对应1根焊丝,焊丝盘的焊丝重量在15kg以下。
17.变极性双钨极堆焊系统的使用方法,包括下述步骤:
18.1)通过外部电源给堆焊系统供电,打开plc控制柜6上的总电源开关;
19.2)在送丝盘11上安装焊丝,引导焊丝穿过送丝机13并达到焊枪12前端的送丝管内,通过送丝机13内的卡扣锁紧焊丝;
20.3)将待焊工件安装在翻转变位机5上,矫正圆心,使工件的圆心与翻转变位机5转盘的圆心精度控制在
±
1mm以内;
21.4)操作hmi控制器7控制十字划架1对焊接位置进行初步调节,控制avc弧压跟踪轴2与摆动轴3对焊接位置进行微调;
22.5)在hmi控制器7上编辑待焊工件的行走程序与焊接工艺曲线;
23.6)打开制冷水箱10对焊枪12内进行通水;
24.7)开始焊接操作,通过高频发生器14进行焊接前的高频电压击穿空气引弧,通过变极性交流焊机8、直流焊机9进行焊接;
25.8)遇到特殊紧急情况下通过hmi控制器7或者plc控制柜6上的急停开关进行关停,排出问题后继续焊接直至焊接完成。
26.本实用新型的2台变极性交流焊机8为奥地利fronius品牌焊机,具体型号为
mw5000,2台焊接电源各对应一根钨极,作为热源,焊机具有交直流两个特性,并且可实行交流平衡。2台直流焊机9为奥地利fronius品牌焊机,具体型号为tt2200,2台焊接电源各对应一根焊丝作为热丝使用。tt2200热丝电源安装在mw5000的上端。
27.本实用新型的制冷水箱10为同飞品牌,供液流量2.0m3/2.8bar,与焊枪12连接,用于焊接过程中冷却钨极和焊枪12使用,另外在回水端设有低流量报警阀,当水流量低于1l/min时会停止设备的一切动作,保护焊枪12。另外制冷水箱10由plc控制柜6控制当启动焊接时,制冷水箱10启动,停止焊接时,制冷水箱停止工作。
28.本实用新型的焊接系统由plc给出起弧和收弧信号。plc与焊机之间通过profinet9053及6021通讯,使hmi控制器7能够调用和修改焊接参数。焊接系统中变极性交流焊机8与送丝机13连接,由2台变极性交流焊机8控制送丝速度。焊接系统中2台直流焊机9与送丝管电极连接,以使得具有热丝功能。
29.本实用新型的堆焊系统具有如下特点:(1)适用焊接材料多,使用变极性焊机的原因几乎所有焊接材料都可以焊接;(2)焊接工艺多样化,和传统双钨极不同,因使用变极性,工艺可以搭配选择即直流对直流,单直流单交流,交流对交流;(3)焊接效率高,焊接效率可达4kg/h;(4)焊接质量高,因为还属于tig焊范畴;(5)焊接速度快,焊接线速度可达500mm/min~600mm/min,传统tig焊只有200mm/min~300mm/min。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

