1.本发明涉及一种用于生产纤维复合材料的方法;并且更具体地,本发明涉及一种用于制备具有变化的纤维单位面积重量的碳纤维环氧树脂复合材料的方法。
背景技术:
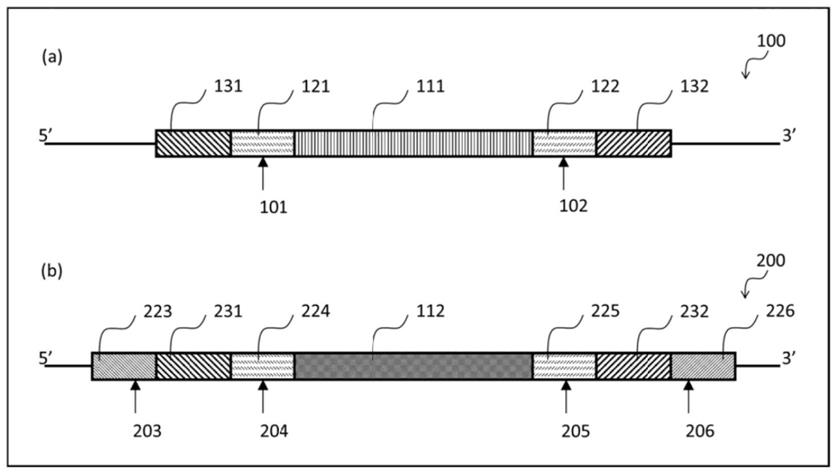
2.通常,已知通过以下方式来生产碳纤维复合材料:首先用树脂配制物(例如环氧树脂配制物)浸渍纤维或织物来形成预浸料结构,然后固化浸渍的预浸料结构以形成碳纤维复合材料。碳纤维环氧复合材料可用于许多应用,包括例如制造汽车部件。在汽车应用中,需要产生具有连续对齐织物的碳纤维环氧复合材料,所述连续对齐织物可在织物的宽度上具有变化的纤维单位面积重量(faw)。为了用于汽车应用,浸渍纤维或织物需要:(1)在短于5分钟(min)内压缩模制并且固化,(2)保持高玻璃化转变温度,以及(3)使用内部脱模剂实现高强度和刚度特性,以允许固化部件容易地从模具脱模。
3.迄今为止,用于浸渍织物的浸渍方法,例如ep2692783b1和ep3216496a1中公开的方法,已经在具有均匀faw的预浸料上进行,并且已知的方法假定预浸料的增强层具有单一厚度。当将已知的浸渍方法用于将树脂浸渍到具有变化的纤维单位面积重量(变化的厚度)的织物(即,具有高单位面积重量部分和低单位面积重量部分的织物)中时,使用此类已知的浸渍方法会出现问题。例如,当已知的浸渍方法用于具有变化的纤维单位面积重量的织物时,织物的高单位面积重量部分变得变形,或者织物的低单位面积重量部分不灌注树脂。通常,具有可变碳纤维单位面积重量编织结构的织物在织物的中心具有高纤维单位面积重量(例如,588克/平方米(g/m2))并且在织物的末端具有低纤维单位面积重量(例如,520g/m2)。
4.期望提供一种用环氧树脂配制物浸渍碳织物,随后由环氧树脂浸渍的碳织物制备预浸料而没有上述变形问题的方法或工艺,其中碳织物具有可变的碳纤维单位面积重量编织结构。
技术实现要素:
5.本发明的一个实施方案涉及一种用于生产预浸料产品的方法,所述方法包括以下步骤:(a)提供快速固化树脂组合物;(b)在离型基材片材的一侧的表面上形成来自步骤(a)的树脂的膜;(c)提供具有纤维单位面积重量发生变化的横截面厚度的纤维织物基材片材;(d)使步骤(c)的所述纤维织物基材片材的至少一侧的表面与步骤(b)的所述树脂膜片材的所述树脂接触;(e)在所述离型基材片材的与所述树脂膜相对的另一侧的表面上施加压力,以用所述快速固化树脂组合物浸渍所述纤维织物基材;以及(f)允许步骤(e)的用所述快速固化树脂组合物浸渍的所述纤维织物基材部分固化以形成预浸料产品。
6.在另一个实施方案中,本发明的方法包括将环氧树脂浸渍到具有变化的纤维单位面积重量的碳织物中,然后由用环氧树脂浸渍的碳纤维织物形成预浸料。
7.在又另一个优选实施方案中,本发明方法使用目标平均膜厚度(例如,540g/m2)用
于预浸渍具有可变纤维单位面积重量碳纤维结构的织物,并通过向所需位置(低纤维单位面积重量)添加离型纸来产生相等的压力,以(例如,在织物的12英寸(30.48厘米(cm))宽度上)产生浸渍所需的均匀压力而不使织物变形。
8.在又另一个优选实施方案中,本发明包括一种用于生产树脂浸渍的预浸料产品的轧辊组件设备。
9.本发明利用在宽度上具有变化厚度的单层(具有包含在相同预浸料内的所有纤维角)宽幅制品(broadgood)预浸料来模制具有不均匀直径的复杂横截面管状形状。
10.有利地,通过本发明的方法生产的预浸料可以被模制以形成具有复杂横截面(例如管状不均匀直径部分)的模制纤维增强复合材料结构。
附图说明
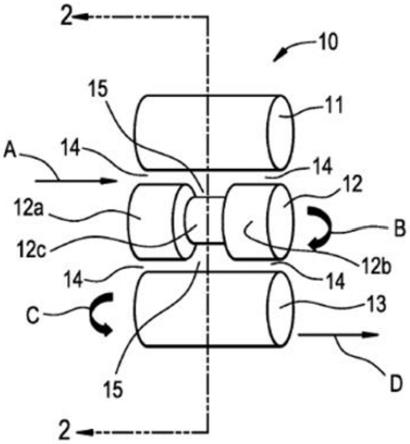
11.图1是可用于形成预浸料产品(例如下述图3中所示的预浸料)的s形轧辊系统设备的示意图的透视图。
12.图2是沿图1的线2
‑
2截取的横截面视图。
13.图3是使用图1的设备通过用环氧树脂浸渍碳纤维织物基材而形成的“哑铃”形状的预浸料产品的放大横截面视图。
14.图4是通过用环氧树脂浸渍碳纤维织物基材形成的另一种成形预浸料产品的放大横截面视图。
具体实施方式
[0015]“宽幅制品”是在纺织品工业中用于以标准或更宽宽度织造的布的术语,特别是与织带、条带或切边不同;其通常包括超过18英寸(450毫米)宽的织造织物。
[0016]
关于与纤维材料接触的树脂组合物,“灌注”、“浸渍”和“预浸渍”可在本文中互换使用,并且在本文中意指使树脂组合物流入纤维材料主体以用树脂组合物填充、渗透或饱和纤维材料。
[0017]
在一个宽范围的实施方案中,用于生产本发明的预浸料产品的方法包括用快速固化树脂组合物浸渍具有纤维单位面积重量发生变化的横截面厚度的纤维织物基材;沿树脂浸渍的纤维织物基材的水平轴施加变化的压力;以及部分固化用快速固化树脂组合物浸渍的纤维织物基材以形成预浸料产品。
[0018]
可用于本发明方法中的快速固化树脂组合物可包括例如快速固化环氧树脂体系、配制物或组合物。在一个优选实施方案中,例如,wo2017066056中描述的快速固化环氧树脂组合物可用于本发明的方法中。可用于本发明中的快速固化环氧树脂组合物包括环氧树脂组合物,所述环氧树脂组合物将树脂更均匀灌注到纤维材料中以形成预浸料或复合材料制品。
[0019]
如wo2017066056中所述,可用于本发明中的快速固化环氧树脂组合物包括环氧树脂组合物,所述环氧树脂组合物包含含有恶唑烷酮的固体环氧树脂作为第一环氧组分;可溶性潜催化剂和潜硬化剂作为第二环氧组分,所述潜硬化剂具有其中基于硬化剂的总重量,至少35重量百分比(wt%)的粒子具有小于2微米(μm)的平均粒度的颗粒分布。通过使用具有所需颗粒分布(例如,至少35%(%)的颗粒具有小于2μm的直径)的潜硬化剂,可实现将
环氧树脂组合物更均匀地灌注到纤维材料中。这又提供了具有较快固化速率的环氧树脂组合物,这减少了模制循环时间,并且由此增加了可以制备由预浸料模制的制品和部件的速率。
[0020]
在一个一般实施方案中,期望选择用于灌注的环氧树脂组合物具有0摄氏度(℃)至低于15℃的玻璃化转变温度(tg)。在这些tg水平下,有利地,环氧树脂组合物可以快速灌注到纤维材料中,同时最小化和减少预浸料内的空隙空间(例如,气泡袋)。
[0021]
上述环氧配制物有利地提供:(1)以相对快的固化速率(例如,可在150℃下在3分钟(min)内固化)的预浸料;(2)提供低粘性至可忽略粘性的碳纤维预浸料;(3)提供具有长保存期(例如,在23℃下大于40天和在
‑
20℃下至少1年)的预浸料;和(4)提供具有例如高于100℃的高tg(起始);以及例如高于140℃的tg(峰值tanδ)的最终固化纤维增强复合材料。使用上述环氧树脂体系的另一个益处是树脂在不使用外部脱模剂的情况下是可固化的。
[0022]
一旦制备了上述环氧树脂组合物,可以将环氧树脂组合物以丝束或织物(例如碳纤维织物卷)的形式灌注到纤维材料中以形成根据本发明方法的预浸料。根据本发明的实施方案的上述环氧树脂组合物可以与多种不同的增强纤维组合。本发明中使用的织物的纤维可以包括例如碳纤维、石墨纤维、玻璃纤维、陶瓷纤维、芳酰胺纤维、天然纤维(例如玄武岩、大麻、海草、干草、亚麻、稻草、黄麻或椰子)。在一个优选实施方案中,所使用的碳纤维可以呈织物形式并且可以呈随机的、针织的、非织造的、多轴的(例如,无卷曲织物)、编织的形式或任何其他合适的模式。织物在预浸料形成(例如,固化环氧树脂组合物)条件下应该是热力学上和化学上稳定的;并且织物应该与所选择的树脂相容以用于织物的灌注过程中。
[0023]
在一个优选实施方案中,用于生产预浸料产品的本发明方法包括以下步骤:(a)提供快速固化树脂组合物;(b)在离型基材片材的一侧的表面上形成来自步骤(a)的树脂的膜;(c)提供具有纤维单位面积重量发生变化的横截面厚度的纤维织物基材片材;(d)使步骤(c)的所述纤维织物基材片材的至少一侧的表面与步骤(b)的树脂膜片材的树脂接触;(e)在所述离型基材片材的与所述树脂膜相对的另一侧的表面上施加压力,以用所述快速固化树脂组合物浸渍所述纤维织物基材;以及(f)允许步骤(e)的用所述快速固化树脂组合物浸渍的所述纤维织物基材部分固化以形成预浸料产品。
[0024]
通常,制备本发明的预浸料的方法包括在片材材料的一侧的表面上形成来自上述步骤(a)的上述快速固化树脂组合物的膜或片材。例如,这个步骤(b)可以通过将树脂组合物(例如环氧树脂)挤出到片材材料上以在片材材料上形成膜树脂涂层来实现。膜树脂的所得厚度可以根据所产生的最终预浸料产品而变化。例如,在一个一般实施方案中并且不限于此,faw材料的厚度可以是0.0119英寸(0.03cm)至0.0125英寸(0.032cm)。通常,在一个实施方案中,膜树脂的厚度可以使得树脂为预浸料复合材料的至少30重量%至50重量%;并且在另一个实施方案中为35重量%至45重量%。在一个优选实施方案中,膜树脂的厚度可以是预浸料复合材料的至少40重量%;并且纤维基材可以是预浸料复合材料的至少60重量%。
[0025]
片材材料可以是离型膜或纸,环氧树脂组合物的膜涂层将在方法的接触步骤(预浸渍)期间从所述离型膜或纸转移到纤维材料。包括膜或纸的片材材料可以由例如涂覆有脱模剂的纸片或特氟龙材料片等制成。在一个一般实施方案中但不限于此,片材材料的厚度在一个实施方案中可以是0.007英寸(0.018cm)至0.009英寸(0.023cm)。
[0026]
在环氧树脂组合物的膜已经沉积在片材材料上之后,可以使具有膜树脂涂层的片材材料通过冷却辊以冷却环氧树脂组合物。然后可将具有冷却的环氧树脂组合物的片材材料卷绕在辊上以供立即使用或将来使用。在一个优选实施方案中,其上涂布有环氧树脂组合物作为膜的离型纸或膜可在冷却环氧树脂组合物的步骤之后重新卷绕在辊上以供稍后使用。
[0027]
在该方法的一个实施方案中,可以使具有环氧树脂组合物膜涂层的片材材料与来自上述步骤(c)的上述纤维织物基材或纤维材料(例如,ncf、编织物或单向织物)的表面接触。然后,纤维材料和具有环氧树脂组合物膜涂层的片材材料可在接触步骤之后或在接触步骤期间经受压力以将环氧树脂灌注到纤维材料中。
[0028]
本领域已知的标准常规预浸料生产线和用于预浸料生产线的辅助设备可用于接触步骤和随后或同时的浸渍步骤。本发明方法中使用的预浸料生产线可以是任何已知的预浸料生产线,包括例如(1)退绕站、(2)加热台(具有绝缘垫)、(3)s形缠绕压紧辊,以及(4)控制速度的牵引辊。
[0029]
在一个优选实施方案中,纤维材料片材可以夹在两个片材之间,环氧树脂组合物的膜涂层沉积在所述片材上;并且涂覆有环氧树脂组合物的纤维材料和片材材料可以作为连续带从各自的供给辊提供。本发明方法的接触步骤可以在上述用于形成片材的成膜设备中进行,并且使用s形缠绕辊隙压紧辊系统设备将不同基材的片材压紧在一起。然而,在一个本发明的优选实施方案中,该设备被改进以容纳具有变化的纤维单位面积重量的所需纤维织物基材。此外,该设备被改进以沿着具有变化的纤维单位面积重量的纤维织物基材的厚度提供均匀压力。
[0030]
参照图1和图2,示出了本发明中使用的s形缠绕压紧辊的一个优选的改进实施方案,该s形缠绕压紧辊通常由附图标号10表示,包括一系列轧辊,例如顶部轧辊11、中间轧辊12和底部轧辊13。在一个实施方案中,如方向箭头a所示,夹层材料被进料到辊系统10中。夹层材料沿转向箭头b和c所示的方向通过/转动通过辊系统10(如图2中所示)。并且灌注的纤维材料如方向箭头d所示离开辊系统10。
[0031]
在s形缠绕压紧辊的优选的改进实施方案中,中间轧辊12的尺寸如边缘部分12a和12b所示变化;与中间部分12c成为一体。通常,轧辊构件12的形状可以描述为两个圆柱形构件,该圆柱形构件通过中间杆段连接在一起并且与中间杆段成为一体;或者简单地说,当从如图1中所示的前侧透视图中观察部件12时,轧辊部件12可以是“举重哑铃(dumb bell weight)”或“哑铃形”部件12的形状。中间辊12可以通过在具有恒定直径和长度的规则轧辊的边缘上使用预定厚度的一张或多张离型纸来形成,并且将轧辊12的边缘12a和12b的直径“增大”到所需直径,以提供轧辊12的优选形状来容纳树脂浸渍的纤维织物。
[0032]
哑铃形辊,即设置在轧辊11与轧辊13之间的中间轧辊12,提供了第一间隙14和第二间隙15,这允许所需压力施加在供给膜21上(如图2所示)。
[0033]
在将夹层材料(即,树脂和纤维材料的组合片材)集合在一起的接触步骤之后,夹层材料可通过将环氧树脂组合物压制到纤维材料的相对表面中的一对轧辊。本发明的预浸料可以通过向夹层材料施加压力,用环氧树脂组合物灌注(或浸渍)纤维材料(或碳纤维织物基材)来制备。在一个优选实施方案中,该施加压力的步骤(e)是用快速固化环氧树脂组合物浸渍(或灌注)碳纤维织物基材而进行的步骤。在另一个实施方案中,用快速固化树脂
组合物浸渍具有可变纤维单位面积重量区域的纤维织物基材,以在可变纤维单位面积重量复合材料的宽度上获得均匀浸渍。关于将树脂浸渍到纤维材料中的“均匀浸渍”在本文中意指预定水平的浸渍在可变纤维单位面积重量复合材料的整个宽度上是相同的,包括在低纤维单位面积重量区域和高纤维单位面积重量区域中。
[0034]
在用上述环氧树脂组合物浸渍上述具有变化的纤维单位面积重量的碳纤维织物基材的方法中,上述轧辊系统可用于提供所需的浸渍纤维织物以形成预浸料。本发明方法的浸渍步骤包括例如,将设置在两片快速固化环氧树脂组合物膜之间的碳纤维织物基材进料到轧辊系统中(如图1中的箭头a所示),其中顶部树脂片材的树脂接触纤维织物基材的顶表面,并且底部树脂片材的树脂接触纤维织物基材的底侧表面。然后,用快速固化环氧树脂组合物浸渍的碳纤维织物基材离开辊系统(如图1中的箭头d所示)。
[0035]
参考图3,示出了通常由附图标号30表示的成形预浸料,包括注入纤维32的织物中的树脂基质31。图3中所示的预浸料是通过图1中所示的s形缠绕辊系统10加工的所得预浸料。顶部离型纸33和底部离型纸34设置成将预浸料30分别夹在顶层33与底层34之间。预浸料30包括通常由附图标号40a表示的边缘部分和通常由附图标号40b表示的边缘部分,两者均与通常由附图标号50表示的中间部分成为一体。如图3中所示,边缘部分40a和40b比中间部分50压缩得更多。
[0036]
参考图4,示出了通常由附图标号60表示的成形预浸料的另一个实施方案,包括注入纤维62的织物中的树脂基质61。顶部离型纸63和底部离型纸64设置成将预浸料60分别夹在顶层63与底层64之间。预浸料60包括通常由附图标号70a表示的边缘部分和通常由附图标号70b表示的边缘部分,两者均与通常由附图标号80表示的中间部分成为一体。如图4中所示,中间部分80比边缘部分70a和70b压缩得更多。图4中所示的预浸料也可以是通过另一种替代的s形缠绕辊系统(未示出)加工的所得预浸料,所述s形缠绕辊系统具有一系列轧辊(未示出),例如顶部轧辊、中间轧辊和底部轧辊,其在辊系统中提供改进的中间轧辊(未示出)以提供预浸料60的中间部分80的形状。
[0037]
在一个实施方案中,灌注过程可以在升高的温度下进行,使得环氧树脂组合物的粘度可以进一步降低;因此,加热步骤可以促进环氧树脂组合物快速灌注到纤维材料中。例如,可通过使纤维材料和环氧树脂组合物的组合通过加热板以加热环氧树脂组合物来使夹层材料经受加热以升高环氧树脂组合物的温度。然而,温度在延长的时间段内不能如此热以致发生环氧树脂组合物的不期望水平的固化。例如,在浸渍步骤(e)期间,将环氧树脂组合物灌注到纤维材料中可在一个实施方案中在100℃至130℃范围内的温度下进行,在另一个实施方案中在100℃至125℃范围内的温度下进行;并且在又另一个实施方案中在110℃至120℃范围内的温度下进行。上述用于将环氧树脂组合物灌注到纤维材料中的加热可以使用加热台和加热轧辊进行。
[0038]
应认识到,也可以使用上述范围之外的温度范围。然而,使用更高或更低的灌注温度通常需要调节进行灌注过程的机器速度。例如,在高于约120℃的温度下,可能需要在更高的机器速度下进行灌注过程,以减少环氧树脂组合物暴露于高温的持续时间,从而避免环氧树脂组合物的不期望的交联。类似地,为了获得所需的灌注水平并由此减少预浸料中的空隙空间,使用较低的灌注温度通常将需要较低的机器速度来将环氧树脂组合物灌注到纤维材料中。在一个优选实施方案中,环氧树脂组合物可以在上述范围内的温度下施加到
纤维材料;并且环氧树脂组合物可以通过压力固结成纤维材料。例如,施加在纤维材料和树脂组合物上的压力可通过使组合物通过一对或多对轧辊来施加。
[0039]
在一个优选实施方案中,纤维材料和环氧树脂组合物的组合可以经受进一步的步骤:使组合通过加热板,随后使组合通过第二辊隙以进一步将环氧树脂组合物灌注到纤维材料中以形成树脂灌注的预浸料。然后可以例如通过使材料通过冷却辊或冷却板来冷却预浸料。在冷却后,可将预浸料卷绕到供给辊上以供将来使用。
[0040]
如上所述,灌注步骤可以在升高的温度下进行以降低环氧树脂组合物的粘度。此外,灌注的环氧树脂组合物可经受部分固化步骤(推进)以提高预浸料中环氧树脂组合物的玻璃化转变温度。然后可以根据需要包装、储存或运输预浸料。如先前所论述,在一些实施方案中,还可能期望使预浸料经受推进步骤以提高环氧树脂的tg并由此降低预浸料的粘性。
[0041]
在另一个优选实施方案中,在浸渍步骤(e)期间,可以使用压紧辊“轧辊”操作。在标准预浸料生产线的压紧辊“轧辊”操作期间,必须向预浸料的较薄部分施加额外的压力。设置辊隙间隙以容纳最厚的部分,以减小在该区域中看到的变形。可以将具有预定厚度(例如,0.008英寸(0.02cm)厚)的离型纸的一部分添加到宽幅制品的较薄区域中的中间辊(具有允许2个辊隙间隙的3个辊的s形缠绕操作)。离型纸的使用允许均匀的压力,而不管厚度的变化,以提供环氧树脂到碳纤维织物基材中的最佳灌注,从而形成具有最小变形的预浸料。
[0042]
本发明浸渍方法的条件可以变化并且可以取决于各种因素,包括例如所用织物的类型、所用织物的大小、所用织物的faw和待生产的预浸料产品的设计和尺寸。作为本发明方法的说明,但不限于此,在一个具体的实施方案中,将宽幅制品碳纤维织物片材进料到沉积在两张离型纸的每一张的一侧上的两张环氧树脂膜之间,其中树脂接触织物。将合并的片材进料到s形缠绕轧辊组件装备中,例如如下进行灌注或预浸渍步骤:
[0043]
(1)辊隙温度范围可以例如在一个实施方案中为100℃至130℃,在另一个实施方案中为100℃至125℃;并且在又另一个实施方案中为110℃至120℃。
[0044]
(2)工作台温度范围在一个实施方案中可以为100℃至130℃,在另一个实施方案中为100℃至125℃;并且在又另一个实施方案中为110℃至120℃。
[0045]
(3)上辊与中辊之间以及下辊与中辊之间的第一辊隙间隙(在图1中通常由附图标号14表示)在一个实施方案中可以为0.022英寸至0.026英寸(0.056cm至0.066cm)。
[0046]
(4)在上辊与中辊之间以及下辊与中间辊之间的第二辊隙间隙(在图1中通常由附图标号15表示)在一个实施方案中可以为0.022英寸至0.025英寸(0.056cm至0.064cm)。
[0047]
(5)将材料进料到轧辊系统中的速度在一个实施方案中可以为1.0ft/min至2.4ft/min(0.305m/min至0.732m/min);在另一个实施方案中可以为1.0ft/min至2.0ft/min(0.305m/min至0.610m/min);并且在又另一个实施方案中可以为1.5ft/min至2.0ft/min(0.457m/min至0.610m/min)。
[0048]
在一个实施方案中,在该方法中使用的离型纸可以具有例如0.007英寸(0.018cm)至0.009英寸(0.023cm)的厚度。本领域已知的任何标准离型纸可用于本发明中。可以使用离型纸,使得正在加工的材料不会粘到金属辊上。或者,可以改变压紧辊以考虑厚度的变化。例如,代替将离型纸添加到金属辊,金属辊可以以补偿厚度变化的方式机器加工。
[0049]
可用于本发明中的参数可以是“固定”参数,即在织物和树脂片材的一组处理运行中不改变的参数。例如,上述辊隙温度和工作台温度可以是固定参数。为了说明本发明但不限于此,在一个实施方案中,可以使用0.023英寸至0.026英寸(0.058cm至0.066cm)的辊隙间隙范围、添加的离型纸和1.8ft/min(0.549m/min)的较慢速度来证明本发明的实用性。在整个本发明过程中,辊隙温度和工作台温度可以保持固定。
[0050]
一旦用步骤(e)的快速固化环氧树脂组合物浸渍的纤维织物基材离开轧辊系统,则允许浸渍的织物部分固化以形成预浸料产品。此后,可以将生产的预浸料卷在芯上;然后,可将预浸料卷运送至储存处(如上所述,预浸料在储存处是稳定的)或预浸料可用于模制过程。
[0051]
通过本发明的方法制备的预浸料有利地表现出低粘性,即预浸料易于处理;并且当在辊中使用或储存时,预浸料在室温下不会粘在一起。
[0052]
使用本发明的方法,预浸料有利地不过交联,即由于预浸料具有低于20℃的tg,预浸料不表现出问题,例如在预浸料中产生空隙。在高预浸料温度下使用灌注处理的预浸料可导致不期望的“过度蒸煮”预浸料,该预浸料具有高于20℃的tg,可表现出不期望的表面质量,并且可变得坚硬并且难以加工。
[0053]
在一个宽泛的实施方案中,本发明的碳纤维增强复合材料是通过完全固化如上所述生产的预浸料而形成的完全固化的复合材料。例如,在一个广泛的实施方案中,用于制备碳纤维增强复合材料的方法包括以下步骤:(a)提供通过上述方法制备的树脂浸渍的织物预浸料;和(b)固化步骤(a)的浸渍的织物预浸料以形成纤维增强复合材料制品。
[0054]
在一个实施方案中,完全固化预浸料的固化步骤(或推进步骤)可以通过在140℃至155℃的温度下加热预浸料3min至5min的固化时间来进行。
[0055]
本发明的一个目的是制造沿复合材料的宽度具有可变横截面的纤维增强复合材料(例如,碳纤维增强复合材料)。例如,在一个优选实施方案中,纤维增强复合材料可以是沿着直径具有可变横截面的管状构件。迄今为止,使用现有技术的方法不可能生产本发明的具有faw的碳纤维增强复合材料。有利地,本发明的碳纤维复合材料现在可以用于制造汽车复合材料,例如用于内部和外部部件,其中这些部件具有不同的形状、大小和尺寸。例如,在一个优选实施方案中,本发明的碳纤维复合材料可用于制造复合材料部件,该部件又可用于汽车转向柱。
[0056]
实施例
[0057]
提供以下实施例以进一步详细地说明本发明,但不应解释为限制权利要求书的范围。除非另外指示,否则所有份数和百分比都按重量计。
[0058]
以下本发明实施例(inv.ex.)和比较实施例(comp.ex.)下文在表i中解释以下实施例。
[0059]
表i
‑
原材料
[0060][0061]
实施例1和2以及比较实施例a
‑
c
[0062]
为了使用vorafuse
tm p6300树脂体系和由a&p提供的碳纤维混杂宽幅制品制造预浸料,在用于制造常规预浸料的标准预浸渍条件下使用实验预浸料生产线。这导致外部(薄区域)上的不良灌注和中间(厚区域)的变形,这与外观/变形水平有关。只有当材料达到可接受的主观可见外观时,才测试该材料,如根据评定量表(下文所述)所确定。然后为预浸料的平均厚度设定辊隙间隙(比较实施例b)。在第一次尝试时看见类似结果(比较实施例a)。然后将离型纸添加到中间辊以补偿材料宽度上的可变纤维单位面积重量,并且打开辊隙间隙以设定在材料的最厚部分处(比较实施例c)。这表明与(比较实施例a)和(比较实施例b)相比有轻微改善。对于额外的压力和时间,在改善浸渍和变形的温度下,辊隙间隙减小并且速度减慢(本发明实施例1)。该接受和变形水平是可接受的,并且在较低和较高faw区域中对材料进行了测试。在最后的运行中,稍微打开辊隙间隙以进一步降低变形(本发明实施例2)。这进一步改善了外观水平并且再次测试了材料。然而,由于材料的独特性,该材料在预期部分的方向上进行测试(水平对比垂直的先前测试),因此预期储能模量的差异(更多的纤维在测试方向上延伸)。
[0063][0064]
开发评定量表以指示样品的“外观/变形水平”,以确定样品是否通过必要标准以使样品经受进一步测试。评定量表包括数值评定等级“1”至“4”,其中“1”是最不可接受的并
且“4”是最可接受的。评定等级1
‑
4的更详细的描述在表iv中描述。对于样品的进一步测试,需要外观/变形评定等级为3的样品。
[0065]
表iv
‑
外观/变形评定量表
[0066]
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。