一种热缩管的切割装置
【技术领域】
1.本实用新型涉及一种热缩管的切割装置。
背景技术:
2.为对共模电感进行绝缘封装,一般需要在共模电感上套一层热缩管,然后通过对热缩管进行加热,使得热缩管热缩形变并套紧于共模电感上。传统需要人工对热缩管进行裁切,并将裁切好的热缩管手动套设于共模电感工件上,然后手持热风机对热缩管进行加热成型,其完全靠人工完成,效率低,而且对热缩管的裁切完全依靠人工经验进行,使得切割后的热缩管的形状及尺寸均无法统一,难以保证热缩管的切割效果。
技术实现要素:
3.本实用新型要解决的技术问题是提供可提高工作效率且可保证切管效果的一种热缩管的切割装置。
4.本实用新型的目的是这样实现的:
5.一种热缩管的切割装置,包括工作机台、设于所述工作机台上的切割定位部、向所述切割定位部传送热缩管的热缩管传送部、将定位于所述切割定位部上的热缩管进行切割的切管部以及将热缩管的端部进行定位的套管部,所述切割定位部包括设于所述工作机台上的定位座,所述定位座上设有供热缩管穿过的定位孔,所述定位孔内设有当热缩管穿过所述定位孔时套入所述热缩管内的定位芯,所述套管部上设有当热缩管穿过所述定位孔后供其端部套入并定位的定位柱。
6.本实用新型采用上述结构,热缩管传送部向切割定位部传送热缩管,使得热缩管穿过定位孔的同时将定位芯套入,而热缩管的端部则将定位柱套入,从而实现对热缩管的定位以方便切管,并保证每次切割后的热缩管的形状及尺寸保持一致。由于热缩管具有较为柔软的特性,切割时容易发生形变,若定位不足则难以进行切管。定位孔的内壁可对热缩管的外壁进行限位整形,而定位芯的外壁则可对热缩管的内壁进行限位整形,加上定位柱对热缩管的端部进行限位整形,从而为热缩管提供足够的定位,有效防止其切割时发生变形,从而进一步保证切管的效果并提高工作效率。
7.如上所述的一种热缩管的切割装置,所述定位座上设有穿过所述定位孔而将热缩管压紧于所述定位芯上的第一压紧件,所述套管部上设有将热缩管压紧于所述定位柱上的第二压紧件,通过第一压紧件和第二压紧件对热缩管进行压紧,进一步防止热缩管在切管时发生移位,从而更进一步地保证切管的效果。
8.如上所述的一种热缩管的切割装置,所述定位芯包括置于所述定位孔内的头部和向下延伸的尾部,所述定位芯头宽尾窄且所述头部与所述尾部之间设有导向弧面,从而保证当热缩管传送部向切割定位部传送热缩管时可使得热缩管顺利穿过定位孔的同时顺利将定位芯套入,由于头部宽,因此可防止当定位芯套入热缩管后继续往下滑落。
9.如上所述的一种热缩管的切割装置,所述热缩管传送部包括可相对所述定位座上
下运动以驱动热缩管穿过所述定位孔并套接于所述定位柱上的送管机械手,所述送管机械手上设有两用于夹紧热缩管的夹紧块,两所述夹紧块之间形成有夹紧孔。当热缩管传送部向切割定位部传送热缩管时,两夹紧块通过夹紧孔将热缩管夹紧,送管机械手相对定位座往上运动以使得热缩管穿过定位孔并套接于定位柱上,然后切管部将定位于切割定位部上的热缩管进行切割,切割完毕后,夹紧块松开热缩管,送管机械手相对定位座往下运动,然后夹紧块通过夹紧孔重新将热缩管夹紧,送管机械手重新相对定位座往上运动,如此重复,从而持续地往切割定位部传送热缩管。
10.如上所述的一种热缩管的切割装置,所述尾部的下部穿过所述夹紧孔,从而有效保证两夹紧块可将热缩管夹紧,同时也可进一步防止定位芯滑落。
11.如上所述的一种热缩管的切割装置,所述定位柱上设有限位挡块,从而进一步限制热缩管传送部向切割定位部传送热缩管的行程,进一步保证每次切割后的热缩管的长度尺寸保持一致。
12.如上所述的一种热缩管的切割装置,所述定位孔上的供所述定位柱抵靠的凸台,所述切管部包括切刀以及当所述定位柱抵靠所述凸台时驱动所述切刀在所述定位柱与所述凸台之间运动以对热缩管进行切割的切管驱动件,切管驱动件驱动切刀在定位柱与凸台之间运动以对热缩管进行切割,保证了热缩管的切口平齐,并进一步保证每次切管后的热缩管的形状及尺寸保持一致。
13.如上所述的一种热缩管的切割装置,所述工作机台上设有送料夹具,所述工作机台上设有驱动所述套管部在所述送料夹具与所述定位座之间运动的送管驱动件,所述套管部上设有驱动所述定位柱上下运动的套管驱动件,从而将切割好的热缩管搬离所述切割定位部并套在位于所述送料夹具上的工件上。在送管驱动件和套管驱动件的驱动下可使得套管部将切割好的热缩管运送并套在位于送料夹具上的工件上。
14.如上所述的一种热缩管的切割装置,所述定位座上设有驱动所述送管机械手上下运动的输管驱动件,所述定位座上还设有对所述输管驱动件进行行程限位的限位件,所述限位件可相对所述定位座上下调节,从而调节输管驱动件的行程以调节热缩管的送管长度。
【附图说明】
15.下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
16.图1为本实用新型的结构示意图;
17.图2为本实用新型所述切割定位部的结构示意图;
18.图3为本实用新型所述定位芯的结构示意图;
19.图4为本实用新型所述套管部的结构示意图;
20.图5为本实用新型所述工作机台的底部结构示意图;
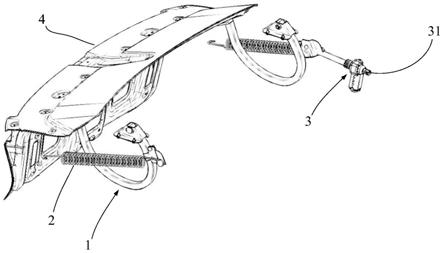
21.图6为本实用新型应用于热缩管套接成型生产线上的使用状态参考图。
【具体实施方式】
22.一种热缩管的切割装置,包括工作机台1、设于工作机台1上的切割定位部41、向切割定位部41传送热缩管的热缩管传送部42、将定位于切割定位部41上的热缩管进行切割的
切管部43以及将热缩管的端部进行定位的套管部44,切割定位部41包括设于工作机台1上的定位座411,定位座411上设有供热缩管穿过的定位孔412,定位孔412内设有当热缩管穿过定位孔412时套入热缩管内的定位芯413,套管部44上设有当热缩管穿过定位孔412后供其端部套入并定位的定位柱441。
23.为进一步防止热缩管在切管时发生移位以更进一步地保证切管的效果,定位座411上设有穿过定位孔412而将热缩管压紧于定位芯 413上的第一压紧件415,套管部44上设有将热缩管压紧于定位柱 441上的第二压紧件442。第一压紧件415和第二压紧件442均可通过气缸驱动。
24.为保证当热缩管传送部42向切割定位部41传送热缩管时可使得热缩管顺利穿过定位孔412的同时顺利将定位芯413套入并防止当定位芯413套入热缩管后继续往下滑落,定位芯413包括置于定位孔 412内的头部4131和向下延伸的尾部4132,定位芯413头宽尾窄且头部4131与尾部4132之间设有导向弧面4133。
25.为持续地往切割定位部41传送热缩管,热缩管传送部42包括可相对定位座411上下运动以驱动热缩管穿过定位孔412并套接于定位柱441上的送管机械手421,送管机械手421上设有两用于夹紧热缩管的夹紧块422(可通过气缸驱动两夹紧块422夹紧),两所述夹紧块422之间形成有夹紧孔423。
26.为有效保证两夹紧块422可将热缩管夹紧并进一步防止定位芯滑落,尾部4132的下部穿过所述夹紧孔423。工作机台1的底部设有用于收卷热缩管401的卷筒40,收卷于卷筒40上的热缩管401的端部穿过工作机台1而供送管机械手421夹持。首次使用时可先将热缩管401的端部穿过定位孔411并将定位芯413套入。
27.为进一步限制热缩管传送部42向切割定位部41传送热缩管的行程并进一步保证每次切割后的热缩管的长度尺寸保持一致,定位柱 441上设有限位挡块443。
28.为保证热缩管的切口平齐并进一步保证每次切管后的热缩管的形状及尺寸保持一致,定位孔412上的供定位柱441抵靠的凸台414,切管部43包括切刀431以及当定位柱441抵靠凸台414时驱动切刀 431在定位柱441与凸台414之间运动以对热缩管进行切割的切管驱动件432。切刀431设在刀架430的端部,切管驱动件432(可采用气缸)驱动刀架430转动以带动切刀431在定位柱441与凸台414之间运动以对热缩管进行切割。
29.为使得套管部44可将切割好的热缩管运送并套在工件上,工作机台1上设有送料夹具21,工作机台1上设有驱动套管部44在送料夹具21与定位座411之间运动的送管驱动件444,套管部44上设有驱动定位柱441上下运动的套管驱动件445,从而将切割好的热缩管搬离切割定位部41并套在位于送料夹具21上的工件上。套管部44 的底部与工作机台1之间设有供套管部44滑动的滑座440,送管驱动件444(可采用气缸)驱动套管部44沿滑座440滑动以驱动套管部44在送料组件2与定位座411之间运动。切管时,套管驱动件445 (可采用气缸)驱动定位柱441抵靠凸台414,切管完毕后套管驱动件445驱动定位柱441远离凸台414,送管驱动件444驱动套管部44 沿滑座440滑动至送料组件2,套管驱动件445驱动定位柱441抵靠送料夹具21并将定位柱441上切割好的热缩管套在送料夹具21上的工件。
30.为可实现送管长度的调节,定位座411上设有驱动送管机械手 421上下运动的输管驱动件425(可采用气缸),定位座411上还设有对所述输管驱动件425进行行程限位的限位件426,限位件426可相对定位座411上下调节,从而调节输管驱动件425的行程以调节热
缩管的送管长度,进而调节热缩管的切管长度(调节限位件426上下位置的同时还需要调节限位挡块443与定位柱441的上下位置)。
31.本实用新型使用时,先将热缩管401的端部穿过定位孔411并将定位芯413套入,热缩管传送部43的两夹紧块422通过夹紧孔423 将热缩管401夹紧,送管机械手421相对定位座441往上运动以使得热缩管401穿过定位孔412并套接于定位柱441上(此时定位柱441 抵靠在凸台414上),使得热缩管401的端部抵接于限位挡块443,第一压紧件415穿过定位孔412而将热缩管401压紧于定位芯413上,第二压紧件442则将热缩管401的头部压紧于定位柱441上,定位孔 412的内壁可对热缩管401的外壁进行限位整形,而定位芯413的外壁则可对热缩管401的内壁进行限位整形,加上定位柱441对热缩管 401的端部进行限位整形,以及第一压紧件415和第二压紧件442的压紧作用,从而为热缩管401提供足够的定位,有效防止其发生变形,然后切管驱动件432驱动刀架430转动以带动切刀431在定位柱441 与凸台414之间运动以对热缩管401进行切割,切割完毕后,套管驱动件445驱动定位柱441远离凸台414,送管驱动件444驱动套管部 44沿滑座440滑动至送料组件2,套管驱动件445驱动定位柱441抵靠送料夹具21并将定位柱441上切割好的热缩管套在送料夹具21上的工件,同时夹紧块422松开热缩管401,送管机械手421相对定位座441往下运动,然后夹紧块422通过夹紧孔423重新将热缩管401 夹紧,送管机械手421重新相对定位座441往上运动,如此重复,从而持续地往切割定位部41传送热缩管401,定位柱441则通过送管驱动件444和套管驱动件445的驱动重新抵靠在凸台414上,送料夹具21上的套有热缩管的工件连同送料夹具21随即被传送至后续工位以完全后续的热缩管套紧及热缩管成型等工艺。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。