1.本发明涉及转底炉生产线领域,更具体地说,涉及一种能控制含水率的转底炉生产系统。
背景技术:
2.钢铁冶炼生产过程中产生大量尘泥,主要为高炉瓦斯灰或泥、电炉除尘灰、转炉尘泥等。长期以来,这些含铁尘泥大部分直接返回烧结利用,部分厂内堆存或外售。为实现对生产过程中产生的尘泥的综合利用,减少废弃物排放量,国内通过转底炉生产线,对生产过程中产生的冶金含铁含锌尘泥资源进行处置,生产金属化球团(dri)供高炉、转炉及电炉使用,回收其中的铁、锌资源,实现资源的再生利用,达到环保要求。转底炉生产线主要分为原料配比,原料混合压球,生球筛分和烘干,烧结等生产工序,其中原料混合压球工序的作业内容是,先通过强混机对配比后的原料进行搅拌,在搅拌的过程添加一定量的水,原料含水率需要控制在13%左右,混合后的原料进入压球机进行压球,生球经过皮带输送机进入振动筛筛分,合格的生球进入下道烘干工序,不合格的生球和粉通过皮带机进入回料仓再次回到强混机混合、压球。
3.现有技术中,配比后的原料含水率波动较大,目前的控制是先检测出原料混合前含水率,设定目标含水率,通过人工计算补充水量,这种控制方法存在以下问题:1)检测工作量较大,人工效率低;2)检测数据滞后,不利于含水率的精准控制;
4.3)含水率高会造成原料黏在强混机壁上,影响混料效果,含水率低会导致压球时成球率低,筛分后返料量大,降低压球作业率。
技术实现要素:
5.针对现有技术中存在的上述问题,本发明的目的是提供一种能控制含水率的转底炉生产系统,在原料混合单元设置含水率控制单元,通过在线含水率检测仪实时在线监测混合料的含水率,设定混合料标准水分,通过plc控制器实时补充水分,以稳定控制混合料的含水率,进而提高压球机的成球率,降低返料量,提高压球质量。
6.为实现上述目的,本发明采用如下技术方案:
7.本发明提供了一种能控制含水率的转底炉生产系统,其上依次设置有原料混合单元、生球制备单元、生球筛分单元以及后续处理单元,所述原料混合单元包括原料仓、设于所述原料仓下方的第一皮带输送机、设于所述第一皮带输送机输出端的强混机以及设于所述强混机上的含水率控制单元。优选地,所述含水率控制单元包括在线含水率检测仪、与所述强混机连接的补水装置以及与所述补水装置连接的plc控制器;
8.所述在线含水率检测仪与所述强混机连接,该在线含水率检测仪实时监测所述强混机内混合料的含水率,并输出信号至plc控制器;
9.所述补水装置包括补水罐以及设于所述补水罐与所述强混机之间的流量控制阀;
10.所述plc控制器与所述流量控制阀电连接。
11.优选地,所述plc控制器包括与所述在线含水率检测仪连接的信号处理单元、计数模块、plc控制单元以及与所述流量控制阀连接的驱动单元;所述信号处理单元接收所述称在线含水率检测仪的输出信号,并反馈至所述计数模块;所述计数模块与所述plc控制单元连接;所述plc控制单元输出信号反馈至所述驱动单元,所述驱动单元通过调节所述流量控制阀的开度来调整所述强混机内物料的含水率。
12.优选地,所述plc控制器还包括与所述plc控制单元双向连接的数据处理显示单元,该数据处理显示单元接收并显示所述plc控制单元的输出信息。
13.本发明的有益效果:通过在线含水率检测仪实时在线监测混合料的含水率,设定混合料标准水分,通过plc控制器实时补充水分,以稳定控制混合料的含水率,进而提高压球机的成球率,降低返料量,提高压球质量。
附图说明
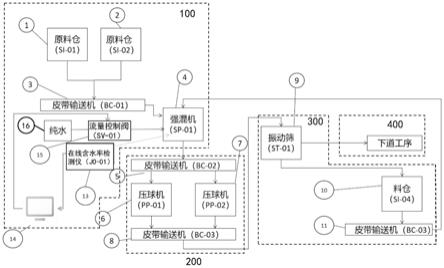
14.图1是本发明能控制含水率的转底炉生产系统的结构示意图;
15.图2是本发明能控制含水率的转底炉生产系统的控制原理图。
具体实施方式
16.下面结合附图和实施例进一步说明本发明的技术方案。
17.参照图1所示,本发明公开一种能控制含水率的转底炉生产系统,在原料混合单元100设置含水率控制单元,通过在线含水率检测仪13实时在线监测混合料的含水率,设定混合料标准水分,通过plc控制器14实时补充水分,以稳定控制混合料的含水率,进而提高压球机的成球率,降低返料量,提高压球质量。具体在原料混合单元100增加在线含水率检测仪13和补水装置,通过在线含水率检测仪13实时在线监测强混机4内物料的含水率,并通过plc控制器14调节流量控制阀15的开度来调整加水量,从而将强混机4内物料的含水率控制在13%左右。结合图1所示,本发明的能控制含水率的转底炉生产系统包括原料混合单元100、生球制备单元200、生球筛分单元300、后续处理单元400以及含水率控制单元,其中含水率控制单元安装在原料混合单元100上;在原料混合单元100,原料进入原料仓1、2,经配比后通过第一皮带输送机3输送至强混机4混合,在混合过程中,通过含水率控制单元的在线含水率检测仪13实时监测强混机4内物料的含水率,当物料含水率低于13%时,plc控制器14通过控制流量控制阀15的开度来调节加水量,将强混机4内物料的含水率控制在13%左右,然后混合物料经第二皮带输送机5进入到生球制备单元200,经压球机6、7制备成生球后经第三皮带输送机8送至生球筛分单元300,经振动筛9筛分后,合格的生球进入到后续处理单元400进一步处理,不合格的生球及粉料进入回料仓10,回料仓10内的返料通过第四皮带输送机11输送至原料混合单元100的强混机4中进行回用。
18.结合图1、图2所示,本发明提供的一种能控制含水率的转底炉生产系统依次设置有原料混合单元100、生球制备单元200、生球筛分单元300、后续处理单元400;原料混合单元100包括原料仓1、2,设于原料仓1、2下方的第一皮带输送机3、设于第一皮带输送机3输出端的强混机4以及设于强混机4上的含水率控制单元;该含水率控制单元包括在线含水率检测仪13、补水装置和plc控制器14;其中在线含水率检测仪13与原料混合单元100的强混机4连接,该在线含水率检测仪13实时监测强混机4内混合料的含水率,并输出信号至plc控制
器14;补水装置包括补水罐16以及设于补水罐16与强混机4之间的流量控制阀15,补水罐16中的纯水经流量控制阀15向强混机4内补水;plc控制器14与流量控制阀15电连接。
19.结合图2所示,plc控制器14包括与在线含水率检测仪13连接的信号处理单元17、计数模块18、plc控制单元19以及与流量控制阀15连接的驱动单元21;信号处理单元17接收在线含水率检测仪13的输出信号,并反馈至计数模块18;计数模块18与plc控制单元19连接;输入信号进入plc控制单元19后,在plc控制单元1中,在线含水率检测仪13检测的实际含水率与plc控制单元19设定的理论含水率比较,当实际含水率大于理论含水率时,补水量较理论加水量减少;当实际含水率小于理论含水率时,补水量较理论加水量增加,其中补水量=(理论含水率
‑
实际含水率)*物料重量 理论加水量,然后plc控制单元19将需要添加的补水量作为输出信号反馈至驱动单元21,驱动单元21通过调节流量控制阀15的开度来调整强混机4内物料的含水率。
20.结合图2所示,plc控制器还包括与plc控制单元19双向连接的数据处理显示单元20,该数据处理显示单元20接收并显示plc控制单元19的输出信息;在线含水率所采集的含水率数据在数据处理显示单元20中显示,以便跟踪运行情况。
21.结合图1、图2所示,本发明的能控制含水率的转底炉生产系统在实际使用时,在线含水量检测仪实时监测强混机4内物料的含水率,其输出信号经信号处理单元17反馈至计数模块18,处理后的信号进入到plc控制单元19,经分析计算后,plc控制单元19对需要添加的补水量反馈输出信号,输出信号经驱动单元21调节流量控制阀15的开度来调节加水装置的补水量,将强混机4内的混合料的含水率控制在13%左右;同时plc控制单元19将在线含水率检测仪13所采集的含水率数据反馈至数据处理显示单元20内进行显示,以便后续跟踪运行情况。之后混合料通过第二皮带输送机5进行压球机6、7,成球后通过第三皮带输送机8,通过振动筛9进行筛分,合格的球团进入后续处理单元400,不合格的球团和粉进入料仓10内,料仓10内的物料通过第四皮带输送机11进入强混机4进行回用。
22.下面结合具体例子对本发明能控制含水率的转底炉生产系统进一步介绍;
23.实施例1
24.采用本发明的转底炉原料混合工序的含水率控制单元对某转底炉生产线进行改造,其中在含水率控制方面,改造前:含水率控制在13%,7月12日
‑
20日生产实际数据参见表1;改造后:含水率控制在13%,8月1日
‑
9日生产实际数据参见表2。
25.表1
[0026][0027]
表2
[0028]
[0029][0030]
由表1和表2可知,改造前混合料的含水率极差达到6.08,混合料的含水率波动较大,控制的稳定性较差;改造后混合料的含水率极差为1.15,波动明显降低,控制的稳定性较好。
[0031]
实施例2
[0032]
采用本发明的转底炉原料混合工序的含水率控制单元对某转底炉生产线进行改造,其中混合料含水率对下道工序压球强度的影响,改造前湿球团平均落下强度数据参见表3,改造后湿球团平均落下强度数据参见表4;
[0033]
表3
[0034][0035]
表4
[0036][0037]
结合表3、表4,从以上改造前后的湿球团平均落下强度数据可以得出,改造前湿球团平均落下强度为7.57,改造后湿球团平均落下强度为8.8,由此可以看出通过含水率的稳定控制,湿球团平均落下强度有明显提高,提高了压球质量。
[0038]
实施例3
[0039]
采用本发明的转底炉原料混合工序的含水率控制单元对某转底炉生产线进行改造,其中混合料含水率对返料比例的影响,改造前返料比的数据参见表5,改造后返料比的数据参见表6;
[0040]
表5
[0041][0042]
表6
[0043][0044][0045]
结合表5、表6,从以上改造前后的返料比例数据可以得出,改造前平均返料比为
97.71,改造后平均返料比79.5,通过含水率的稳定控制,返料比例有明显降低,提高了生产效率。
[0046]
综上所示,本发明的能控制含水率的转底炉生产系统,通过在线含水率检测仪实时在线监测混合料的含水率,设定混合料标准水分,通过plc控制器实时补充水分,以稳定控制混合料的含水率,进而提高压球机的成球率,降低返料量,提高压球质量。
[0047]
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

