1.本实用新型涉及鞋服制造技术领域,具体是一种可动态调度的飞织鞋面输送装置。
背景技术:
2.传统制鞋规模产业是通过大批量生产某一款、某一码的鞋子。这些制造方式方法容易产生产品积压,未能根据客户的需求进行及时响应。目前,基于工业互联网上的大规模柔性个性化制鞋生产方式是响应国家智能制造和供给侧改革的一种在制鞋方向的响应方式,其订单实时生产部分,通过消费端、平台端与生产端协同,打破传统最小订单量要求,实现混款、混色、混码、个性化定制的单件流在线生产。
3.个性化柔性制鞋产线中,有些个性外观,如个性图案、签名、文字需要在鞋面上加工。个性化图案需要采用喷印工艺,签名需要采用电绣工艺、文字需要采用烙印工艺。在大规模个性化产线中,鞋面生产需要对每个订单甄别是否需要喷印工艺、电绣工艺、烙印工艺,因流水线产量规模大,导致了飞织鞋面输送调度的时间成本、人力成本都大大增大。
技术实现要素:
4.针对上述现有技术中的不足,本实用新型提供一种可动态调度的飞织鞋面输送装置,能够高效地自动甄别、动态调度飞织鞋面。
5.为实现上述目的,本实用新型提供一种可动态调度的飞织鞋面输送装置,包括控制组件、驱动组件与能够传输料盘的第一传输通道、第二传输通道、第三传输通道、第四传输通道;
6.所述第二传输通道、第三传输通道均位于所述第一传输通道的后方,且所述第三传输通道位于所述第三传输通道的上方;
7.所述第四传输通道与驱动组件传动相连,以使得第四传输通道具有升降的行程,所述第四传输通道在升降的过程中具有第一状态与第二状态:
8.当所述第四传输通道处于第一状态时,所述第四传输通道的首端与第一传输通道的尾端相接,所述第四传输通道的尾端与第二传输通道的首端相接;
9.当所述第四传输通道处于第二状态时,所述第四传输通道的首端悬空,所述第四传输通道的尾端与第二传输通道的首端相接;
10.所述控制组件分别与第一传输通道、第二传输通道、第三传输通道、第四传输通道通信相连,以用于控制第一传输通道、第二传输通道、第三传输通道、第四传输通道的启动或关闭;
11.所述控制组件与驱动组件通信相连,以用于控制第四传输通道所处的状态,完成飞织鞋面的动态调度。
12.在其中一个实施例中,所述第四传输通道包括:
13.支撑块,所述支撑块与驱动组件传动相连,以用于支撑料盘并带动料盘升降;
14.传送带,所述传送带的数量为两个且对称设在所述支撑块的两侧,且所述传送带的上表面与所述支撑块的上表面平齐,以用于传输第四传输通道上的料盘。
15.在其中一个实施例中,所述驱动组件包括液压缸与传动板,所述传动板固定连接在液压缸的输出端上,所述传动板固定连接在支撑块的底端。
16.在其中一个实施例中,所述第一传输通道、第二传输通道、第三传输通道为滚轮传送带。
17.在其中一个实施例中,还包括基架,所述第一传输通道设在基架的一端,所述第二传输通道设在基架的另一端,所述第四传输通道位于第一传输通道与第二传输通道之间;所述基架上对应第二传输通道的位置设有支架,所述第三传输通道设在支架上。
18.在其中一个实施例中,所述基架上对应支架首端的位置设有两个相对的防护板,两个防护板之间围成升降通道,所述第四传输通道在所述升降通道内具有升降的行程,以避免料盘在升降的过程中因震动滑落。
19.在其中一个实施例中,所述控制组件包括mes系统与rfid读写器;
20.所述rfid读写器设在第一传输通道的尾端,以用于扫描料盘中的rfid标签并输出扫描结果;
21.所述mes系统与rfid读写器通信相连,以用于根据rfid读写器的扫描结果控制第四传输通道所处的状态,完成飞织鞋面的动态调度。
22.在其中一个实施例中,所述控制组件还包括与mes系统通信相连的:
23.来料光电感应器,设在第一传输通道上与rfid读写器相邻且靠近第一传输通道首端的位置,以用于判断第一传输通道上是否具有料盘;
24.上部光电感应器,设在第三传输通道的首端,以用于判断第三传输通道上是否具有料盘;
25.零位光电感应器,设在第四传输通道的升降路径上相邻的位置,以用于判断第四传输通道上是否处于第一状态;
26.物料就位光电感应器,设在第四传输通道上,以用于判断第四传输通道上是否具有料盘。
27.本实用新型提供的一种可动态调度的飞织鞋面输送装置,通过对第一传输通道、第二传输通道、第三传输通道、第四传输通道的位置结构进行设计,进而可以通过第四传输通道的升降,使得由第一传输通道传输过来的飞织鞋面只能在第二传输通道与第三传输通道中二选其一作为后续的传输路径,进而可以在喷印工艺、电绣工艺、烙印工艺等每一个工艺的工位均布置一个该输送装置,在后续的工作过程中,只对第三传输通道上输出的飞织鞋面进行对应工艺,而对第二传输通道上输出的飞织鞋面则直接跳过到下一个工艺,进而有效地降低了飞织鞋面输送调度的时间成本与人力成本。
附图说明
28.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
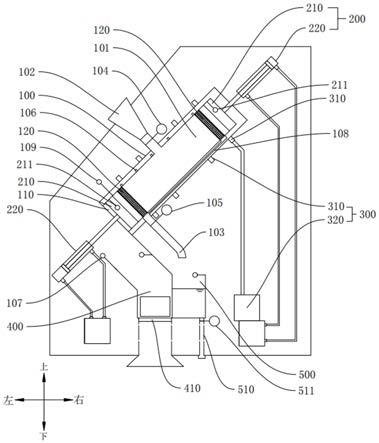
29.图1为本实用新型实施例中可动态调度的飞织鞋面输送装置的整体结构轴测图;
30.图2为本实用新型实施例中可动态调度的飞织鞋面输送装置的整体结构俯视图;
31.图3为本实用新型实施例中第一传输通道与第二传输通道在基架上的结构示意图;
32.图4为本实用新型实施例中驱动组件与第四传输通道的连接结构示意图。
33.附图标号:基架10、支架101、空腔102、防护板103、驱动组件20、液压缸201、传动板202、第一传输通道30、第二传输通道40、第三传输通道50、第四传输通道60、支撑块601、传送带602、滚轴603、凹槽604、料盘70、飞织鞋面701、rfid标签702、rfid读写器801、来料光电感应器802、上部光电感应器803、零位光电感应器804、物料就位光电感应器805。
34.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
35.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
36.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
37.另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
38.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是物理连接或无线通信连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
39.另外,本实用新型各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
40.本实施例中所出现的相关名词名词释义如下:
41.mes系统:制造执行系统(manufacturing execution system,mes),由美国amr公司(advanced manufacturing research,inc.)在90年代初提出的,旨在加强物资需求计划(material requirement planning,mrp)的执行功能,把mrp计划同车间作业现场控制,通过执行系统联系起来。这里的现场控制包括plc控制器、数据采集器、条型码、各种计量及检测仪器、机械手等。mes系统设置了必要的接口,与提供生产现场控制设施的厂商建立合作关系。制造执行系统mes能够帮助企业实现生产计划管理、生产过程控制、产品质量管理、车
间库存管理、项目看板管理等,提高企业制造执行能力。
42.rfid读写器801:radio frequency identification的缩写,即无线射频识别,通过射频识别信号自动识别目标对象并获取相关数据,无须人工干预,可识别高速运动物体并可同时识别多个rfid标签702。
43.rfid标签702:即电子标签,是一种非接触式的自动识别技术,它通过射频信号来识别目标对象并获取相关数据,识别工作无需人工干预,作为条形码的无线版本。
44.如图1
‑
4所示为本实施例所公开的一种可动态调度的飞织鞋面输送装置,其具体包括基架10、控制组件、驱动组件20与能够传输料盘70的第一传输通道30、第二传输通道40、第三传输通道50、第四传输通道60。其中,第一传输通道30、第二传输通道40、第三传输通道50均固定设在基架10上,且第二传输通道40、第三传输通道50均位于第一传输通道30的后方,且第三传输通道50位于第二传输通道40的上方。具体地,第一传输通道30设在基架10的一端,第二传输通道40设在基架10的另一端,第四传输通道60位于第一传输通道30与第二传输通道40之间,基架10上对应第二传输通道40的位置设有支架101,第三传输通道50设在支架101上。且基架10上位于第一传输通道30与第二传输通道40之间的位置设有能够安置第四传输通道60的空腔102,第四传输通道60在空腔102内并与驱动组件20传动相连,以使得第四传输通道60在驱动组件20的驱动下沿空腔102的竖向具有升降的行程。
45.本实施例中,第四传输通道60在升降的过程中具有第一状态与第二状态,其中,第一状态为第四传输通道60处于最低位的状态,第二状态为第四传输通道60处于最高位的状态,具体地:
46.当第四传输通道60处于第一状态时,第四传输通道60的首端与第一传输通道30的尾端相接,第四传输通道60的尾端与第二传输通道40的首端相接,该状态下从第一传输通道30传输过来的料盘70会直接经由第四传输通道60传输至第二传输通道40;
47.当第四传输通道60处于第二状态时,第四传输通道60的首端悬空,第四传输通道60的尾端与第三传输通道50的首端相接,该状态下从第一传输通道30传输过来的料盘70会经由第四传输通道60提升后传输至第三传输通道50。
48.本实施例中,控制组件分别与第一传输通道30、第二传输通道40、第三传输通道50、第四传输通道60通信相连,以用于控制第一传输通道30、第二传输通道40、第三传输通道50、第四传输通道60的启动或关闭;同时控制组件还与驱动组件20通信相连,以用于控制驱动组件20的运行,进而控制第四传输通道60的升降,即控制第四传输通道60所处的状态,完成飞织鞋面701的动态调度。使得由第一传输通道30传输过来的飞织鞋面701只能在第二传输通道40与第三传输通道50中二选其一作为后续的传输路径,进而可以在喷印工艺、电绣工艺、烙印工艺等每一个工艺的工位均布置一个该输送装置,在后续的工作过程中,只对第三传输通道50上输出的飞织鞋面701进行对应工艺,而对第二传输通道40上输出的飞织鞋面701则直接跳过到下一个工艺,进而有效地降低了飞织鞋面701输送调度的时间成本与人力成本。
49.优选地,基架10上对应支架101首端的位置设有两个相对的防护板103,两个防护板103之间围成升降通道,第四传输通道60在升降通道内具有升降的行程,以避免料盘70在升降的过程中因震动滑落。
50.本实施例中,第四传输通道60包括支撑块601与传送带602,其中,支撑块601与驱
动组件20传动相连,以用于支撑料盘70并带动料盘70升降;传送带602的数量为两个且对称设在支撑块601的两侧,且传送带602的上表面与支撑块601的上表面平齐,以用于传输第四传输通道60上的料盘70,本实施例中,传送带602启动则代表第四传输通道60启动运行,传送带602关闭则代表第四传输通道60停止运行。具体地,支撑块601的两侧设有与传送带602对应的滚轴603,支撑块601的内部设有与滚轴603传动相连且并未图示的驱动电机,驱动电机与控制组件电联,通过外置的plc控制器对驱动电机进行自动控制,即可以实现第四传输通道60的启动或关闭。
51.本实施例中,驱动组件20包括液压缸201与传动板202,传动板202固定连接在液压缸201的输出端上,传动板202固定连接在支撑块601的底端。通过外置的plc控制器对液压缸201进行自动控制,即可以实现第四传输通道60的升降控制。当然,本实施例中的驱动组件20也不仅仅局限于液压缸201的结构,也可以采用气缸或电机丝杠等具有线性运动功能的机构,本实施例中不再对其进行赘述。
52.本实施例中,第一传输通道30、第二传输通道40、第三传输通道50为滚轮传送带,至于滚轮传送带的控制同样可通过外置的plc控制器来实现。当然,本实施例中的第一传输通道30、第二传输通道40、第三传输通道50也不仅仅局限于滚轮传送带,也可以采用传送皮带、板式输送机等来作为第一传输通道30、第二传输通道40、第三传输通道50。
53.本实施例中的控制组件包括mes系统与rfid读写器801,其中,rfid读写器801设在基架10上对应第一传输通道30尾端的位置,以用于扫描料盘70中的rfid标签702并输出扫描结果。而mes系统与rfid读写器801通信相连,以用于根据rfid读写器801的扫描结果控制第四传输通道60所处的状态,完成飞织鞋面701的动态调度,例如,若rfid读写器801的扫描结果为飞织鞋面701无需进行当前工艺,则mes系统则向plc控制器发出控制信号,使得驱动组件20带动第四传输通道60处于第一状态,使得带有飞织鞋面701的料盘70传输至第二传输通道40;若rfid读写器801的扫描结果为飞织鞋面701需要进行当前工艺,则mes系统则向plc控制器发出控制信号,使得驱动组件20带动第四传输通道60处于第二状态,使得带有飞织鞋面701的料盘70传输至第三传输通道50。
54.优选地,控制组件还包括与mes系统通信相连的来料光电感应器802、上部光电感应器803、零位光电感应器804、物料就位光电感应器805。具体的:
55.来料光电感应器802设在基架10上与rfid读写器801相邻且靠近第一传输通道30首端的位置,使得料盘70在传输至第一传输通道30上对应来料光电感应器802的位置时可以遮挡来料光电感应器802,来料光电感应器802在被遮挡时输出电信号至mes系统,告知mes系统此时第一传输通道30上具有料盘70,进而完成第一传输通道30上是否具有料盘70的检测判断;
56.上部光电感应器803设在支架101上对应第三传输通道50首端的位置,使得料盘70在传输至第三传输通道50上对应来上部光电感应器803的位置时可以遮挡上部光电感应器803,上部光电感应器803在被遮挡时输出电信号至mes系统,告知mes系统此时第三传输通道50上具有料盘70,进而完成第三传输通道50上是否具有料盘70的检测判断;
57.零位光电感应器804设在基架10上且对应第四传输通道60的升降路径上相邻的位置,使得第四传输通道60处于第一状态时可以遮挡零位光电感应器804,零位光电感应器804在被遮挡时输出电信号至mes系统,告知mes系统此时第四传输通道60处于第一状态,进
而完成第四传输通道60上是否处于第一状态的检测判断;
58.物料就位光电感应器805设在第四传输通道60上,使得料盘70在传输至第四传输通道60上时可以遮挡物料就位光电感应器805,物料就位光电感应器805在被遮挡时输出电信号至mes系统,告知mes系统此时第四传输通道60上具有料盘70,进而完成第四传输通道60上是否具有料盘70的检测判断。本实施例中,支撑块601的顶面上设有凹槽604,物料就位光电感应器805设在凹槽604内,进而当料盘70在传输至第四传输通道60上时可以覆盖凹槽604,进而遮挡物料就位光电感应器805。
59.上述可动态调度的飞织鞋面输送装置的工作过程为:
60.步骤1,启动整个调度装置并进行自检,四个光电感应器功能是否正常,即来料光电感应器802处于未遮挡状态,上部光电感应器803处于未遮挡状态,零位光电感应器804处于遮挡状态,物料就位光电感应器805处于未遮挡状态,这四种光电感应状态代表整个调度状态处于初始状态,第四传输通道60处于原始零位
‑
最低位。在这一步,如果出现故障,在ems系统的工作台界面软件上显示,并人工复检,并在检查完成后启动第一传输通道30;
61.步骤2,将带有飞织鞋面701与rfid标签702的料盘70从外部输送至第一传输通道30后,并料盘70在传输至第一传输通道30上对应来料光电感应器802的位置遮挡来料光电感应器802时,检测第四传输通道60是否处于第一状态,即判断上一个料盘70的工艺状态,通过检测零位光电感应器804是否被遮挡,若若零位光电感应器804被遮挡则证明第四传输通道60处于第一状态,进入步骤3,若零位光电感应器804未被遮挡则证明第四传输通道60未处于第一状态,则停止第一传输通道30的运行直至第四传输通道60处于第一状态后再次启动第一传输通道30,并进入步骤3;
62.步骤3,基于rfid标签702检测飞织鞋面701的传输路径,即通过rfid读写器801扫描料盘70中的rfid标签702,ems根据rfid读写器801的扫描信号判断此时的飞织鞋面701是否需要进行当前工艺,若需进行,即需要将料盘70传输至第三传输通道50,则进入步骤4;若不需进行,即需要将料盘70传输至第二传输通道40,则进入步骤5;
63.步骤4,通过物料就位光电感应器805检测料盘70是否位于第四传输通道60上,即若物料就位光电感应器805处于遮挡状态,即证明料盘70位于第四传输通道60上,若物料就位光电感应器805处于未遮挡状态,即证明料盘70并未第四传输通道60上。当料盘70传输至第四传输通道60上后,启动驱动组件20控制第四传输通道60上升,直至第四传输通道60所处的状态为第二状态后启动第四传输通道60、第三传输通道50,并在料盘70传输至第三传输通道50后停止第四传输通道60的运行,动驱动组件20控制第四传输通道60下降,直至第四传输通道60所处的状态为第一状态后进入步骤6,其中,料盘70传输至第三传输通道50的过程判断通过上部光电感应器803实现,即若上部光电感应器803处于遮挡状态,即证明料盘70位于第三传输通道50上,若上部光电感应器803处于未遮挡状态,即证明料盘70并未第三传输通道50上;
64.步骤5,启动第四传输通道60,并在料盘70经由第一传输通道30、第四传输通道60进入第二传输通道40后停止第四传输通道60的运行后进入步骤6;
65.步骤6,重复步骤2
‑
5,进行下一个料盘70的动态调度流程。
66.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构
变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。