具有表皮的陶瓷蜂窝体
1.本技术要求优先权权益。本技术根据35u.s.c.
§
119,要求2019年3月12日提交的美国临时申请第62/817,043号的优先权,其全文通过引用结合入本文。
技术领域
2.本公开内容的示例性实施方式涉及蜂窝体,更具体地,涉及经过表皮化处理的蜂窝体及其制造方法。
背景技术:
3.来自内燃机的废气后处理可以使用承载在高表面积基材上的催化剂,以及在柴油发动机和一些汽油直喷发动机的情况下,可以使用裸过滤器或者催化过滤器来去除烟炱颗粒。在这些应用中,可以使用多孔陶瓷流通式蜂窝基材以及壁流式蜂窝过滤器(本文统称为蜂窝体)。
4.如本文所用,术语“蜂窝体”包括单个蜂窝单体件和通过例如使用糊料组合物固定在一起以形成单体件的由多个蜂窝区段形成的蜂窝体。可以混合糊料组合物并施涂到经过烧制、轮廓化或区段化蜂窝体,以及使得湿的表皮干燥。在本文中,向蜂窝体的外部施涂糊料组合物的行为或工艺被称作蜂窝体的“表皮化处理”。在本文中,将其上布置有表皮层的蜂窝体称作“经过表皮化处理”的蜂窝体。如本文所揭示的,轮廓化处理指的是研磨、机械加工、切割、钻孔、取心钻孔至所需尺寸等。
5.会希望为陶瓷蜂窝体提供表皮层以及陶瓷蜂窝体的表皮化处理的方法提供强度和热冲击性能。
技术实现要素:
6.本公开内容的一个方面属于蜂窝体,其包括:蜂窝芯体,其包含限定了蜂窝芯体长度的入口面和出口面,限定了周界的外周,和从入口面延伸到出口面限定了其间的孔道通道的多个通道壁;蜂窝芯体的外周上的周界表皮层,所述周界表皮层的厚度范围是约1mm至约3mm,周界表面皮厚度限定了中点和外表面;以及纤维,所述纤维绕着外周延伸并且嵌入在周界表皮层的中点与外表面之间。
7.本公开内容的第二个方面属于蜂窝体的制备方法,其包括:向蜂窝芯体施加纤维,所述蜂窝芯体包含:限定了蜂窝芯体长度的入口面和出口面,限定了周界的外周,和从入口面延伸到出口面限定了其间的孔道通道的多个通道壁,使得纤维绕着蜂窝芯体的外周延伸;将纤维嵌入到施加到蜂窝的外周的糊料组合物中;以及使得糊料组合物干燥以形成周界表皮层,所述周界表皮层的厚度范围是约1mm至约3mm,周界表面皮层厚度限定了中点和外表面,其中,纤维嵌入在周界表皮层的中点与外表面之间。
附图说明
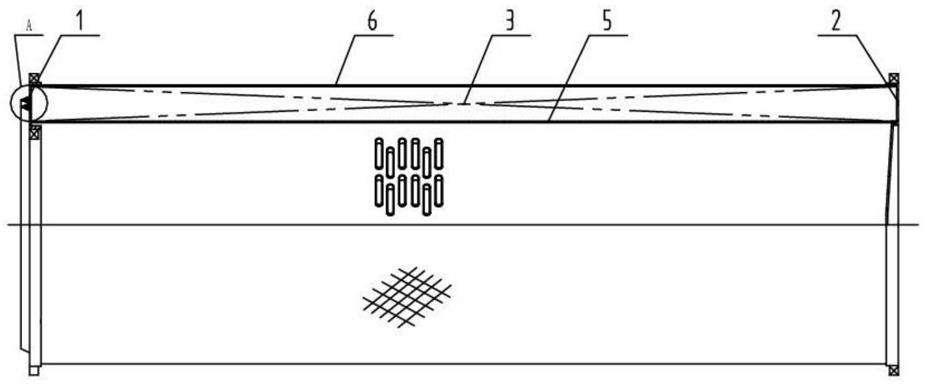
8.图1a显示根据本公开内容示例性实施方式的蜂窝体的透视示意图,所述蜂窝体包
括没有填充其局部孔道(partial cell)的蜂窝芯体的外周界上的表皮;
9.图1b是根据本公开内容这些示例性实施方式,贯穿图1a的蜂窝体的横截面示意图;
10.图1c是根据本公开内容这些示例性实施方式的图1a的蜂窝体的俯视示意图;
11.图2显示在根据本公开内容示例性实施方式的方法中的蜂窝芯体的透视示意图,所述蜂窝芯体包括在其外周界上的局部孔道(partial cell);
12.图3a显示根据本公开内容这些示例性实施方式的方法中的图2所示的在其外周上包含局部孔道的蜂窝芯体的端视图,其具有以网丝(mesh)形式布置在外周上的多个纤维;
13.图3b显示根据本公开内容这些示例性实施方式的方法中的图3a所示的在其外周上包含局部孔道的蜂窝芯体的端视图,其具有布置在以网丝(mesh)形式布置在外周上的多个纤维上的表皮批料;
14.图3c显示根据本公开内容实施方式的网筛的平面图;以及
15.图3d显示包含孔道的蜂窝芯体的端视图,具有布置在其上的周界表皮层以及嵌入到周界表皮层中的网丝形式的多个纤维。
具体实施方式
16.在此将参照附图更完整地描述本公开内容的主题,其中,本公开内容的附图中给出了示例性实施方式。但是,本公开内容可以以许多不同的方式实施,不应被解读成限定于在此提出的示例性实施方式。相反,提供的这些实施方式使得本公开内容透彻而完整,能够向本领域技术人员完全地展示权利要求书的范围。在附图中,为了清晰起见,可能放大了层和区域的尺寸和相对尺寸。
17.会理解的是,当描述元件或层位于另一元件或层“上”或者与另一元件或层“相连”或“相邻”时,其可以直接位于其他元件或层上或者与其他元件或层直接相连或直接相邻,或者也可以存在插入的元件或层。相反地,当描述元件或层“直接位于”另一元件或层“上”或者与另一元件或层“直接相连”或者“直接相邻”时,则不存在插入的元件或层。附图中相同的附图标记表示相同元素。
18.虽然使用了诸如顶部、底部、侧面、上方、下方、垂直和水平等术语,但是本文不限于这些示例性实施方式。相反地,空间相对术语,例如“顶”、“底”、“水平”、“垂直”、“侧”、“下方”、“下面”、“低于”、“高于”以及“上方”等,可以在本文中用于方便地描述如附图所示的一种元素或特征与另一种元素或特征的相互关系。应当理解,空间相对术语除了附图中所示的取向之外,包括在使用或操作时装置的不同取向。例如,如果附图中的装置颠倒,则描述为位于其他元件或特征“下方”或“下面”的元件会被描述为位于其他元件或特征“上面”。因此,示例性术语“下方”可以同时包括之上和之下的方位。装置可以以其它方式取向(旋转90度或按照其他取向)并相应地对本文使用的空间相对描述用语进行解释。
19.本公开内容的实施方式中用来对例如组合物中成分的量、浓度、体积、过程温度、过程时间、产率、流速、压力、粘度和类似数值及其范围进行修饰的“约”是指可能发生的数值量的改变,例如,源自制备材料、组合物、复合体、浓缩物或使用制剂所用的常规测量和操作过程;源自这些过程中的偶然性误差;源自用来实施所述方法的起始材料或成分的生产、来源或纯度的差异;以及类似因素。术语“约”还包括由于具有特定初始浓度或混合物的组
合物或制剂的老化而不同的量,以及由于混合或加工具有特定初始浓度或混合物的组合物或制剂而不同的量。
20.除非另有说明,否则,本文所用的不定冠词“一个”或“一种”及其相应的定冠词“该”表示至少一(个/种),或者一(个/种)或多(个/种)。
21.对于组分、成分、添加剂、时间、温度、压力和类似方面所揭示的具体和优选数值及其范围仅用于说明,它们不排除其他限定数值或限定范围内的其他数值。本发明的设备和方法可包括本文所述的任何数值或数值的任何组合、具体数值、更具体的数值和优选数值。
22.如本文所用,生坯材料是包含无机和/或有机材料的混合物的未经烧制材料。生坯材料可以包括各种无机填料材料、无机和/或有机粘合剂材料、增稠剂以及液体载体。可以对生坯材料进行干燥来除去流体含量(例如,水)。通常通过使部件过夜静置暴露于环境大气来完成干燥,但是也可以使用热空气、强制空气、微波辐射、无线电频率(rf)辐射或红外辐射(ir)来增强干燥。可以在湿度受控的空气中完成干燥。生坯材料可以包括冷定型的糊料组合物。可以对经过干燥的生坯材料进行烧制以形成多孔或者非多孔蜂窝芯体。
23.蜂窝流通式基材和过滤器用于柴油和汽油的轻型与重型交通工具进行处理后排放控制。这些基材和过滤器生产中的步骤之一是将基于糊料组合物的表皮或外壁施加到基材和过滤器的轴向外周表面上。
24.部件(例如多孔陶瓷过滤器制品)上的表皮是部件与周围环境之间的界面。表皮起到数种有益功能,例如,表皮增加了部件的美观性并且被消费者视为是质量指标,表皮保护了过滤器具有功能部分免受结构劣化,例如在制造和使用中(如部件的装卸和运输中)免受碎片破坏和部件周围的其他危害,以及增加了部件的等静压强度,这对于现代部件而言是重要的性能度量。
25.本公开内容涉及包含蜂窝芯体的蜂窝体,所述蜂窝芯体具有外周界和外周界上的周界表皮层,还涉及包含周界表皮层的蜂窝体的制造方法。周界表皮层包含纤维,在一些实施方式中,其包括网丝中的多个纤维,所述纤维包括绕着蜂窝体的外周界延伸的长度,所述纤维嵌入表皮层中。根据一个或多个实施方式,纤维提供了湿和干表皮的强化,从而:消除了干燥开裂,增加了表皮层的强度,保护下方基质免受破坏,以及增加了制品的抗热冲击性。
26.在一些实施方式中,周界表皮层厚度限定了包括中点和外表面的层厚度,其中,纤维嵌入在周界表皮层的中点与外表面之间。在一些实施方式中,外周表皮层的厚度范围是约1mm至约3mm。在示例性实施方式中,当周界表皮是1mm厚时,嵌入的纤维距离周界表皮的外表面小于0.5mm。在另一个示例性实施方式中,当周界表皮是2mm厚时,嵌入的纤维距离周界表皮的外表面小于1mm。在另一个示例性实施方式中,当周界表皮是3mm厚时,嵌入的纤维距离外表面小于1.5mm。
27.根据一个或多个实施方式,在其上具有表皮层的陶瓷体在干燥之后不展现出裂纹。此外,当通过螺母拉力测试(nut pull tests)进行测量时,表皮层展现出改进的施加表皮拉脱强度,这是相比于现有的蜂窝芯体上的表皮层而言。表皮层保护下方陶瓷蜂窝芯体免受机械破坏,并且相比于现有的蜂窝芯体上的表皮层展现出改进的抗热冲击性。可以通过使用高强度环氧化物(例如,jb )将螺母紧固件(可以紧固到螺栓上的类型)粘附到周界表皮上,来确定表皮的拉脱强度。将加固钢梁和鞍座放置在其中心,然后可以将其连
接到螺栓上。一端由钢块支撑,另一端放置在液压千斤顶上,所述液压千斤顶经过校准以读取施加在梁上的荷载(单位是磅)。向梁缓慢地施加负荷直到发生失效,并记录最大负荷。可以采用或者其他类似的拉伸强度测试设备以类似的方式进行测试,将螺母粘附到蜂窝表皮来确定从蜂窝拉脱表皮层的拉伸力。
28.根据一个或多个实施方式,将纤维嵌入到表皮中防止了干燥过程中在表皮中建立起裂纹。在干燥之后,嵌入的纤维形成了复合结构,其为表皮提供了额外的机械强化,改善了表皮在使用中保护下方基材免受机械破坏的能力。
29.虽然不旨在进行限制,但是纤维可以包括:聚合物、玻璃、陶瓷、金属、碳和/或聚合物涂覆的玻璃、陶瓷金属或碳。在一些实施方式中,可以用聚合物或者玻璃涂覆多根纤维(例如,一捆10根或更多根纤维,例如10至100根纤维),从而提供经涂覆的纤维束。可以将一些纤维织造成丝网(screen)、网丝(mesh)或者织物(fabric),并且可以施加作为平坦网丝,其切割成长度等于或者略大于制品的周界,或者可以是将制品插入其中的圆柱形“袜子”的形式。纤维可以是包含较小直径纤维的束的丝索。一些纤维可以经过涂覆(作为纤维玻璃防虫丝网(fiberglass insect screen))。在一些实施方式中,纤维可以作为连续丝索或者单丝线施加,以平行或者交叠式样绕着部件的周界。虽然不旨在进行限制,但是纤维可以是如下形式:单丝线、丝束、绳或者条带形式的互锁或编织纤维组。在一些实施方式中,整个施加的表皮含有绕着整个周界且沿着整个制品长度缠绕的嵌入纤维。在一些实施方式中,连续纤维大于蜂窝体的周长,例如,至少是蜂窝体的周长的1.05、1.1、1.2、1.3、1.4、1.5、1.6、1.7、1.8倍。在一些实施方式中,纤维是网丝的形式。
30.蜂窝芯体可以成形为使得芯体具有圆周(横截面),包括:圆形、椭圆形、卵形、跑道形状或者具有圆角的其他形状。优选通过生坯蜂窝芯体的挤出并对生坯蜂窝芯体进行烧制以形成经烧结的陶瓷蜂窝芯体来形成蜂窝芯体。在施涂表面的糊料层之前,蜂窝芯体的侧面可以包含或者不包含经过烧制的表皮,虽然通常来说,当施涂糊料时,制品不具有经过烧制的表皮层。蜂窝芯体在挤出的生坯形式时可能缺少表皮,或者可能在烧制之后通过例如机械研磨去除经挤出的表皮。
31.在纤维包括多根交织纤维的实施方式中,交织的纤维可以是网丝或者丝网的形式。交织纤维可以是聚合物涂覆的纤维,包括玻璃、陶瓷、金属或者这些材料的组合。根据一个或多个实施方式,可以提供替代性丝网织造式样、纤维直径、密度和开口尺寸。在一个或多个实施方式中,纤维的直径范围是约0.01mm至约1mm。在包括网丝的实施方式中,网丝开口范围可以是0.1mm至10mm。在一些实施方式中,纤维相对于蜂窝芯体的对准取向对于一些应用可能是有利的。例如,纤维可以沿着长度和/或周界对齐,或者处于特定角度,这是由施涂过程中部件所经受的特定应力状态所决定的。示例性网丝或丝网材料包括:铝、钢、青铜、聚合物、陶瓷、玻璃、玻璃陶瓷和碳。在一些实施方式中,纤维未经涂覆,而在其他实施方式中,用例如聚合物涂覆了纤维。
32.在替代实施方式中,将纤维嵌入表皮层中可以包括:将来自线轴的纤维绕着蜂窝芯体缠绕,例如在将纤维从线轴解绕的同时旋转蜂窝芯体,使得纤维绕其产生式样。在其他实施方式中,可以将纤维管或者纤维套管滑动到蜂窝芯体上从而避免接缝,这会是类似于在芯体上安上“袜子”。
33.图1a显示包含多个交叉壁110的蜂窝体100,所述多个交叉壁110形成在相对端面
114、116之间轴向延伸的相互毗邻的孔道通道112。图1b显示贯穿图1a的蜂窝体100的横截面示意图。图1c显示图1a的蜂窝体100的俯视示意图。在本文中,当用于表示蜂窝体的横截面中的交叉壁时,通常使用“孔道”,而当用于表示端面114、116之间延伸的孔道时,通常使用“通道”。孔道和通道以及“孔道通道”可以互换使用。如本文所用时,“局部孔道”或者“局部孔道通道”120指的是经过轮廓化的蜂窝体100(蜂窝芯体104)的外周118处的孔道或者通道,在交叉壁110中具有间隙122。对于布置在图1a的蜂窝体100,顶面114指的是第一端面,而底面116指的是的第二端面,任何其他端面不受到蜂窝体100的朝向的限制。顶面114可以是入口面而底面116可以是蜂窝体100的出口面,或者顶面114可以是出口面而底面116可以是蜂窝体100的入口面。
34.孔道密度可以约为100至900个孔每平方英寸(cpsi)。典型的孔道壁厚范围可以是约0.025mm至约1.5mm(约1至60密耳)。例如,蜂窝体100的几何形貌可以是400cpsi,其壁厚约为8密耳(400/8)或者其壁厚约为6密耳(400/6)。其他几何形貌包括例如:100/17、200/12、200/19、270/19、600/4、400/4、600/3和900/2。如本文所用,蜂窝体100旨在包括大体上蜂窝结构,但是并不严格限制于正方形结构。例如,可以采用六边形、八边形、三角形、矩形或任何其它合适的孔道形状。此外,虽然孔状蜂窝体100的横截面是圆形的,但是并不限于此,例如,横截面可以是椭圆形、正方形、矩形、或者其他所需形状。
35.蜂窝体100通常包括蜂窝芯体104,其具有外周界118,和表皮124。可以在轮廓化操作之后共挤出或者施加表皮124。图2显示在轮廓化之后且在表皮化之前的蜂窝芯体104的示例性实施方式的透视示意图。蜂窝芯体104在轮廓化和表皮化之前可以是生坯和经干燥的,或者可以经过烧制。在经轮廓化的蜂窝芯体100的最外周界118处的壁110可以形成局部孔道120和孔道112。局部孔道120通常位于孔道112的外向。但是,当形成孔道112的壁110在外周界118处相聚时,孔道112可以是最外侧的。局部孔道120的壁110的最外部分以及一些孔道112的最外角落126形成经轮廓化的蜂窝芯体104的外周界118。
36.本公开内容的示例性实施方式涉及具有例如如图2所示的蜂窝芯体104的蜂窝芯体,其可以形成单个单体件或者可以形成糊料组合物在一起以形成单体件的区段。蜂窝芯体104包括:从入口面114延伸到出口面116的多个通道壁110(限定了其间的孔道通道112和局部孔道通道120),从入口面114延伸到出口面116的外周界118,其中,局部孔道通道120与蜂窝芯体104的外周界118毗邻。表皮124布置在蜂窝芯体104的外周界118上,使得大部分的局部孔道通道总体积从入口面114到出口面116是打开的,如图1a、1b和1c所示,从而形成蜂窝体100。虽然本公开内容涉及后施加的表皮,但是此类后施加的表皮也以可布置在共挤出的表皮上。
37.在这些示例性实施方式中,蜂窝芯体104可以由陶瓷材料(例如堇青石)形成,或者在其他情况下,可以由其他陶瓷材料(例如,碳化硅、氮化硅、钛酸铝、氧化铝和/或多铝红柱石)制造,或其组合。
38.可以根据任何适用于形成蜂窝单体件体的常规工艺来形成蜂窝体。例如,可以采用任何已知的常规陶瓷成形工艺,将增塑的形成陶瓷的糊料组合物成形为生坯体,所述常规陶瓷成形工艺是例如:挤出、注塑、粉浆浇铸、离心浇铸、加压浇铸以及干压制等。通常来说,通过挤出工艺来形成蜂窝结构,其中,将陶瓷材料挤出成生坯形式,之后对生坯形式进行烧制以形成最终的陶瓷结构。在示例性实施方式中,挤出可以使用液压油缸挤出压机,两
段排气单钻挤出机或者在出料端连接模头组件的双螺杆混合机进行。可以切割挤出的材料以形成蜂窝结构,例如成形和大小调整至满足发动机制造商需求的过滤器主体。经挤出的材料可以是连接或粘结到一起的蜂窝区段,从而形成蜂窝结构。这些挤出的生坯体可以是任意尺寸或形状。
39.通常来说,由于陶瓷蜂窝结构是挤出的,沿着结构的长度提供固体外表面。但是,在某些情况下,可能必须除去外表面。例如,可通过除去挤出的外表面,将挤出的生坯蜂窝结构成形至所需的形状和尺寸。或者,可以烧制生坯蜂窝结构,然后通过除去挤出的外表面和所必需的任意部分的多孔壁以获得所需的形状和尺寸,将其研磨至所需的形状和尺寸。可以通过本领域已知的任何方法进行成形,包括切割、砂纸打磨或者研磨掉蜂窝结构的挤出外表面,以实现所需的形状和尺寸。
40.类似地,可以在整合成蜂窝结构之前,通过去除挤出外表面将蜂窝区段成形至所需形状和尺寸。或者,可以将蜂窝区段整合以形成蜂窝结构,以及将形成的蜂窝结构成形为所需形状和尺寸。
41.一旦获得了所需的形状和尺寸,可以向经过尺寸调节的主体的外周界施加表皮材料,从而在主体上形成新的外表面或者表皮。通常来说,蜂窝体的端部不覆盖表皮材料,但是如果需要的话,可以堵塞住某些通路。一旦向蜂窝结构施涂了表皮组合物,可以对表皮组合物进行干燥和/或煅烧。在一些实施方式中,可以向蜂窝结构施涂冷定型糊料组合物。在一些实施方式中,其上施涂了糊料组合物的蜂窝芯体包括经烧制的陶瓷材料。在其他实施方式中,蜂窝芯体包括生坯体或者煅烧体。在一些情况下,可以在催化过程期间对经过煅烧的蜂窝结构进行最终烧制。
42.在这些示例性实施方式中,一旦获得了所需的蜂窝芯体的形状和尺寸,将纤维或者多根纤维布置在蜂窝芯体上,以及将表皮糊料组合物布置在所述纤维或者多根纤维上从而将所述纤维或者所述多根纤维嵌入表皮糊料中。或者,将表皮糊料组合物布置在蜂窝芯体上,以及将纤维或者多根纤维嵌入表皮糊料中。图3a是蜂窝芯体104的示意性端视图,其具有布置在外周界118上的交织成丝网或者网丝130的形式(如图3c所示)的多根纤维129。在一个或多个实施方式中,网丝130形式的所述多根纤维129具有内表面132和外表面134。通过例如缠绕操作将内表面132布置在外周界118上,其中纤维内表面132可以在交叠部分136处与网丝外表面134交叠。或者,网丝130可以是没有交叠部分的套管形式。当网丝130是管或套管形式时,将网丝130施加到蜂窝芯体104可以包括如下操作,其中,可以在蜂窝芯体104的端面114、116上滑动从而布置在外周界118上。会理解的是,网丝130可以被单纤维或者多根纤维(例如,纤维束)所替代。
43.网丝130可以布置在局部孔道120的壁110的最外部分和形成经轮廓化的蜂窝芯体104的外周界118的孔道112的最外角126与表皮糊料组合物形成的周界表皮层140的外表面之间。网丝130提供了防止表皮糊料组合物填充局部孔道120的阻隔。图3b显示蜂窝芯体104的示意性端视图,其具有布置在外周界118上的网丝130以及布置在网丝130的外表面134上的周界表皮层140。周界表皮层140具有与网丝130的外表面134接触的内表面142以及形成蜂窝体100的外周界的外表面144。
44.可以通过刮刀操作、通过轴向表皮化操作、通过喷洒浇铸操作或者通过带浇铸操作等,将表皮糊料组合物施涂到包裹在网丝130中的蜂窝芯体104。网丝130防止了周界表皮
层140糊料组合物填充局部孔道120;但是,表皮糊料组合物可以渗透网丝130从而与形成经过轮廓化的蜂窝芯体104的外周界118的一些孔道112的最外角126和局部孔道120的壁110的最外部分接触。为此,网丝130可以是多孔的,从而允许表皮糊料组合物与蜂窝芯体壁110接触。当表皮糊料组合物固化时,接触蜂窝芯体壁110的表皮糊料组合物将周界表皮层140与蜂窝芯体104粘结,形成蜂窝体。
45.在替代的示例性实施方式中,可以在蜂窝芯体140上布置网丝130的操作之前,在网丝130上布置形成周界表皮层140的表皮糊料组合物。在此类情况下,可以如上文所述将在外表面134上布置有周界表皮层140的网丝130施加到蜂窝芯体104。
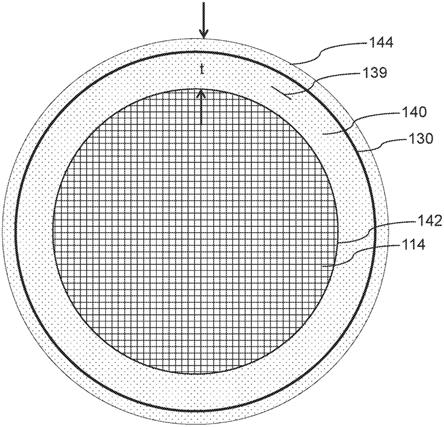
46.图3d显示的实施方式包括蜂窝体,其包含蜂窝芯体114,所述蜂窝芯体114包括:限定了蜂窝芯体长度的入口面和出口面,限定了周界的外周,以及从入口面延伸到出口面限定了孔道通道的多个通道壁。周界表皮层140在蜂窝芯体114的外周界上,周界表皮层140具有厚度“t”,其范围是约1mm至约5mm,例如约1mm至约4mm,例如约1mm至约3mm。周界表皮层厚度“t”限定了蜂窝芯体114的外周界上的内表面142、周界层140的中点139以及外表面144。本领域技术人员会理解的是,中点139是周界表皮层140的厚度“t”的50%。如所示,存在纤维(其可以是多根纤维),形式为绕着外周界延伸并且嵌入在中点139与周界表皮层140的外表面144之间的网丝130的形式。
47.一旦网丝130以如本文所述的方式嵌入到蜂窝结构上的表皮糊料组合物中,可以任选地对周界表皮层130进行干燥和/或烧制。任选的干燥步骤可以包括:首先在湿度受控的环境中加热表皮材料,所处的温度和持续的时间足以至少基本上去除可能存在于表皮材料中的任何液体载剂。在本文所用,至少基本上去除任何液体载剂包括在烧制之前去除至少95%、至少98%、至少99%或者甚至至少99.9%的存在于表皮材料中的液体载剂。适用于去除液体载剂的示例性且非限制性的干燥条件包括在如下温度加热表皮材料:至少50℃,至少60℃,至少70℃,至少80℃,至少90℃,至少100℃,至少110℃,至少120℃,至少130℃,至少140℃,至少150℃,至少160℃,至少170℃,至少180℃,至少190℃,或者甚至至少200℃。在一个实施方式中,有效地至少基本上去除液体载剂的条件包括在60℃至120℃的温度范围在湿度受控的环境(例如空气)中加热表皮材料。此外,可以通过任何已知的常规方法,包括例如热空气干燥、rf和/或微波干燥,来提供湿度受控的气氛中的加热。
48.任选的烧制步骤可以包括适用于将表皮材料转化成第一晶相陶瓷组合物的条件,其包括:将施加了表皮材料的蜂窝加热到大于800℃、900℃以及甚至大于1000℃的峰值温度。在加热过程中,可以使用约120℃/小时的升温速率,之后在峰值温度保持约3小时的时间,之后以约为240℃/小时进行冷却。
49.本文所揭示的表皮材料可以包括在小于200℃的温度(例如小于100℃的温度,又例如小于50℃的温度)凝固的那些,包括可以用于采用“冷定型”表皮的表皮化处理工艺中的糊料组合物材料。在冷定型表皮化中,仅需要对表皮化混合物进行干燥以形成蜂窝的通道壁的密封。当采用冷定型表皮化工艺时,将经过表皮化处理的蜂窝加热至35
‑
110℃的温度范围可以有助于加速干燥。在一些冷定型表皮化工艺中,预期可以在后续加工步骤期间(例如,在催化或装罐期间)或者在第一次使用期间(例如,在废气系统中)发生最终表皮的加固,包括去除残留的临时粘合剂副产物(例如,纤维网丝130)和密封的强化。
50.例如,可以采用冷定型表皮化的示例性组合物包括包含难熔填料的那些,其包含
至少一种无机粉末,例如钛酸铝、堇青石、熔凝二氧化硅、多铝红柱石和氧化铝中的至少一种,所述无机粉末具有双峰或者单尺寸的中值粒度(d50),15至50微米,例如对于单尺寸的30至40微米以及约150微米至约300微米的额外中值粒度,例如对于双峰尺寸组合物中的第二粒度的约150微米至约250微米,以及凝胶无机粘合剂(例如,凝胶胶态二氧化硅)。可以在糊料配方之前(例如与胶凝无机粘合剂预混)或者在糊料配方过程中添加至少一种胶凝剂(例如以下至少一种:盐酸、硫酸、硝酸、柠檬酸以及乙酸、氢氧化铵、氢氧化钠和三乙醇胺(下文称作“tea”)),从而使得无机粘合剂胶凝。或者,可以使用未胶凝的组合物。此类组合物可以提供在小于200℃(例如小于100℃,又例如小于50℃,包括约25℃)的温度下在多孔陶瓷蜂窝体中定型的表皮(从而永久性地与通道壁密封)。下文讨论用于表皮化的糊料组成组合物的其他非限制性示例性实施方式。
51.美国专利第8,999,483号以及第9,834,481号描述了表皮糊料组合物,它们全文通过引用结合入本文。根据示例性实施方式,表皮组合物可以是单种玻璃粉末组合物,其包含糊料组合物,所述糊料组合物包含:作为低热膨胀的填料材料的玻璃粉末,粘合剂,以及溶剂或载剂用于承载基于玻璃的糊料组合物的固体组分。玻璃粉末填料材料的玻璃可以是无定形熔凝二氧化硅(sio2)、经研磨的堇青石、at熟料、或者二氧化硅烟炱。玻璃粉末填料材料可以具有10至20μm的中值粒度(d50),最小粒度是7μm至75μm,以及最大粒度是50μm至70μm。基于质量的当量球形直径来确定粒度。玻璃粉末填料材料可以占据例如糊料组合物的总无机组分的60
‑
80重量%。合适的二氧化硅粉末填料材料可以购自例如美国田纳西州田纳西电子矿物ce矿物有限公司(ce minerals of tennessee electro minerals incorporated,tennessee,usa)的商品名为teco
‑
sil那些。除非另外说明,否则本文的所有粒度测量都使用麦克卓克有限公司(microtrac inc.)的粒度分析设备进行。
52.在具体实施方式中,uss sieve grade(筛分等级)
‑
200f的熔凝二氧化硅材料适用于提供网丝上的具有改进的拉脱强度的表皮层,例如超过5lbf,平均粒度是20微米至35微米,例如22微米至30微米。
53.根据一些实施方式,表皮组合物可以包含基于无定形玻璃的糊料组合物,该糊料组合物形成自双玻璃粉末组合物,其包含第一(细)玻璃粉末作为低热膨胀填料材料、第二(粗)玻璃粉末作为低热膨胀填料材料、粘合剂、以及用于承载基于玻璃的糊料组合物的固体组分的溶剂或载剂。第一玻璃粉末填料材料和第二玻璃粉末填料材料的玻璃都可以是无定形的熔凝二氧化硅,其粒度大于约1μm。玻璃粉末填料材料的粒度分布可以是多峰的,其中,粒度大于约1μm的玻璃粉末填料材料的分布呈现出多种模式(局部最大)的粒度。在一个实施方式中,基于无定形玻璃的糊料组合物包括粒度大于约1μm的无定形玻璃颗粒的双模粒度分布。基于玻璃的糊料组合物可以包括第一玻璃粉末填料材料,其中第一玻璃粉末填料材料的中值(d50)粒度范围可以是约10至约50μm、约15μm至约50μm、约20μm至约45μm、或者约30μm至约45μm,d10范围是约1μm至约10μm,以及d90范围是约25μm至约125μm。第二玻璃粉末填料材料的中值(d50)粒度范围可以是约150μm至约300μm、约150μm至约250μm、约170μm至约230μm、约180μm至约220μm,d10范围是约100μm至约150μm,以及d90范围是约250μm至约350μm。基于质量的当量球形直径来确定粒度。如本文所用,术语d50表示粒度分布的中值,d10指的是单位为微米的粒度且10%的分布小于该粒度,以及d90指的是单位为微米的粒度且90%的分布小于该粒度。基于双玻璃的糊料组合物可以含有例如第一玻璃粉末填料
材料的量是糊料组合物的无机固体组分的总重量的约20至60重量%,约25重量%至约50重量%,约25重量%至约40重量%,或者约25重量%至约35重量%。基于玻璃的糊料组合物可以含有例如第二玻璃粉末填料材料的量是糊料组合物的无机固体组分的总重量的约10至40重量%,约15重量%至约40重量%,约20重量%至约35重量%。
54.在一个示例性实施方式中,第一玻璃粉末填料材料的d50的范围可以是约34μm至约40μm,以及第二玻璃粉末填料材料的中值粒度范围是约190μm至约280μm。在一个例子中,第一玻璃粉末填料材料的d10约为6.0μm,d50约为34.9μm,以及d90约为99μm。在另一个例子中,第一玻璃粉末填料材料的d10约为6.7μm,d50约为39.8μm,以及d90约为110.9μm。在另一个例子中,第一玻璃粉末填料材料的d10约为2.7μm,d50约为13.8μm,以及d90约为37.8μm,而在又一个例子中,第一玻璃粉末填料材料的d10约为2.8μm,d50约为17.2μm,以及d90约为47.9μm。
55.第二玻璃粉末填料材料与第一玻璃粉末填料材料之比可以是约1:4至约1:1的范围,例如:约1:3.5至约1:1,约1:3至约1:1,约1:2.5至约1:1,约1.2至约1:1,或者约1:1.5至约1:1。在示例性实施方式中,第二玻璃粉末填料材料与第一玻璃粉末填料材料之比是1:1。
56.为了提供本公开内容的糊料组合物,可以将包含任意上述无机粉末和任意任选无机添加剂组分的无机粉末与合适的有机和/或无机粘合剂材料混合在一起。有机粘合剂材料可以包括一种或多种有机材料,例如,纤维素醚、甲基纤维素、乙基纤维素、聚乙烯醇以及聚环氧乙烷等,或者在一些实施方式中,胶状材料,例如黄原胶或乳胶。例如,a4 methocel是合适的有机粘合剂。methocel a4是可购自陶氏化学品公司(dow chemical)的水溶性甲基纤维素聚合物粘合剂。合适的无机粘合剂可包括胶态二氧化硅或氧化铝,其包含悬浮在合适液体(例如水)中的纳米尺度的二氧化硅或氧化铝颗粒。存在于糊料组合物中的无机粘合剂材料的量可以小于糊料组合物中存在的无机固体的总重量的约10%,以及在一些示例性实施方式中,存在的无机粘合剂的量等于或小于约5重量%,并且在某些其他示例性实施方式中是约2重量%至约4重量%,这考虑了有机粘合剂的流体部分(其中,去除了流体部分的重量贡献)。合适的胶体二氧化硅粘合剂材料是w.r.格蕾丝公司(w.r.grace)生产的ludox hs40。典型的胶态粘合剂材料可以包含约40重量%的固体材料作为去离子水载体中的悬浮液。
57.在一些示例性实施方式中,之前所描述的单和双玻璃粉末糊料组合物还可以包含无机纤维性强化材料。例如,可以向糊料组合物混合物添加铝硅酸盐纤维来强化施涂表皮之后的蜂窝结构。例如,糊料组合物可以包含无机纤维性材料,占糊料组合物的无机固体组分的总重量的约25至约50重量%,约30至约50重量%,以及在一些实施方式中,是糊料组合物的无机固体组分的总重量的约35至约45重量%。在某些其他实施方式中,存在的纤维性无机强化材料的量可以是约36重量%至约43重量%,以糊料组合物的无机固体的总重量的百分比计。合适的无机纤维性强化材料是购自unifrax公司的fiberfrax qf 180,但是可以使用任何高纵横比的难熔颗粒。
58.通常来说,用于提供可流动性或者糊状稠度的液体载剂或溶剂包括水,例如去离子(di)水,但是也可以使用其他材料。液体载剂可以以等于或小于糊料组合物混合物的无机组分的约30重量%的量作为超添加存在,范围可以是糊料组合物混合物的无机组分的约10重量%至约25重量%。但是,通常调节液体载体以获得适于进行容易施涂糊料组合物的
粘度。
59.在一些实施方式中,糊料组合物还可以任选地含有有机改性剂,例如,用于增强糊料组合物与蜂窝体之间的粘合的粘合促进剂。例如,发现michem 4983适于这个目的。
60.在某些示例性实施方式中,糊料组合物混合物在小于1000℃的温度凝固,例如温度小于800℃,又例如温度小于600℃,又例如温度小于400℃,又例如温度小于200℃。在某些示例性实施方式中,糊料组合物混合物能够在室温(即约23℃)凝固。
61.本文所述的胶合剂组合物可以展现出良好地适用于在蜂窝芯体上的网丝上方形成外表皮层的粘度。例如,根据本文的实施方式的组合物的无穷剪切粘度可以是等于或小于约12帕斯卡
‑
秒(pa.s),等于或小于约5pa.s,或者等于或小于约4pa.s。对于10s
‑1的剪切速率,剪切粘度可以是例如:等于或小于约400pa.s,等于或小于约350pa.s,或者小于或等于约300pa.s。采用平行板粘度计测量粘度。
62.本文所述的糊料组合物的煅烧可在箱式炉中进行,在3小时内线性升温至600℃,之后在600℃下保持3小时,然后在3小时的时间内降温回到室温。对于商业用途,蜂窝芯体可以洗涂覆催化剂,之后进行热处理去除有机材料。还可以用垫材料对蜂窝芯体进行装罐,所述垫材料也可能需要热处理来除去有机材料。煅烧工艺模拟蜂窝芯体所经历的工作条件。
63.表皮糊料组合物的成分没有具体限制,并且可以包括例如如下表皮糊料组合物:单玻璃粉末组合物,双玻璃粉末组合物,具有纤维性强化材料的单玻璃粉末组合物,具有纤维性强化材料的双玻璃粉末组合物,无机填料与晶体无机纤维性材料组合物,以及双玻璃粉末与晶体无机纤维性材料组合物。
64.实施例
65.下文参照本公开内容的某些示例性和具体实施方式来进一步描述示例性实施方式,其仅仅是示意性的,并不旨在进行限制。根据一些实施方式,制备了具有200cpsi和12密耳壁(200/12)几何形貌的2英寸(5cm)直径的堇青石蜂窝芯体。从5.7英寸(14.5cm)乘以6英寸(15.3cm)部件的轮廓化处理得到该2英寸(5cm)的蜂窝芯体。
66.实施例1
67.在mazerustar混合机(medisca有限公司)中混合下表1中所提供的表皮糊料组合物,并刮刀涂覆到具有纤维玻璃丝网的堇青石蜂窝上。用于这个实施例的纤维玻璃丝网是购自home 的标准乙烯涂覆的纤维玻璃防虫丝网,其在向试件施涂了糊料之后进行嵌入。经由模板框架以2mm的厚度施涂糊料层,并且在50℃干燥。
68.比较例2
69.在mazerustar混合机(medisca有限公司)中混合下表1中所提供的表皮糊料组合物,并刮刀涂覆到没有纤维玻璃丝网的堇青石蜂窝上。经由模板框架以2mm的厚度施涂糊料层,并且在50℃干燥。在视觉检查之后观察到表皮层中的裂纹。
70.对根据实施例1制造的部件,在同样的5个点位进行两次“螺母拉脱”测试。丝网留在后面,保护了丝网下方的基质和表皮免受破坏。第一次测试的平均螺母拉脱作用力是4.2lbf,而第二次测试则是5.1lbf。
71.表1
72.材料质量(g)
ce矿物
‑
80/ 105二氧化硅113.64ce矿物
‑
200f二氧化硅113.64nyco nyglos 8硅灰石22.73羟丙基甲基纤维素
‑
陶氏a4m2.50veegum pro细粒1.25ludux hs
‑
40胶态二氧化硅79.55di水47.50
73.实施例3
74.如实施例1那样制备表皮糊料组合物,不同之处在于用细熟料代替了所有的粗熟料。表皮糊料组合物的组成见表1所示。如实施例1那样,糊料层2mm厚,经由模板框架施涂,但是在70℃而不是50℃干燥。相比于实施例1而言,较高水平的细熟料改善了实施例3的强度,但是在没有丝网嵌入的情况下,使得表皮在干燥中更倾向于发生开裂。但是,在嵌入丝网的情况下,没有形成干燥裂纹。实施例3的平均螺母拉脱是8lbf,这明显高于实施例1。网丝的嵌入使得能够使用具有更高强度(更高螺母拉脱)但是在没有施加丝网的情况下可能会倾向于发生干燥开裂的表皮糊料。
75.表3
76.材料质量(g)ce矿物
‑
200f二氧化硅227.27nyco nyglos 8硅灰石22.73羟丙基甲基纤维素
‑
陶氏a4m2.50veegum pro细粒1.25ludux hs
‑
40胶态二氧化硅79.55di水70
77.比较例4
78.在mazerustar混合机(medisca有限公司)中混合上表2中所提供的表皮糊料组合物,并刮刀涂覆到没有纤维玻璃丝网的堇青石蜂窝上。经由模板框架以2mm的厚度施涂糊料层,并且在70℃干燥。在视觉检查之后观察到表皮层中的裂纹。
79.比较例5
80.将具有表1组成的表皮糊料施涂到12”直径、6”长的ex
‑
26对照部件上,并且同样采用径向刮刀表皮处理仪(部件转动,刮刀静止,向部件表面施涂均匀的糊料厚度),但是是5.5”宽乘以39”长。将纤维玻璃丝网嵌入表皮层中。在行星混合器上进行表皮糊料组合物的混合。在丝网没有完全达到部件边缘的部件区域中,存在一些干燥裂纹,但是在嵌入了丝网的区域中没有干燥裂纹。
81.实施例6
82.将具有表1组成的表皮糊料施涂到12”直径、6”长的ex
‑
26对照部件上并且同样采用径向刮刀,但是在表皮层中嵌入5.5”宽乘以39”长的a纤维玻璃丝网。在行星混合器上进行表皮糊料组合物的混合。在没有嵌入丝网的部件中存在一些干燥裂纹。
83.实施例5和6分别有3个部件在升降式烘箱热冲击实验中进行热冲击,从500℃开始并且以50℃的增量进行增加直到观察到裂纹。比较例5(比较例)的一个部件在550℃失效,
两个部件在600℃失效。
84.实施例6(本发明)的两个部件在600℃失效,一个部件在650℃失效。本发明实施例中的裂纹发生连接的情况较少且较浅。
85.根据本文所述一个或多个实施方式的优点提供了具有较少或者没有干燥裂纹的经过表皮化处理的蜂窝体,改善了施涂的表皮层的强度,保护了下方基质,以及改善了热冲击性能。
86.本说明书全文中提到的“一个实施方式”、“某些实施方式”、“各种实施方式”、“一个或多个实施方式”、或者“一种实施方式”表示结合实施方式描述的具体特征、结构、材料或特性包括在本公开内容的至少一个实施方式中。因此,在本说明书全文各个地方出现的短语例如“在一个或多个实施方式中”、“在某些实施方式中”、“在各种实施方式中”、“在一个实施方式中”、或者“在一种实施方式中”不一定涉及本公开内容的同一个实施方式。此外,具体的特征、结构、材料或特性可以任何合适的方式组合在一个或多个实施方式中。
87.尽管本文的公开内容结合具体实施方式提供了描述,但是要理解的是,这些实施方式仅是用于说明本公开内容的原理和应用。对本领域的技术人员而言,显而易见的是,可以在不偏离本公开内容的范围和精神的情况下对本公开内容进行各种修改和变动。因此,本公开内容旨在包括落在所附权利要求及其等价形式范围内的修改和变动。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。