1.本发明涉及一种能够对幅面宽度为1450mm
×
1250mm纸张表面印刷质量进行品质检测的宽幅面全自动品检机及自动检测方法,属宽幅面全自动品检机制造领域。
背景技术:
2.现有的纸张表面印制质量进行品质检测时依靠的是人工目测检测及统计,而人工检测的缺点是:一是视觉疲劳、心态不稳导致检测质量不稳定;二是标准把握参差不齐,精确度低;三是人工翻检,工作效率低,不适合大规模自动化生产;四是不能完全杜绝废品(包括大废品)流入客户;五是人工作业,产能计算困难,不便于生产按排;六是利用人工对废品进行分类统计,数据可靠性差,及时性不够,结果不准确。
技术实现要素:
3.设计目的:避免背景技术中的不足之处,设计一种既能够对幅面宽度为1450mm
×
1250mm纸张表面印刷质量进行品质检测,又具有数据统计可靠、及时性、准确、效率高的宽幅面全自动品检机及自动检测方法。
4.设计方案:为了实现上述设计目的。本发明在方案设计上,一是检测标准设计恒定,即在plc控制器中内存事先确定了的纸张表面印刷质量标准模板,并以此作为对比的标准,与标准吻合为合格品,不吻合的为非合格品,达到避免出错,100%确保检测质量稳定性;二是实现自动化连续生产,即合格品与非合格品的检测、分检全部由照相检测平台完成拍照及信息传输,由plc控制器完成比对、发出指令,工作效率高;三是能够自动运算储存,可进行及时准确的品质统计分析。
5.技术方案1:一种宽幅面全自动品检机,自右往左依次由自动送纸机1、定位平台、照相检测平台、烘道及鱼鳞减速双收纸收纸机排列构成。
6.技术方案2:一种宽幅面全自动品检机的自动检测方法,自动送纸机送出纸张,经过定位平台靠边定位纸张,纸张经过照相检测平台由相机拍照与内存的标准合格品进行比对检查,当检测到不合格品时,照相检测平台向plc控制器给出信号,plc控制器指令电磁阀控制气缸工作,气缸带动剔纸翻板打开,不合格产品经过非合格品纸张输送机构送入非合格品收集装置;若产品合格,剔纸翻板翻下,合格产品经过合格品输送机构送入合格品收集装置。
7.本发明与背景技术相比,避免了人工检测所带来的视觉疲劳、心态不稳所导致的检测质量不稳定,检测标准把握参差不齐,精确度低,工作效率低,统计不准等诸多缺陷,实现了统一检测标准,检测精度高,数据统计可靠、及时、准确、效率高。
附图说明
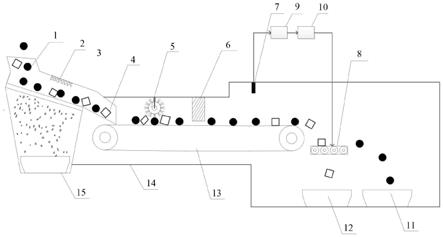
8.图1是宽幅面全自动品检机示意图。
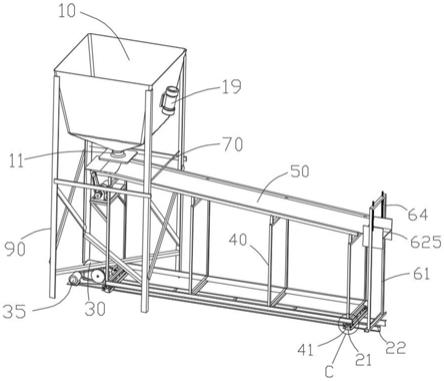
9.图2是定位平台示意图。
10.图3是照相检测平台示意图。
具体实施方式
11.实施例1:参照附图1
‑
3。一种宽幅面全自动品检机,自右往左依次由自动送纸机1、定位平台2、照相检测平台3、烘道及鱼鳞减速双收纸收纸机排列构成。定位平台2由靠边定位装置21、辅助定位装置22、定位调节装置23和过纸铝架24构成;定位平台2采用滚珠压合皮带斜拉式靠边定位,当纸张进入靠边定位装置21,钢珠压住纸张由输送皮带斜拉靠到定位装置侧边,辅助定位装置22和过纸铝架24辅助纸张顺利通过,由此完成纸张定位;照相检测平台包括编码器31和照相检测装置32;照相检测平台3由编码器31检测照相平台速度,反馈给照相检测装置32,从而精准检测受检纸张质量。
12.所述鱼鳞减速双收纸收纸机包括合格品收集装置8和非合格器收集装置6,非合格品收集装置6中的快速纸张输送机构与合格品输送机构7之间的衔接处设有剔废翻板4,合格品输送机构7输出端设有导纸器,导纸器导出端接合格品收集装置8;非合格品收集装置6中的非合格品收集机构,非合格品纸张输送机构5一端与不合格品纸张收集机构的收集区相对、另一端位于剔纸翻板4下方。所述过桥板上设有光电传感器。所述非合格品纸张输送机构5上设有防纸张翻转装置9。所述防纸张翻转装置9为防纸张翻转板,该防纸张翻转侧视前部为弧形向上翘起、后部为弧形直角竖板。所述弧形向上翘起与防纸张翻转板底之间的夹角大于40度。所述宽幅面全自动品检机的宽度为1450mm
×
1250mm。所述非合格品收集装置6上设有气动拍纸式齐纸装置10。所述合格品收集装置8上设有振动式齐纸装置11。
13.实施例2:在实施例1的基础上,一种宽幅面全自动品检机的自动检测方法,自动送纸机1送出纸张,经过定位平台2靠边定位纸张,纸张经过照相检测平台3由相机拍照与内存的标准合格品进行比对检查,当检测到不合格品时,照相检测平台3向plc控制器给出信号,plc控制器指令电磁阀控制气缸工作,气缸带动剔纸翻板4打开,不合格产品经过非合格品纸张输送机构5送入非合格品收集装置6;若产品合格,剔纸翻板4翻下,合格产品经过合格品输送机构7送入合格品收集装置8。
14.即当位于剔纸翻板前纸张输送机构输送过来的纸张为合格品时,剔纸翻板不翻板面与快速纸张输送机构的输送面形成平面,由于慢速纸张输送机构的传动速度是快速纸张输送机构传动速度的十分之二~十分之三,当快速纸张输送机构上的合格品纸张在通过过桥板后进入慢速纸张输送机构后,由于慢速纸张输送机构速度慢且位于非合格品收集装置中的快速纸张输送机构相对间的过桥板背面高于慢速纸张输送机面的输送面,因此快速纸张输送机构通过过桥板输送到慢速纸张输送机构上的合格品纸张形成鱼鳞状叠加后进入纸张收集区;当快速纸张输送机构前端中发生非合格品纸张时, plc控制器得到非合格品纸张信息后,指令剔纸翻板翻转,将非合格品纸张导入非合格品纸张输送机构时,此时快速皮带输送机构无合格品纸张通过过桥板、并将此信息传至plc控制器,plc控制器指令慢速纸张输送机构停止等待快速纸张输送机构恢复正常输送;而非合格品纸张则通过防纸张翻转板与非合格品纸张输送机构之间构成非合格品纸张通道时,由于该能道空间很小,非合格品纸张根本无法翻转,因而达到了防止非合格品纸张翻转的目的。
15.需要理解到的是:上述实施例虽然对本发明的设计思路作了比较详细的文字描述,但是这些文字描述,只是对本发明设计思路的简单文字描述,而不是对本发明设计思路
的限制,任何不超出本发明设计思路的组合、增加或修改,均落入本发明的保护范围内。
技术特征:
1.一种宽幅面全自动品检机,其特征是:自右往左依次由自动送纸机(1)、定位平台(2)、照相检测平台(3)、烘道及鱼鳞减速双收纸收纸机排列构成;定位平台(2)采用滚珠压合皮带斜拉式靠边定位,当纸张进入靠边定位装置,钢珠压住纸张由输送皮带斜拉靠到定位装置侧边,由此完成纸张定位;照相检测平台(3)由编码器检测照相平台速度,反馈给照相检测装置,从而精准检测受检纸张质量。2.根据权利要求1所述的宽幅面全自动品检机,其特征是:所述鱼鳞减速双收纸收纸机包括合格品收集装置(8)和非合格器收集装置(6),非合格品收集装置(6)中的快速纸张输送机构与合格品输送机构(7)之间的衔接处设有剔废翻板(4),合格品输送机构(7)输出端设有导纸器,导纸器导出端接合格品收集装置(8);非合格品收集装置(6)中的非合格品收集机构,非合格品纸张输送机构(5)一端与不合格品纸张收集机构的收集区相对、另一端位于剔纸翻板(4)下方。3.根据权利要求2所述的宽幅面全自动品检机,其特征是:所述过桥板上设有光电传感器。4.根据权利要求2所述的宽幅面全自动品检机,其特征是:所述非合格品纸张输送机构(5)上设有防纸张翻转装置(9)。5.根据权利要求4所述的宽幅面全自动品检机,其特征是:所述防纸张翻转装置(9)为防纸张翻转板,该防纸张翻转侧视前部为弧形向上翘起、后部为弧形直角竖板。6.根据权利要求4所述的宽幅面全自动品检机,其特征是:所述弧形向上翘起与防纸张翻转板底之间的夹角大于40度。7.根据权利要求1所述的宽幅面全自动品检机,其特征是:所述宽幅面全自动品检机的宽度为1450mm
×
1250mm。8.根据权利要求2所述的宽幅面全自动品检机,其特征是:所述非合格品收集装置(6)上设有气动拍纸式齐纸装置(10)。9.根据权利要求2所述的宽幅面全自动品检机,其特征是:所述合格品收集装置(8)上设有振动式齐纸装置(11)。10.一种宽幅面全自动品检机的自动检测方法,其特征是:自动送纸机(1)送出纸张,经过定位平台(2)靠边定位纸张,纸张经过照相检测平台(3)由相机拍照与内存的标准合格品进行比对检查,当检测到不合格品时,照相检测平台(3)向plc控制器给出信号,plc控制器指令电磁阀控制气缸工作,气缸带动剔纸翻板(4)打开,不合格产品经过非合格品纸张输送机构(5)送入非合格品收集装置(6);若产品合格,剔纸翻板(4)翻下,合格产品经过合格品输送机构(7)送入合格品收集装置(8)。
技术总结
本发明涉及一种能够对幅面宽度为1450mm
技术研发人员:胡飞建 齐翰江 季克剑 柯兵 唐超
受保护的技术使用者:浙江康得新机械制造有限公司
技术研发日:2021.08.03
技术公布日:2021/10/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。