1.本技术涉及自动化加工技术领域,尤其涉及电极生产的排程方法、装置和存储介质。
背景技术:
2.相关技术中,零件生产加工过程中,放电加工作为一种常见的加工工序被广泛应用。放电加工需要电极零件,二者同时到达加工现场才能满足上机加工的要求。
3.在实际的生产过程中往往会出现由于加工与排产计划不合理,出现零件需要加工,但是所需的电极没有生产完成的情况,导致设备停机。
技术实现要素:
4.为克服相关技术中存在的问题,本技术提供一种电极生产的排程方法,该电极生产的排程方法,能够解决电极生产和钢件放电加工不同步的问题,从而提高生产效率和机床利用率。
5.本技术第一方面提供电极生产的排程方法,包括获取待加工零件的所需电极信息;所述所需电极信息包括:电极在库情况、电极对应的待加工位置和重叠区域的位置加工顺序。根据所述所需电极信息进行电极状态分析,得到包括:位置可加工率和重叠区域可加工率;所述位置可加工率根据电极在库情况和电极对应的待加工位置计算得到,所述重叠区域可加工率根据电极在库情况、电极对应的待加工位置和重叠区域的位置加工顺序计算得到。启动对所述待加工零件的加工。根据所述位置可加工率和重叠区域可加工率,确定电极的生产排程。
6.在一种实施方式中,根据所述位置可加工率和重叠区域可加工率,确定电极的生产排程,包括:若所述位置可加工率和重叠区域可加工率不满足生产阈值,则根据所述位置可加工率和重叠区域可加工率确定需要优先生产的电极类型,更新电极的生产排程。所述生产阈值是根据电极的生产效率和成品率所预设的值。
7.在一种实施方式中,根据所述位置可加工率和重叠区域可加工率确定需要优先生产的电极类型包括:将所述所需电极中不在库的电极,标为a类电极,将重叠区域的最先加工的位置中,对应的a类电极改标为b类电极;若位置可加工率小于重叠区域可加工率时,将标为a类的电极确定为优先生产的电极类型;当位置可加工率大于重叠区域可加工率时,将b类的电极确定为优先生产的电极类型。
8.在一种实施方式中,在根据所述位置可加工率和重叠区域可加工率确定需要优先生产的电极类型之后,包括:计算各所需电极的生产完成时间与加工等待时间的差值,根据所述差值的大小对所述所需电极的优先级进行排序,其中,所述差值的越大所述所需电极对应的优先级越高。所述加工等待时间为所需电极在所述待加工零件的加工中距离放电时刻还需等待的时间;所述生产完成时间为所需电极在电极生产线中完成生产需要等待的时间。
9.在一种实施方式中,若所述位置可加工率和重叠区域可加工率满足生产阈值,则使用初始的电极的生产排程。
10.在一种实施方式中,根据所述所需电极信息进行检测之后,包括:根据所述电极在库情况计算总在库率。当所述总在库率满足加工阈值时,执行所述启动对所述待加工零件的加工的步骤;所述加工阈值是根据电极的生产效率和加工效率所预设的值。
11.在一种实施方式中,所述位置可加工率通过以下公式计算得到:
[0012][0013]
所述重叠区域可加工率通过以下公式计算得到:
[0014][0015]
所述总在库率通过以下公式计算得到:
[0016][0017]
在一种实施方式中,根据所述所需电极信息进行电极状态分析,还得到在库电极的剩余放电次数。
[0018]
所述根据所述位置可加工率和重叠区域可加工率确定需要优先生产的电极类型,还包括:
[0019]
根据所述剩余放电次数对所述所需电极的优先级进行排序,其中,所述剩余的放电次数越少所述所需电极对应的优先级越高。
[0020]
本技术第二方面提供一种电极生产的排程装置,包括:
[0021]
处理器;以及
[0022]
存储器,其上存储有可执行代码,当所述可执行代码被所述处理器执行时,使所述处理器执行如上所述的方法。
[0023]
本技术第三方面提供一种非暂时性机器可读存储介质,其上存储有可执行代码,当所述可执行代码被电子设备的处理器执行时,使所述处理器执行如上所述的方法。
[0024]
本技术提供的技术方案可以包括以下有益效果:通过检测所需电极的电极在库情况、电极对应的待加工位置和重叠区域的位置加工顺序,得到位置可加工率和重叠区域可加工率,根据这两个比率,可以确定出优先生产的电极类型,调整电极的生产计划,使电极生产次序与零件加工所需的电极次序相匹配,避免因为缺少电极而导致的加工停机情况的出现。
[0025]
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
[0026]
通过结合附图对本技术示例性实施方式进行更详细的描述,本技术的上述以及其它目的、特征和优势将变得更加明显,其中,在本技术示例性实施方式中,相同的参考标号通常代表相同部件。
[0027]
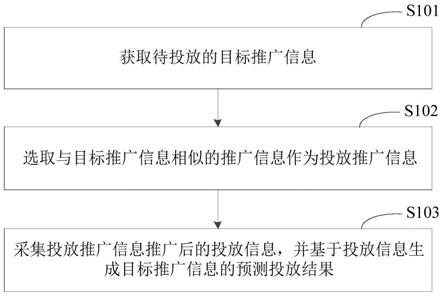
图1是本技术实施例示出的更新电极的生产排程的流程图;
[0028]
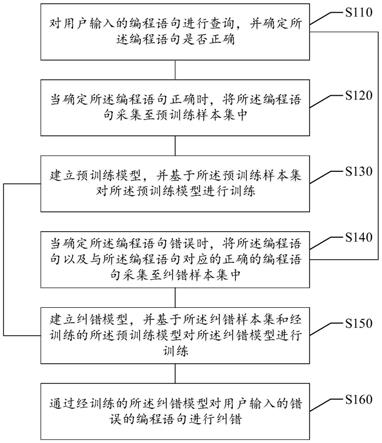
图2是本技术实施例示出的零件加工和电极生产的判断流程图;
[0029]
图3是本技术实施例示出的电子设备的结构示意图。
具体实施方式
[0030]
下面将参照附图更详细地描述本技术的优选实施方式。虽然附图中显示了本技术的优选实施方式,然而应该理解,可以以各种形式实现本技术而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本技术更加透彻和完整,并且能够将本技术的范围完整地传达给本领域的技术人员。
[0031]
在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
[0032]
应当理解,尽管在本技术可能采用术语“第一”、“第二”、“第三”等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0033]
针对上述问题,本技术实施例提供一种电极生产的排程方法,能够让电极的生产配合待加工零件的加工,使所需电极能按流程到场对待加工零件进行放电加工,避免设备的停机。
[0034]
以下结合附图详细描述本技术实施例的技术方案。
[0035]
实施例一。
[0036]
图1是本技术实施例示出的更新电极的生产排程的流程图。
[0037]
参见图1,本实施例是生产过程中比较常见的启动加工后,判断优先生产的电极,需要更新电极的生产排程,配合设备放电加工零件的方案。
[0038]
步骤101,获取待加工零件的所需电极信息。
[0039]
首先,在加工设备上通过读取所述待加工零件的rfid射频识别或条码信息,获取待加工零件的所需电极信息,每个电极都有其独特的编码,编码中体现了电极对应的待加工位置,对于有重叠的位置,会包含位置的加工顺序,并且这个编码可以查询到电极存储库中的电极在库情况。所以所需电极信息包括了电极在库情况、电极对应的待加工位置和重叠区域的位置加工顺序。
[0040]
步骤102,根据所需电极信息进行电极状态分析,得到位置可加工率和重叠区域可加工率。
[0041]
根据电极在库情况、电极对应的待加工位置和重叠区域的位置加工顺序,可以分析计算出位置可加工率和重叠区域可加工率。以电极对应的待加工位置,检测电极在库情况,分析哪些待加工位置的电极是都在库的,以对应的电极全都在库的位置的数量,除以全部待加工位置的数量,得到位置可加工率;再根据电极在库情况、电极对应的待加工位置和
重叠区域的位置加工顺序,先判断重叠区域有哪些,再根据重叠区域对应的待加工位置,识别待加工位置的加工顺序,判断最先加工的待加工位置对应的电极是否都在库,将最先加工的位置对应的电极都在库的重叠区域的位置数量,除以所有重叠区域的数量,得到重叠区域可加工率。
[0042]
所述位置可加工率的计算公式为:
[0043][0044]
所述重叠区域可加工率的计算公式为:
[0045][0046]
计算完上述公式后,检测出哪些电极满足上述的比率,哪些不满足,记录电极的身份信息。
[0047]
步骤103,启动对待加工零件的加工。
[0048]
步骤104,确定优先生产的电极类型。
[0049]
将所述所需电极中不在库的电极,标为a类电极,将重叠区域的最先加工的位置中,对应的a类电极改标为b类电极。
[0050]
待加工零件上有若干待加工位置,待加工位置对应有若干所需电极。例如有三个待加工位置,分别为待加工位置a、b和c,其中a、b和c对应的若干所需电极中,不在库的电极标为a类电极;而待加工位置a和b之间,存在加工区域重叠的情况,根据待加工位置的加工顺序,第一个加工的待加工位置为a,这样如果a有不在库的电极,那么将待加工位置a对应的不在库的电极在a类电极,改标为b类电极。
[0051]
至于为什么要考虑“待加工位置a和b之间存在加工区域重叠的情况”,是因为:零件生产的电极放电加工过程中,被电极放电加工过后的位置区域的厚度会相比于原厚度出现改变,对于加工区域有重叠的位置,后加工的位置会因为重叠区域的厚度改变,导致加工的位置不是平整的,可能会导致加工效果不符合预期,所以必须要考虑加工区域重叠的位置之间的加工顺序(即,相应电极的使用次序)。
[0052]
若位置可加工率小于重叠区域可加工率时,将标为a类的电极确定为优先生产的电极类型;当位置可加工率大于重叠区域可加工率时,将b类的电极确定为优先生产的电极类型。当可加工率越低时,其对待加工零件在加工设备上所不能完成加工的影响就越高,所以我们为了更快的完成更多待加工位置的加工,需要将对零件加工影响更高的电极类型,设置为优先生产。可以理解为在a类电极中筛选出了b类电极,因为位置可加工率是以所有待加工位置为单位,而重叠区域可加工率是以所有待加工位置中,以重叠的区域为单位。
[0053]
步骤105,计算各所需电极的生产完成时间与加工等待时间的差值,根据所述差值的大小对所述所需电极的优先级进行排序。
[0054]
再在所述优先生产的电极类型中,计算各所需电极的生产完成时间与加工等待时间的差值,根据所述差值的大小对所述所需电极的优先级进行排序,其中,差值越大所述所需电极对应的优先级越高。加工等待时间为所需电极在所述待加工零件的加工中距离放电时刻还需等待的时间,生产完成时间为所需电极在电极生产线中完成生产需要等待的时
间。这样在优先生产的电极类型中,更进一步的将加工时间更紧迫的电极设置的优先级更高,排序后优先加工。
[0055]
步骤106,更新电极的生产排程。
[0056]
将确定的优先生产的电极类型导入电极生产线中,在原本的生产计划中,将优先生产的电极类型重新排序,将优先电极提前生产,完成对电极生产的排程指导任务。
[0057]
本技术实施例,通过检测所需电极的电极在库情况、电极对应的待加工位置和重叠区域的位置加工顺序,得到位置可加工率和重叠区域可加工率,根据这两个比率,可以在启动对待加工零件的加工后,分析出优先的电极类型,调整电极的生产计划,使电极生产次序与零件加工所需的电极次序相匹配,避免因为缺少电极而导致的加工停机情况的出现。
[0058]
实施例二。
[0059]
与前述应用功能实现方法实施例相对应,本技术还提供了一种电极生产的排程方法对加工的启动和生产排程的更新判断的方法及相应的实施例。参见图2,图2是本技术实施例示出的零件加工和电极生产的判断流程图。
[0060]
步骤201,根据所需电极信息进行电极状态分析,得到总在库率、位置可加工率和重叠区域可加工率。
[0061]
根据电极在库情况、电极对应的待加工位置和重叠区域的位置加工顺序,可以分析计算出总在库率、位置可加工率和重叠区域可加工率。
[0062]
所述总在库率通过以下公式计算得到:
[0063][0064]
将总在库率数据传送到加工设备上,进入判断步骤202。
[0065]
步骤202,总在库率是否大于加工阈值。
[0066]
在加工设备中,对总在库率与加工阈值进行比较,若所述总在库率大于所述加工阈值时,进入步骤203。
[0067]
若所述总在库率小于等于所述加工阈值时,进入步骤204。
[0068]
所述加工阈值是根据电极的生产效率和加工效率所预设的值。
[0069]
电极的生产速度是有限的,所以对于加工阈值,若总在库率小于等于加工阈值,那电极的生产速度是赶不上电极对待加工零件的放电速度的,很大概率会导致设备停机;而总在库率大于加工阈值,则可以通过电极排程的方法来使电极生产次序与零件加工所需的电极次序相匹配。
[0070]
步骤203,启动对待加工零件的加工。
[0071]
步骤204,不启动对待加工零件的加工。
[0072]
对该待加工零件不能启动放电加工,还需要等待电极生产线按照计划将所需电极生产出来,再实时的数据更新,来等待总在库率大于加工阈值的时机,才能启动加工。所以返回步骤201,继续实时更新数据,且进行判断。
[0073]
步骤205,位置可加工率和重叠区域可加工率是否都大于其对应的生产阈值。
[0074]
所述生产阈值是根据电极的生产效率和成品率所预设的值。在实际应用中,生产阈值可以包括有两个,其中第一生产阈值为位置可加工率对应的生产阈值,第二生产阈值
为重叠区域可加工率对应的生产阈值。
[0075]
若位置可加工率大于第一生产阈值且重叠区域可加工率大于第二生产阈值时,进入步骤206;若位置可加工率和重叠区域可加工率有一个不大于其对应的生产阈值时,则进入步骤207。
[0076]
对于生产阈值,位置可加工率和重叠区域可加工率都大于了其对应的生产阈值时,电极生产线原本的生产速度完全可以满足电极对待加工零件的放电速度,所以就不需要用电极生产的排程方法进行生产方案的调控指导了。若位置可加工率和重叠区域可加工率中至少一个,不大于其对应的生产阈值,则还是需要进行电极的生产排程,来避免停机风险。
[0077]
步骤206,更新电极的生产排程。
[0078]
确定优先生产的电极类型,并增加所需电极的生产完成时间与加工等待时间的差值更大的所需电极的优先级,将这些优先级信息更新到电极的生产排程中。
[0079]
步骤207,使用初始的电极的生产排程。
[0080]
本实施例中的加工阈值是根据电极的生产效率和加工效率所预设的值,对于相同的电极的生产效率,电极对零件的加工效率越高,则加工阈值也会越高;而生产阈值是根据电极的生产效率和成品率所预设的值,电极的生产效率越高,成品率越高,则所述生产阈值越低。并且加工阈值和生产阈值在实际生产中也要根据经验来调整,使电极生产次序与零件加工所需的电极次序匹配的越接近越好。
[0081]
本技术实施例根据所需电极信息进行电极状态分析,得到总在库率、位置可加工率和重叠区域可加工率,将总在库率与加工阈值比较,判断是否启动加工,来避免停机的风险,然后将位置可加工率和重叠区域可加工率与生产阈值比较,判断是否需要更新电极的生产排程,减少对电极加工任务的调整,提高了效率,减少了不必要的工作量,降低了对零件加工的成本。
[0082]
实施例三。
[0083]
与前述应用功能实现方法实施例相对应,本技术还提供了一种电极生产的排程方法及相应的实施例。
[0084]
电极在加工放电中是消耗品,所以在库的电极需要监测其剩余的放电次数,若放电次数不足会影响零件在设备上的加工。所以通过所需电极信息的电极状态分析,还可以检测在库电极的剩余放电次数,将所述剩余放电次数不足的所述在库电极的信息,发送至电极生产线,生成对所述在库电极的生产任务,也可以根据所述剩余放电次数对所述所需电极的优先级进行排序。即,在其他状态条件(如上述实施例一和二所描述的优先级排序的条件)都一致的情况下,所述剩余放电次数的越少所述所需电极对应的优先级越高。
[0085]
前述的实施例是对还未加工的,在生产线上的所需电极进行排程,而本实施例补充了对已经在库的电极的生产任务排程。
[0086]
本技术实施例对在库的电极情况信息监测,实时的对需要补充的电极进行更新,添加到电极生产线中,也为电极的生产计划提供了排程指导,避免在库电极被消耗,引起设备停机故障。
[0087]
实施例四。
[0088]
关于上述实施例中的装置,其中各个模块执行操作的具体方式已经在有关该方法
的实施例中进行了详细描述,此处将不再做详细阐述说明。
[0089]
图3是本技术实施例示出的电子设备的结构示意图。
[0090]
参见图3,电子设备1000包括存储器1010和处理器1020。
[0091]
处理器1020可以是中央处理单元(central processing unit,cpu),还可以是其他通用处理器、数字信号处理器(digital signal processor,dsp)、专用集成电路(application specific integrated circuit,asic)、现场可编程门阵列(field
‑
programmable gate array,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件等。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。
[0092]
存储器1010可以包括各种类型的存储单元,例如系统内存、只读存储器(rom),和永久存储装置。其中,rom可以存储处理器1020或者计算机的其他模块需要的静态数据或者指令。永久存储装置可以是可读写的存储装置。永久存储装置可以是即使计算机断电后也不会失去存储的指令和数据的非易失性存储设备。在一些实施方式中,永久性存储装置采用大容量存储装置(例如磁或光盘、闪存)作为永久存储装置。另外一些实施方式中,永久性存储装置可以是可移除的存储设备(例如软盘、光驱)。系统内存可以是可读写存储设备或者易失性可读写存储设备,例如动态随机访问内存。系统内存可以存储一些或者所有处理器在运行时需要的指令和数据。此外,存储器1010可以包括任意计算机可读存储媒介的组合,包括各种类型的半导体存储芯片(dram,sram,sdram,闪存,可编程只读存储器),磁盘和/或光盘也可以采用。在一些实施方式中,存储器1010可以包括可读和/或写的可移除的存储设备,例如激光唱片(cd)、只读数字多功能光盘(例如dvd
‑
rom,双层dvd
‑
rom)、只读蓝光光盘、超密度光盘、闪存卡(例如sd卡、min sd卡、micro
‑
sd卡等等)、磁性软盘等等。计算机可读存储媒介不包含载波和通过无线或有线传输的瞬间电子信号。
[0093]
存储器1010上存储有可执行代码,当可执行代码被处理器1020处理时,可以使处理器1020执行上文述及的方法中的部分或全部。
[0094]
此外,根据本技术的方法还可以实现为一种计算机程序或计算机程序产品,该计算机程序或计算机程序产品包括用于执行本技术的上述方法中部分或全部步骤的计算机程序代码指令。
[0095]
或者,本技术还可以实施为一种非暂时性机器可读存储介质(或计算机可读存储介质、或机器可读存储介质),其上存储有可执行代码(或计算机程序、或计算机指令代码),当所述可执行代码(或计算机程序、或计算机指令代码)被电子设备(或电子设备、服务器等)的处理器执行时,使所述处理器执行根据本技术的上述方法的各个步骤的部分或全部。
[0096]
本领域技术人员还将明白的是,结合这里的申请所描述的各种示例性逻辑块、模块、电路和算法步骤可以被实现为电子硬件、计算机软件或两者的组合。
[0097]
附图中的流程图和框图显示了根据本技术的多个实施例的系统和方法的可能实现的体系架构、功能和操作。在这点上,流程图或框图中的每个方框可以代表一个模块、程序段或代码的一部分,所述模块、程序段或代码的一部分包含一个或多个用于实现规定的逻辑功能的可执行指令。也应当注意,在有些作为替换的实现中,方框中所标记的功能也可以以不同于附图中所标记的顺序发生。例如,两个连续的方框实际上可以基本并行地执行,它们有时也可以按相反的顺序执行,这依所涉及的功能而定。也要注意的是,框图和/或流
程图中的每个方框、以及框图和/或流程图中的方框的组合,可以用执行规定的功能或操作的专用的基于硬件的系统来实现,或者可以用专用硬件与计算机指令的组合来实现。
[0098]
以上已经描述了本技术的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。