1.本发明属于钢板生产技术领域,具体涉及一种钢板焊缝热处理加热装置及方法。
背景技术:
2.焊接作为一种常用的金属连接方式,被广泛地应用于钢板生产领域,但由于在焊接时温度较高及焊缝周围温度的不均匀,焊缝处残余应力较大,焊缝内部容易出现较小的裂纹和硬质点。为了提高焊缝的可靠性,研究人员多采用正火和高温回火对焊缝进行热处理。
3.目前,为了获得更好的焊缝热处理质量,研究人员提出了一种使用电磁感应加热的方式对焊缝进行热处理的方法。该方法虽然具有加热效率高、节能环保、畸变小的优点;但却存在以下缺点和不足:对焊缝进行加热时仅以焊缝温度为单一控制目标,控制方式较为粗犷,以及如何对加热过程实现更加精确的控制以提高焊缝热处理质量的问题尚未解决,同时多采用一个感应器对焊缝进行加热,焊缝周围非热处理区域温度梯度较大,加热过程中容易导致较大的热应力,出现裂纹。综上,以温度和热应力为控制对象,研制科学、合理、可操作的钢板焊缝热处理加热装置及方法是十分必要而迫切地。
技术实现要素:
4.针对以上情况,本发明提供了一种钢板焊缝热处理加热装置及方法,其包括计算机、装置机体、输送轴、主线圈、第一监测装置、待处理钢板、第二监测装置、副线圈装置、第一电动机、主感应电源和副感应电源,第一电动机与输送轴固定连接,安装在装置机体上的主线圈位于待处理钢板的焊缝的正上方,并与主感应电源相连,第一监测装置安装在主线圈前方,主线圈两侧各安装有一个与副感应电源相连的副线圈装置,副线圈装置的正前方安装有第二监测装置,计算机与各装置进行数据交互,并基于此提出一种钢板焊缝热处理加热方法。本发明以温度和热应力为控制对象,在使用主线圈对焊缝进行加热的同时,使用副线圈装置对焊缝其他区域进行温度梯度调节,以改善待处理钢板焊缝热处理质量。
5.本发明采用的技术方案是,其包括计算机、装置机体、输送轴、主线圈、第一监测装置、待处理钢板、第二监测装置、副线圈装置、第一电动机、主感应电源和副感应电源,所述第一电动机与所述输送轴固定连接,安装在所述装置机体上的所述主线圈位于所述待处理钢板的焊缝的正上方,并与所述主感应电源相连,所述第一监测装置安装在所述主线圈的前方,所述主线圈两侧各安装有一个与所述副感应电源相连的所述副线圈装置,所述副线圈装置的正前方安装有所述第二监测装置,所述计算机与所述第一电动机、第一监测装置、第二监测装置和副线圈装置相连并进行数据交互,
6.所述副线圈装置包括副线圈机体、正电极板、负电极板、正电极接线柱、负电极接线柱、光杠、丝杠、感应器、感应器连接体和第二电动机,所述正电极接线柱安装在所述正电极板上,所述负电极接线柱安装在所述负电极板上,所述感应器固定连接在所述感应器连接体上,,所述光杠的第一端与所述感应器连接体相连,所述光杠的第二端固定在所述副线
圈机体上,所述丝杠的第一端与感应器连接体相连,所述丝杠的第二端与所述第二电动机相连,带动所述感应器上下移动。
7.可优选的是,所述副线圈装置均包括n个工位,每个工位均包括一个所述第二电动机、四个所述光杠、一个所述丝杠、一个所述感应器连接体和一个所述感应器。
8.可优选的是,所述第一监测装置上安装有测温摄像头,对所述待处理钢板的焊缝进行温度监测,所述第二监测器上安装有测温摄像头和x衍射测力摄像头,对所述待处理钢板监测区域进行温度监测和热应力监测。
9.可优选的是,所述副线圈装置中每两个相邻工位之间的空隙为一个所述待处理钢板的监测区,其中所述副线圈装置最内侧的工位与所述主线圈之间的空隙为一个所述待处理钢板的监测区,并且每个监测区分别对应一个所述第二监测装置。
10.可优选的是,当所述感应器位于最上方工作位置时,与所述正电极板和负电极板的分支分离,处于不工作状态;当所述感应器由最上方工作位置向下移动时,与所述正电极板和负电极板的分支接触,处于工作状态。
11.本发明的第二方面,提供一种利用前述的钢板焊缝热处理加热装置的钢板焊缝热处理加热方法,其特征在于,所述方法包括以下步骤:
12.s1、设置参数初值:a=1,b=1;
13.s2、收集待处理钢板材料的屈服极限—温度数据,并输入计算机绘制材料的屈服极限—温度曲线;
14.s3、对左右所述副线圈装置中的每一工位进行编号,其中,左侧所述副线圈装置中的每一工位编号为:8l1、8l2、......、8li、......、8ln,右侧所述副线圈装置中的每一工位编号为:8r1、8r2、......、8ri、......、8rn;对左右所述第二监测装置进行编号,其中,左侧所述第二监测装置编号为:7l1、7l2、......、7li、......、7ln,右侧所述第二监测装置编号为:7r1、7r2、......、7ri、......、7rn;对左右所述监测区进行编号,其中,左侧所述监测区编号为:l1、l2、......、li、......、ln,右侧所述监测区编号为:r1、r2、......、ri、......、rn;r代表右侧,l代表左侧;
15.s4、将所述待处理钢板放置所述输送轴合适位置上,并控制所述第一电动机带动所述输送轴转动,所述待处理钢板随着所述输送轴向前运动;
16.s5、调整所述主线圈至设定位置,调整所述副线圈装置的每个工位中的所述感应器至最上方工作位置;
17.s6、接通所述主感应电源和副感应电源,对所述待处理钢板进行加热;
18.s7、设置初值:i=1;
19.s8、通过所述第二监测装置对监测区的温度和热应力进行监测;
20.s9、通过所述第一监测装置对加热焊缝的温度进行监测;
21.s10、判断a、b值,分情况讨论:
22.s101、判断是否满足a=0,b=0,若成立则执行步骤s8,若不成立则执行步骤s102;
23.s102、判断是否满足a=0,b=1,若成立则执行步骤s7,若不成立则执行步骤s103;
24.s103、判断是否满足a=1,b=0,若成立则关闭主感应电源,主线圈停止工作后执行步骤s8,若不成立则待处理钢板加热完成。
25.进一步,所述步骤s8具体包括以下步骤:
26.s81、所述第二监测装置通过测温摄像头对第i监测区的温度t
i
进行监测,通过x衍射测力摄像头对第i监测区的热应力σ
i
进行监测;
27.s82、所述计算机读取第i监测区t
i
温度下的屈服极限σ
sti
,并计算判断是否满足若成立则执行步骤s83,若不成立则第i工位的所述第二电动机转动,带动所述感应器向下移动,与所述正电极板和负电极板的分支接触,使得第i工位处于工作状态后,执行步骤s81;
28.s83、令i=i 1,判断是否满足i>n,若成立则令b=1后执行步骤s10,若不成立则令b=0后执行步骤s10;
29.所述步骤s9具体包括以下步骤:
30.s91、所述第一监测装置通过测温摄像头对加热焊缝的温度t0进行监测;
31.s92、判断是否满足t0≥t
h
,其中t
h
表示焊缝热处理温度,若成立则令a=1后执行步骤s10,若不成立则令a=0后执行步骤s10;
32.所述步骤s8和步骤s9同时进行。
33.本发明的特点和有益效果是:
34.1、本发明提供的钢板焊缝热处理加热装置,设置有主线圈与副线圈装置,在使用主线圈对焊缝进行加热的同时,使用副线圈装置对焊缝其他区域进行温度梯度调节,有效地避免了在热处理过程中由于温度不均匀造成的热应力较大而导致焊缝周围非热处理区域出现裂纹的现象,极大地改善了待处理钢板焊缝热处理质量。
35.2、本发明提供的一种钢板焊缝热处理加热方法,不再以最终的加热温度为单一控制对象,而是引入了在线的热应力监测,并以热应力为控制对象,实现了对加热过程中温度的实时调控,使得焊缝热处理加热过程的温度控制更加精确。
附图说明
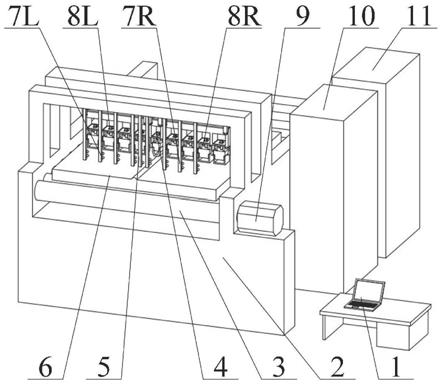
36.图1为本发明钢板焊缝热处理加热装置的三维示意图;
37.图2为本发明的副线圈装置三维示意图;
38.图3为本发明的副线圈装置俯视剖面示意图;
39.图4为本发明的第二检测装置工作示意图;
40.图5为本发明的待处理钢板监测区、副线圈装置工位及监测装置编号示意图;
41.图6为本发明的钢板焊缝热处理加热方法流程图;
42.图7为本发明的j55钢的屈服极限—温度曲线。
43.图中:
[0044]1‑
计算机;2
‑
装置机体;3
‑
输送轴;4
‑
主线圈;5
‑
第一监测装置;6
‑
待处理钢板;7
‑
第二监测装置;7l
‑
左侧第二监测装置;7r
‑
右侧第二监测装置;8
‑
副线圈装置;8l
‑
左侧副线圈装置;8r
‑
右侧副线圈装置;9
‑
第一电动机;10
‑
主感应电源;11
‑
副感应电源;81
‑
副线圈机体;82
‑
正电极板;83
‑
负电极板;84
‑
正电极接线柱;85
‑
负电极接线柱;86
‑
光杠;87
‑
丝杠;88
‑
感应器;89
‑
感应器连接体;810
‑
第二电动机;71
‑
测温摄像头;72
‑
x衍射测力摄像头。
具体实施方式
[0045]
为详尽本发明之技术内容、结构特征、所达成目的及功效,以下将结合说明书附图进行详细说明。
[0046]
本发明提供的钢板焊缝热处理加热装置,如图1所示,其包括计算机、装置机体、输送轴、主线圈、第一监测装置、待处理钢板、第二监测装置、副线圈装置、第一电动机、主感应电源和副感应电源,第一电动机与输送轴固定连接,安装在装置机体上的主线圈位于待处理钢板的焊缝的正上方,并与主感应电源相连,第一监测装置安装在主线圈的前方,主线圈两侧各安装有一个与副感应电源相连的副线圈装置,副线圈装置的正前方安装有第二监测装置,计算机与第一电动机、第一监测装置、第二监测装置和副线圈装置相连并进行数据交互。
[0047]
在一个具体实施例中,使用待处理钢板为j55钢板,屈服强度—温度曲线如图7所示,焊缝热处理温度t
h
=920℃。
[0048]
如图2所示,副线圈装置包括副线圈机体、正电极板、负电极板、正电极接线柱、负电极接线柱、光杠、丝杠、感应器、感应器连接体和第二电动机,正电极接线柱安装在正电极板上,负电极接线柱安装在负电极板上,感应器固定连接在感应器连接体上,光杠的一端与感应器连接体相连,另一端固定在副线圈机体上,丝杠的一端与感应器连接体相连,另一端与第二电动机相连,带动感应器上下移动。副线圈装置均包括n个工位,每个工位均包括一个第二电动机、四个光杠、一个丝杠、一个感应器连接体和一个感应器。
[0049]
如图2和3所示,当感应器位于最上方工作位置时,与正电极板和负电极板的分支分离,处于不工作状态;当感应器由最上方工作位置向下移动时,与正电极板和负电极板的分支接触,处于工作状态。
[0050]
第一监测装置上安装有测温摄像头,对待处理钢板的焊缝进行温度监测,第二监测器上安装有测温摄像头和x衍射测力摄像头,对待处理钢板监测区域进行温度监测和热应力监测,如图4所示。
[0051]
如图5所示,副线圈装置中每两个相邻工位之间的空隙为一个待处理钢板的监测区,其中副线圈装置最内侧的工位与主线圈之间的空隙为一个待处理钢板的监测区,并且每个监测区分别对应一个第二监测装置。
[0052]
基于本发明提供的钢板焊缝热处理加热装置,提供相应的钢板焊缝热处理加热方法,如图6所示,所述方法包括以下步骤:
[0053]
s1、设置参数初值:a=1,b=1。
[0054]
s2、收集待处理钢板材料的屈服极限—温度数据,并输入计算机绘制材料的屈服极限—温度曲线,如图7所示。
[0055]
s3、如图5所示,对左右所述副线圈装置中的每一工位进行编号,其中,左侧所述副线圈装置中的每一工位编号为:8l1、8l2、......、8li、......、8ln,右侧所述副线圈装置中的每一工位编号为:8r1、8r2、......、8ri、......、8rn;对左右所述第二监测装置进行编号,其中,左侧所述第二监测装置编号为:7l1、7l2、......、7li、......、7ln,右侧所述第二监测装置编号为:7r1、7r2、......、7ri、......、7rn;对左右所述监测区进行编号,其中,左侧所述监测区编号为:l1、l2、......、li、......、ln,右侧所述监测区编号为:r1、r2、......、ri、......、rn;r代表右侧,l代表左侧。
[0056]
s4、将所述待处理钢板放置所述输送轴合适位置上,并控制所述第一电动机带动所述输送轴转动,所述待处理钢板随着所述输送轴向前运动。
[0057]
s5、调整所述主线圈至设定位置,调整所述副线圈装置的每个工位中的所述感应器至最上方工作位置。
[0058]
s6、接通所述主感应电源和副感应电源,对所述待处理钢板进行加热。
[0059]
s7、设置初值:i=1。
[0060]
s8、通过所述第二监测装置对监测区的温度和热应力进行监测。
[0061]
s81、所述第二监测装置通过测温摄像头对第i监测区的温度t
i
进行监测,通过x衍射测力摄像头对第i监测区的热应力σ
i
进行监测。
[0062]
s82、所述计算机读取第i监测区t
i
温度下的屈服极限σ
sti
,并计算判断是否满足若成立则执行步骤s83,若不成立则第i工位的所述第二电动机转动,带动所述感应器向下移动,与所述正电极板和负电极板的分支接触,使得第i工位处于工作状态后,执行步骤s81。
[0063]
s83、令i=i 1,判断是否满足i>n,若成立则令b=1后执行步骤s10,若不成立则令b=0后执行步骤s10。
[0064]
s9、通过所述第一监测装置对加热焊缝的温度进行监测。
[0065]
s91、所述第一监测装置通过测温摄像头对加热焊缝的温度t0进行监测;
[0066]
s92、判断是否满足t0≥t
h
,其中t
h
表示焊缝热处理温度,若成立则令a=1后执行步骤s10,若不成立则令a=0后执行步骤s10。
[0067]
步骤s8和步骤s9同时进行。
[0068]
s10、判断a、b值,分情况讨论:
[0069]
s101、判断是否满足a=0,b=0,若成立则执行步骤s8,若不成立则执行步骤s102。
[0070]
s102、判断是否满足a=0,b=1,若成立则执行步骤s7,若不成立则执行步骤s103。
[0071]
s103、判断是否满足a=1,b=0,若成立则关闭主感应电源,主线圈停止工作后执行步骤s8,若不成立则待处理钢板加热完成。
[0072]
本发明提供的钢板焊缝热处理加热装置,设置有主线圈与副线圈装置,在使用主线圈对焊缝进行加热的同时,使用副线圈装置对焊缝其他区域进行温度梯度调节,有效地避免了在热处理过程中由于温度不均匀造成的热应力较大而导致焊缝周围非热处理区域出现裂纹的现象,极大地改善了待处理钢板焊缝热处理质量;提供的一种钢板焊缝热处理加热方法,不再以最终的加热温度为单一控制对象,而是引入了在线的热应力监测,并以热应力为控制对象,实现了对加热过程中温度的实时调控,使得焊缝热处理加热过程的温度控制更加精确。
[0073]
以上所述的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

