1.本发明涉及一种成形面连接件和制造该成形面连接件的方法,该成形面连接件在板状的基座部的第1面具有多个卡合元件,并且,在基座部的第2面固定有背面构件。
背景技术:
2.汽车、火车的座位用座椅、各种沙发、办公用椅等有时是使由纤维制布帛、天然皮革或合成皮革等构成的蒙皮材料蒙盖于使用发泡性树脂而成形成预定的形状的缓冲体(发泡体)的表面而构成的。例如在将缓冲体成形成所期望的形状之后,在使蒙皮材料蒙在所获得的缓冲体的表面而固定的情况下,作为固定缓冲体的表面和蒙皮材料的背面的手段,组合利用了具有多个钩状的卡合元件的雄型的面连接件和具有可与钩状卡合元件卡合的多个圈扣部的雌型的面连接件。
3.一般而言,成形热塑性树脂而获得的面连接件(成形面连接件)具有板状的基座部(基材部)和竖立设置于基座部的一个表面的多个钩状的雄型卡合元件。在制造在表面一体地安装有这样的成形面连接件的缓冲体的情况下,首先,进行如下作业:将成形面连接件保持于模具的模腔面的预定位置,之后,在安放有成形面连接件的模具内进行缓冲体的发泡成形。由此,能够制造以使钩状的卡合元件暴露着的状态固定有成形面连接件的缓冲体。
4.在成形面连接件如上述那样安装于缓冲体的情况下,为了提高成形面连接件相对于缓冲体的固着强度,在例如日本特开平9
‑
308509号公报(专利文献1)、美国专利申请公开第2017/0245602号说明书(专利文献2)中记载有将纤维织物、无纺布等背面构件与成形面连接件的第2面(背面)接合的技术。
5.如图13所示,在例如专利文献1中记载有利用接合部103在基座部101的第2面局部地接合有背面构件102的成形面连接件100。通过如此地仅利用接合部103局部地进行背面构件102的接合,能够确保成形面连接件100的柔软性,并且,使基座部101难以产生龟裂。
6.另外,如图14所示,在专利文献2中记载有背面构件112与基座部111的第2面局部地接合、并且在基座部111的第2面与背面构件112之间形成有空间部113的成形面连接件110。在这样的专利文献2的成形面连接件110中,缓冲体的一部分被导入在基座部111与背面构件112之间设置的空间部113,从而强化成形面连接件110与缓冲体的安装。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开平9
‑
308509号公报
10.专利文献2:美国专利申请公开第2017/0245602号说明书
技术实现要素:
11.发明要解决的问题
12.不过,在专利文献1、专利文献2所记载的成形面连接件中,利用局部的接合部在成形面连接件的基座部安装有背面构件,因此,相较于例如背面构件与基座部的整个第2面接
合的情况,基座部与背面构件的接合区域变小。因此,在例如使蒙皮材料蒙在一体化有成形面连接件的缓冲体而使蒙皮材料的圈扣部与成形面连接件卡合起来的情况下,在由于蒙皮材料的张力等而成形面连接件被拉拽了时,成形面连接件的背面构件从基座部剥离,其结果,成形面连接件自身也有可能从缓冲体剥离。
13.本发明是鉴于上述问题而做成的,其目的在于提供一种成形面连接件和制造该成形面连接件的制造方法,该成形面连接件通过背面构件更牢固地固定于基座部,从而能够更稳定地维持背面构件相对于基座部的固定状态。
14.用于解决问题的方案
15.为了达成上述目的,由本发明提供的成形面连接件具有合成树脂制的连接件构件和相对于所述连接件构件独立地形成的背面构件,所述连接件构件具有:板状的基座部,其具备第1面和第2面;和多个卡合元件,其设置于所述基座部的所述第1面,所述背面构件固定于所述基座部的所述第2面,该成形面连接件的最主要的特征在于,所述背面构件具有所述合成树脂能够从所述背面构件的第1面向第2面穿过的构造或所述合成树脂能够进入所述背面构件的内部的构造,所述基座部具有:第1基座区域,其具有预定的厚度;和第2基座区域,其厚度形成得比所述第1基座区域的厚度厚,所述背面构件固定于所述基座部的至少所述第2基座区域。
16.在本发明的成形面连接件中,优选的是,所述第2基座区域的厚度方向上的尺寸设定得比所述卡合元件的从所述基座部的所述第1面起算的厚度方向上的尺寸小。
17.在本发明的成形面连接件中,优选的是,所述背面构件相对于所述第1基座区域以非固定状态保持。
18.另外,优选的是,所述第2基座区域沿着所述基座部的长度方向具有一定的厚度。
19.此外,也可以是,在所述第2基座区域设置有凹部和凸部中的至少一者。
20.在本发明的成形面连接件中,优选的是,所述连接件构件具有沿着所述基座部的长度方向竖立设置的左右的外壁部,左右的所述外壁部配置于比形成有多个所述卡合元件的区域靠宽度方向的外侧的位置,所述第2基座区域在所述基座部的宽度方向上形成于比左右的所述外壁部靠外侧的区域。
21.接着,由本发明提供的成形面连接件的制造方法是使用成形装置来制造成形面连接件的制造方法,该成形装置具有向一方向旋转的模具轮和向所述模具轮供给熔融的合成树脂的喷嘴部,该成形面连接件具有合成树脂制的连接件构件和相对于所述连接件构件独立地形成的背面构件,所述连接件构件具有:板状的基座部,其具备第1面和第2面;和多个卡合元件,其设置于所述基座部的所述第1面,所述背面构件固定于所述基座部的所述第2面,该成形面连接件的制造方法的最主要的特征在于,该成形面连接件的制造方法包括如下步骤:利用旋转的所述模具轮的外周面部对形成有具有预定的厚度的第1基座区域的基座部和所述卡合元件进行成形;对沿着长度方向连续地突出设置于所述基座部的第2面的固定用突出部进行成形;向所述基座部的所述第2面供给所述背面构件;以及使用以与所述模具轮隔开预定的间隔的方式配置的压接辊,一边将所述背面构件朝向所述基座部压靠,一边按压所述固定用突出部的至少一部分,由此形成厚度形成得比所述第1基座区域的厚度厚的第2基座区域,并且,将所述背面构件固定于所述第2基座区域。
22.在这样的成形面连接件的制造方法中,优选的是,所述喷嘴部具有:轮相对面,其
以相对于所述模具轮的外周面设置有预定的间隔的方式配置,并且在该轮相对面与所述模具轮的外周面之间形成所述基座部;和至少1个凹槽部,其凹设到所述轮相对面,通过使所述合成树脂流入所述凹槽部,形成所述固定用突出部。
23.另外,在本发明中,优选的是,所述压接辊利用平坦地形成的外周面按压所述固定用突出部。
24.此外,也可以是,所述压接辊利用形成有凹部和凸部中的至少一者的外周面按压所述固定用突出部。
25.发明的效果
26.本发明的成形面连接件具有:连接件构件,其是对合成树脂进行成形而获得的;和背面构件,其相对于连接件构件独立地预先形成,并具备挠性。连接件构件具有:较薄的板状的基座部,其具备朝向表背方向上的彼此相反侧的第1面和第2面;和多个钩状卡合元件,其竖立设置于基座部的第1面。
27.在观察与连接件构件的长度方向正交的截面时,连接件构件的基座部具有:第1基座区域,其以预定的厚度形成于基座部的宽度方向上的一定的范围内;和第2基座区域,其配置于宽度方向上的与第1基座区域不同的范围内,并且,形成得比第1基座区域厚,在第1基座区域与第2基座区域之间设置有台阶。在该情况下,第1基座区域在基座部的整个长度方向上连续地形成。
28.本发明的背面构件如网状材料等这样具有合成树脂可从背面构件的第1面向第2面穿过的构造、或无纺布等这样的合成树脂可从背面构件的第1面或第2面进入内部的构造。另外,该背面构件以背面构件的至少一部分被埋入于基座部的至少第2基座区域的方式固定,由此该背面构件被保持于基座部的第2面。在此,背面构件的一部分被埋入于第2基座区域包括:以从基座部的第2面看得见背面构件的状态将背面构件埋入的情况和以从基座部的第2面看不见背面构件的方式将背面构件埋入的情况。
29.只要是如上述那样在基座部的较厚的第2基座区域固着有背面构件的本发明的成形面连接件,与例如专利文献1和专利文献2所记载这样的以往的成形面连接件相比,能够增大背面构件相对于连接件构件的固着强度而将背面构件更牢固地保持于基座部。因而,即使例如背面构件以远离连接件构件的方式被拉拽,也能够使得背面构件难以从连接件构件的基座部剥离,相比以往的成形面连接件,能够更稳定地维持背面构件的固定状态。
30.在这样的本发明的成形面连接件中,第2基座区域的厚度尺寸(厚度方向上的尺寸)设定得比卡合元件的从基座部的第1面起算的厚度尺寸小,优选的是,设定得比卡合元件的从基座部的第1面起算的厚度尺寸的一半小。由此,能够一边抑制随着设置第2基座区域而产生的成形面连接件的材料成本的增大、柔软性降低的问题,一边有效地增大背面构件相对于连接件构件的固着强度。
31.本发明中的背面构件相对于第1基座区域以非固定状态保持。如此地未将背面构件固着于第1基座区域,能够恰当地确保成形面连接件的柔软性。特别是在该情况下,优选的是,背面构件以与第1基座区域分开的方式配置,从而在背面构件与第1基座区域之间设置有间隙。由此,当在缓冲体的发泡成形工序中使成形面连接件与缓冲体一体化时,可使缓冲体的发泡树脂的一部分进入背面构件与第1基座区域之间,其结果,能够增大成形面连接件相对于缓冲体的固着强度。此外,在本发明中,也可以是,背面构件相对于第1基座区域局
部地或整体地固定。
32.另外,在本发明中,基座部的第2基座区域沿着基座部的长度方向具有一定的厚度(从基座部的第1面到第2面的厚度方向上的尺寸)。由此,能够将背面构件沿着长度方向稳定地固定于基座部,另外,能够在背面构件与第1基座区域之间稳定地设置上述那样的间隙。
33.此外,在本发明中,也可以是,在基座部的第2基座区域中设置有凹部和凸部中的至少一者。在该情况下,在基座部的第2基座区域中,例如既可以在基座部的长度方向上以一定的间隔形成有凹部或凸部,另外,也可以在基座部的长度方向上交替地形成有凹部和凸部。
34.通过如此地凹部和凸部中的至少一者形成于第2基座区域,在第2基座区域的厚度在基座部的长度方向上变化的情况下,背面构件固定于该第2基座区域,从而能够较大地确保第2基座区域与背面构件的固定面积,或者将背面构件的一部分埋入第2基座区域的基座部内。因此,能够更有效地提高背面构件相对于连接件构件的固着强度。另外,与例如第2基座区域沿着长度方向具有一定的厚度尺寸的情况相比,只要是第2基座区域具有凹部和凸部中的至少一者而第2基座区域的厚度在长度方向上变化的成形面连接件,就能够提高成形面连接件的柔软性。
35.而且在本发明中,连接件构件具有沿着基座部的长度方向竖立设置的左右的外壁部,左右的外壁部配置于比形成有多个卡合元件的区域靠宽度方向的外侧的位置。在该情况下,优选的是,基座部的第2基座区域在基座部的宽度方向上形成于比左右的外壁部靠外侧的区域。
36.由此,于在宽度方向上配置于左右的外壁部间的内侧区域中,能够将在背面构件与第1基座区域之间形成的间隙确保得较宽,因此,能够更有效地增大成形面连接件相对于上述的缓冲体的固着强度、尤其是在成形面连接件中形成有多个卡合元件的区域中的固着强度,其结果,可使蒙皮材料更稳定地与缓冲体卡合。
37.另外,通过第2基座区域形成于上述区域,能够抑制成形面连接件的柔软性由于第2基座区域的影响而降低。而且,在对设置到成形面连接件的左右的外壁部进行使用例如上下一对辊而使外壁部的上端面平坦化的平坦化加工(或按压外壁部的上端部的按压加工)的情况下,减小第2基座区域对平坦化加工(或按压加工)的加工精度带来的影响,能够将左右的外壁部稳定地成形成预定的形状和大小。
38.接着,本发明的成形面连接件的制造方法是使用成形装置来制造成形面连接件的方法,该成形装置具有向一方向旋转的模具轮和向模具轮供给熔融的合成树脂的喷嘴部,该成形面连接件具有:合成树脂制的连接件构件,其在板状的基座部竖立设置有多个卡合元件;和背面构件,其固定于该连接件构件的基座部,在该成形面连接件的制造方法中,首先,通过使熔融的合成树脂从喷嘴部流出,在旋转的模具轮的外周面部对形成有具有预定的厚度的第1基座区域的基座部和卡合元件进行成形。另外,对沿着长度方向连续地突出设置于基座部的第2面的固定用突出部进行成形。而且,在本发明的制造方法中,向所成形的基座部的第2面供给背面构件。此外,在向基座部供给背面构件之际,该基座部的第2面既可以是成形有固定用突出部的状态,或者,也可以是固定用突出部要成形之前的状态。
39.接下来,使用以与模具轮隔开预定的间隔的方式配置的压接辊,一边将背面构件
朝向基座部压靠,一边按压固定用突出部的至少一部分,使固定用突出部延伸,以使该固定用突出部变薄而形成第2基座区域,并且,以背面构件的至少一部分埋入于该第2基座区域的方式将背面构件固定于该第2基座区域中。此时,第2基座区域形成得比第1基座区域厚。
40.根据这样的本发明的制造方法,能够在连接件构件的基座部稳定地形成具有预定的厚度的第1基座区域和形成得比第1基座区域厚的第2基座区域,并且,能够将背面构件可靠地固着于基座部的第2基座区域,因此,能够稳定地制造上述那样的在基座部牢固地保持有背面构件的本发明的成形面连接件。
41.在上述那样的本发明的制造方法中,喷嘴部具有:轮相对面,其以相对于模具轮的外周面设置有预定的间隔的方式配置;和至少1个凹槽部,其凹设到轮相对面,在模具轮的外周面与喷嘴部的轮相对面之间成形基座部,并且,通过使合成树脂流入喷嘴部的凹槽部并填充该喷嘴部的凹槽部而形成固定用突出部。
42.由此,能够在背面构件的固定前稳定地制作具有基座部、多个卡合元件以及突出设置于基座部的第2面的固定用突出部的一次连接件构件(临时连接件构件)。另外,通过进行在以往所使用的成形装置的喷嘴部设置凹槽部这样的简单的改良,可进行一次连接件构件的制作,可抑制与改良相伴的设备成本的增大。
43.在本发明中,压接辊利用平坦地形成的外周面按压固定用突出部。由此,能够容易地制造基座部的第2基座区域沿着基座部的长度方向具有一定的厚度的成形面连接件。
44.另外,也可以是,压接辊利用通过实施凹槽加工、压花加工等这样的凹凸的加工而形成有凹部和凸部中的至少一者的外周面按压固定用突出部。由此,能够容易地制造在基座部的第2基座区域设置有凹部和凸部中的至少一者的成形面连接件。
附图说明
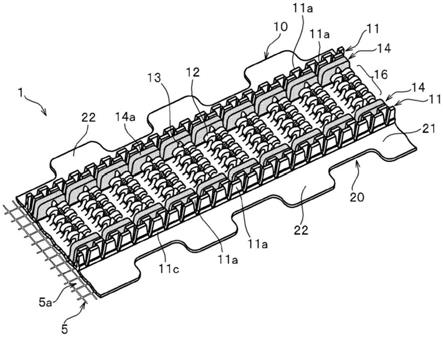
45.图1是表示本发明的实施例1的成形面连接件的立体图。
46.图2是表示图1所示的成形面连接件的与长度方向正交的截面的剖视图。
47.图3是从下方侧观察图1所示的成形面连接件的仰视图。
48.图4是示意性地表示成形面连接件的制造装置的示意图。
49.图5是示意性地表示配置于制造装置的喷嘴部的示意图。
50.图6是表示由制造装置形成的固定背面构件之前的一次连接件构件的剖视图。
51.图7是从下方侧观察图6所示的一次连接件构件的仰视图。
52.图8是表示本发明的实施例2的成形面连接件的仰视图。
53.图9是表示本发明的实施例3的成形面连接件的仰视图。
54.图10是图9所示的x
‑
x线处的剖视图。
55.图11是示意性地表示变形例的制造装置的示意图。
56.图12是示意性地表示另一变形例的制造装置的示意图。
57.图13是表示以往的成形面连接件的立体图。
58.图14是表示以往的另一成形面连接件的侧视图。
具体实施方式
59.以下,一边列举实施例并参照附图,一边详细地说明本发明的优选的实施方式。此
外,本发明完全不被以下说明的实施方式所限定,只要具有与本发明的结构实质上相同的结构、且起到同样的作用效果,就可进行多样的变更。例如,在本发明中,成形面连接件的长度尺寸和宽度尺寸、以及设置于成形面连接件的卡合元件的个数、配设位置、及形成密度等并没有特别限定,可任意地变更。
60.实施例1
61.图1是表示本实施例1的成形面连接件的立体图。图2和图3是该成形面连接件的剖视图和仰视图。其中,在图3、后述的图8和图9中,为了使本发明的特征易于理解,以虚线表示背面构件中的要埋入于连接件构件的基座部的部分。此外,在实际所制造的成形面连接件中,即使背面构件被埋入于连接件构件的基座部,有时也能够视觉辨认。
62.另外,在以下的说明中,成形面连接件的前后方向是指如后述那样较长地成形的成形面连接件的长度方向(特别是基座部的长度方向),且是在成形面连接件的成形工序中沿着成形面连接件所连续地成形的机械方向(md)的方向。
63.左右方向是指,与长度方向正交、且沿着成形面连接件的基座部的上表面(或下表面)的宽度方向。在该情况下,左右方向和宽度方向也能够称为与机械方向(md)正交的正交方向(cd)。上下方向(厚度方向)是指,与长度方向正交、且与成形面连接件的基座部的上表面(或下表面)正交的高度方向,尤其是,将基材部的要形成卡合元件的那一侧的方向设为上方,将其相反侧的方向设为下方。
64.本实施例1的成形面连接件1具有在前后方向上形成得较长的合成树脂制的连接件构件10和局部地固定并保持于连接件构件10的第2面(下表面)的背面构件5。该成形面连接件1使用图4所示的后述的制造装置40来制造,在沿着制造装置40的输送路径的机械方向(md)上形成得较长。
65.成形面连接件1中的连接件构件10具有:较薄的板状的基座部20,其在前后方向上较长地形成;左右的外壁部11,其竖立设置于基座部20的左右侧缘部;多个钩状的雄型卡合元件12,其配置于左右的外壁部11之间;横壁部13,其沿着左右方向配置;以及左右的磁性壁部14,其以与左右的外壁部11相邻的方式配置于该左右的外壁部11的内侧,并且含有磁性颗粒。
66.在该情况下,连接件构件10是通过使实质上不含有磁性颗粒的第1合成树脂和以一定的比例含有磁性颗粒的第2合成树脂分别熔融并一体化而形成的。在本发明中,第1合成树脂和第2合成树脂的材质并没有特别限定,对于第1合成树脂,例如能够采用聚酰胺树脂、聚酯树脂、聚丙烯树脂、pvc树脂、abs树脂、聚乙烯树脂、或它们的共聚物等热塑性树脂。
67.另外,第2合成树脂是使聚酰胺树脂、聚酯树脂、聚丙烯树脂、pvc树脂、abs树脂、聚乙烯树脂、或它们的共聚物等热塑性树脂以预定的比例含有(混入有)由铁、钴、镍等的合金构成的磁性颗粒而形成的。在本发明中,磁性颗粒是指,在施加磁场时产生磁的颗粒,磁性颗粒的材质只要是被磁体磁性吸引的材料,就没有特别限定。另外,也能够任意地变更磁性颗粒的各粒径、平均粒径的大小。
68.此外,在本实施例1的图1和图2中,对于连接件构件10的含有磁性颗粒的部分,标注灰色来表示。另外,在实际所制造的成形面连接件1中,通过使合成树脂含有颜料等,能够使由合成树脂形成的部分着色成所期望的颜色(例如绿色)。
69.连接件构件10的基座部20具有:基座主体部21,其支承左右的外壁部11和多个卡
合元件12;和多个翅片部22,其从基座主体部21的左右侧缘部朝向宽度方向的外侧呈舌片状延伸。左右的翅片部22在基座部20的长度方向上交替地配置。
70.这样的翅片部22是在进行了缓冲体的发泡成形时被埋设于该缓冲体的内部的部分,是为了提高成形面连接件1相对于缓冲体的固着强度而设置的。此外,在本发明中,翅片部的形状、大小、设置图案等并没有特别限定。另外,也可以不设置翅片部而形成连接件构件。
71.在本实施例1的基座部20的第1面(上表面)竖立设置有左右的外壁部11、多个卡合元件12、左右的磁性壁部14以及多个横壁部13,并且,在各磁性壁部14的左右两侧沿着长度方向凹设有凹槽部15。
72.另外,本实施例1的基座部20具有:第1基座区域26,在该第1基座区域26,基座部20的第1面(上表面)与第2面(下表面)之间的厚度尺寸以预定的大小形成;和左右的第2基座区域27,在左右的第2基座区域27,基座部20的上表面与下表面之间的厚度尺寸以比第1基座区域26的厚度尺寸大的预定的大小形成,并且在左右的第2基座区域27固定有背面构件5。
73.在该情况下,第1基座区域26的上表面和第2基座区域27的上表面在连接件构件10中设置于相同的高度位置(上下方向上的位置)。另一方面,在第1基座区域26的下表面与第2基座区域27的下表面之间设置有台阶28。其中,基座部20的上表面是指在基座部20中连接件构件10的未形成上述的外壁部11、卡合元件12、磁性壁部14、横壁部13以及凹槽部15的部分的向上方暴露的表面(尤其是,平坦的表面)。
74.另外,在基座部20的下表面(尤其是,第1基座区域26的下表面),有时局部地产生由于合成树脂的收缩而产生的收缩(凹坑),这样的收缩极小。因此,在本发明中,在基座部产生由收缩导致的收缩的情况下,由该收缩引起的基座部20的厚度尺寸的变化包含于误差的范围内。
75.即,在例如在第1基座区域26的下表面产生收缩而下表面的一部分局部地较小地凹陷的情况下,在本发明中也不会将该收缩认作凹部,第1基座区域26的下表面包括产生有收缩的部分在内地视作平坦面。此外,当在第1基座区域26的下表面产生收缩的情况下,第1基座区域26的下表面与第2基座区域27的下表面之间的台阶28在厚度方向(上下方向)上设置得比收缩的深度大。
76.基座部20的第1基座区域26以被左右的第2基座区域27夹着的方式配置于基座部20的宽度方向上的中央部分。在该情况下,连接件构件10的宽度方向上的第1基座区域26与第2基座区域27之间的分界位置(即,台阶28的位置)在连接件构件10宽度方向(左右方向)上与左右的外壁部11中的朝向宽度方向的外侧的外侧面的位置相对应地设定。即,基座部20的第1基座区域26在连接件构件10的宽度方向上连续地形成于从左侧的外壁部11的外侧面的位置到右侧的外壁部11的外侧面的位置的范围内。
77.通过在上述那样的范围设置有形成为薄壁的第1基座区域26,能够易于确保连接件构件10的恰当的柔软性。另外,在使成形面连接件1与缓冲体一体化了时,如后述那样,在卡合元件12的形成区域(即,成形面连接件1的卡合区域16)的第2面侧,能够利用发泡树脂的进入来提高成形面连接件1与缓冲体的固着强度。因此,能够使缓冲体中的卡合元件12的形成区域(卡合区域16)的位置稳定。其结果,在使蒙皮材料蒙在发泡成形而成的缓冲体而
使蒙皮材料的圈扣部与卡合元件12卡合了时,能够将蒙皮材料稳定地固着在缓冲体的预定的位置。
78.另外,左右的第2基座区域27在连接件构件10的宽度方向上在比左右的外壁部11的外侧面的位置靠外侧的范围内遍及该外侧的范围的整体地形成。由此,背面构件5在连接件构件10的左右侧缘部处被可靠地固定,能够使保持到连接件构件10的背面构件5不易产生松弛。此外,在本发明中,左右的第2基座区域27也可以仅形成于比左右的外壁部11靠外侧的范围的一部分。
79.而且,在例如后述这样的成形面连接件1的制造工序中,在将背面构件5固定到成形而成的连接件构件10之后,存在使用上下成对的辊(后述的上侧夹持辊45a和下侧夹持辊45b)而对连接件构件10的左右的外壁部11进行平坦化加工的情况。在该情况下,在制造工序的平坦化加工中,能够防止由于第1基座区域26与第2基座区域27之间的厚度之差(台阶28的厚度尺寸)而外壁部11被局部地较强地按压的情况、使卡合元件12、磁性壁部14以及横壁部13变形的情况,能够以预定的形状和大小稳定地形成这些部分。
80.在本实施例1中,基座部20的第1基座区域26和第2基座区域27分别具有一定的厚度尺寸,且沿着基座部20的长度方向连续地形成。另外,如图2所示,背面构件5未固定于第1基座区域26,其以暴露着的状态保持于成形面连接件1的下表面侧。
81.特别是在本实施例1的情况下,背面构件5以与第1基座区域26分开的方式配置,在第1基座区域26的下表面与背面构件5之间沿着前后方向连续地形成有较小的间隙29。此外,在本发明中,背面构件5也可以局部地或整体地固定于第1基座区域26的下表面。
82.在第2基座区域27中,背面构件5以埋入到基座部20内的状态进行固定。此外,第2基座区域2中的背面构件5虽然埋入于基座部20,但未被基座部20的合成树脂遮盖,因此,背面构件5被以可在仰视成形面连接件1时视觉辨认到该背面构件5的方式固定。
83.在该情况下,如图2所示,第2基座区域27的厚度尺寸(第2基座区域27的从第1面到第2面的厚度方向上的尺寸)t1设定成第1基座区域26的厚度尺寸的1.1倍以上,优选设定成1.3倍以上。另外,第2基座区域27的厚度尺寸t1设定得比卡合元件12的从基座部20的第1面起算的厚度尺寸小,优选的是,设定得比卡合元件12的从基座部20的第1面起算的厚度尺寸的一半小。
84.此外,对于第1基座区域26和第2基座区域27各自的厚度尺寸,能够根据成形面连接件1的用途、固定于连接件构件10的背面构件5的材质、厚度等而任意地选择。例如在本实施例1的成形面连接件1中,第1基座区域26的具体的厚度尺寸设定成0.1mm以上且2.5mm以下,特别优选设定成0.15mm以上且1.0mm以下。第2基座区域27的具体的厚度尺寸处于0.15mm以上且3.0mm以下的范围内,特别优选处于0.2mm以上且2.5mm以下的范围内,并且,厚度形成得比第1基座区域26的厚度厚。
85.第1基座区域26的厚度尺寸如上述那样是0.1mm以上,从而能够恰当地确保连接件构件10的强度。另外,第2基座区域27的厚度尺寸是0.15mm以上,从而能够将背面构件5可靠地固定于第2基座区域27而提高背面构件5相对于连接件构件10的固着强度。另一方面,第1基座区域26的厚度尺寸是2.5mm以下,另外,第2基座区域27的厚度尺寸是3.0mm以下,从而能够恰当地确保成形面连接件1的柔软性,并且,能够抑制材料成本的增大。
86.而且,优选的是,基座部20形成为第1基座区域26的厚度尺寸与第2基座区域27的
厚度尺寸之差(第1基座区域26与第2基座区域27之间的台阶28的大小)比背面构件5的厚度尺寸(尤其是,背面构件5的最大厚度尺寸)大。由此,能够易于将背面构件5以非固着状态保持于基座部20的第1基座区域26。与此同时,能够在固定到基座部20的背面构件5与基座部20的第1基座区域26的下表面之间容易地设置上述那样的间隙29。例如在本实施例1的情况下,优选的是,第1基座区域26与第2基座区域27之间的台阶28是0.05mm以上且2.5mm以下。
87.连接件构件10的左右的外壁部11沿着前后方向设置于基座部20中的从翅片部22的基端位置(基座主体部21的左右侧缘的位置)起到进一步向内进入的部分。左右的外壁部11设置为在缓冲体的发泡成形时防止发泡树脂从宽度方向的外侧进入配置有多个卡合元件12的卡合区域16内的树脂进入防止壁部。
88.本实施例1中的左右的各外壁部11分别具有:两列纵壁列11a,其在长度方向上平行地形成;连结壁部11b,其将这两列纵壁列11a的分割纵壁部之间连结;以及加强部11c,其设置于被配置于宽度方向的外侧的纵壁列11a的外壁面侧。各纵壁列11a分别具有沿着长度方向排列配置成一列、并且以预定的形成间距间歇地配置的多个分割纵壁部。形成两个纵壁列11a的多个分割纵壁部整体上配置成锯齿状。各分割纵壁部的上表面(顶端面)形成为与高度方向正交的平坦面。
89.纵壁列11a的各分割纵壁部和各连结壁部11b的从基座部20的上表面起算的高度尺寸(上下方向上的尺寸)设定成与卡合元件12的从基座部20的上表面起算的高度尺寸的最大值相同的大小,另外,设定成与磁性壁部14的从基座部20的上表面到磁性壁部14的上表面的高度尺寸相同的大小。
90.在连接件构件10形成的多个卡合元件12以在其与蒙在缓冲体的蒙皮材料之间获得预定的结合力(卡合力)的方式在长度方向和宽度方向上以预定的形成间距竖立设置。特别是在本实施例1的情况下,卡合元件12沿着长度方向以预定的形成间距排列配置成一列,并且,该卡合元件12的纵列在宽度方向上排列配置成4列。
91.在本实施例1中,将配置有这样的多个卡合元件12的左右的磁性壁部14之间的区域规定为卡合区域16。此外,在本发明中,卡合元件12的配置图案并没有特别限定。例如也可以通过将多个卡合元件12以锯齿状等预定的配置图案排列在左右的磁性壁部14之间、或随机地配置等而形成卡合区域16。另外,各卡合元件12的形状和尺寸也并没有特别限定,能够任意地变更。
92.连接件构件10的横壁部13以与该卡合元件12连续的方式一体地形成于各卡合元件12的左右两侧。另外,本实施例1的横壁部13具有:第1横壁部,其沿着宽度方向设置于在宽度方向上彼此相邻的卡合元件12之间,并且具有较小的宽度尺寸(宽度方向上的尺寸);和第2横壁部,其从与磁性壁部14相邻的卡合元件12沿着宽度方向朝向磁性壁部14设置,并且具有比第1横壁部的宽度尺寸大的宽度尺寸。另外,在彼此相邻地配置的两个第1横壁部之间设置有使两者的下端部彼此连结的加强横壁部和在加强横壁部的上方形成的狭缝(空间部)。
93.横壁部13的从基座部20的上表面起算的高度尺寸设定成与卡合元件12的从基座部20的上表面起算的高度尺寸的最大值相同的大小,另外,设定成与外壁部11的从基座部20的上表面起算的高度尺寸相同的大小。因而,在使成形面连接件1如后述那样与模具的模腔面密合了时,能够防止缓冲体的发泡树脂超过外壁部11而从宽度方向进入卡合区域16。
另外,同时,也能够防止发泡树脂越过横壁部13和卡合元件12而从长度方向进入卡合区域16。此外,本发明中的外壁部11、卡合元件12以及横壁部13的形态并不限定于在本实施例1中说明的形态,只要能够防止发泡树脂的进入,就也可以采用其他形态。
94.左右的各磁性壁部14在连接件构件10的宽度方向上配置于外壁部11与卡合区域16之间,并且沿着长度方向呈直线地设置。另外,左右的各磁性壁部14分别具有沿着长度方向间歇地配置并且在侧视时呈大致梯形形状的多个磁性壁体14a。各磁性壁体14a含有上述那样的磁性颗粒。而且,在各磁性壁部14的左右两侧以与磁性壁部14相邻的方式在基座部20的上表面部配置有沿着长度方向呈直线地且连续地凹设而成的左右一对凹槽部15。此外,在本发明中,替代形成上述那样的含有磁性颗粒的磁性壁部14,例如也能够通过将含有铁等的粉末或颗粒的单丝等这样的磁性构件固定于预定的位置而形成成形面连接件,由此,能够利用磁体的磁力而使该成形面连接件吸附于后述这样的缓冲体成形用的模具的连接件保持部。
95.本实施例1的固定于连接件构件10的背面构件5由合成纤维呈格子状配置的、具有挠性的网状材料(网状的坯料)5形成,该网状材料5自身柔软而可容易地弯曲。在该情况下,网状材料5的厚度(网状材料5的从一个表面(第1面)到另一个表面(第2面)的尺寸)并没有特别限定,在本实施例1的情况下,网状材料5的厚度优选是0.05mm以上且2.5mm以下。或者,网状材料5的厚度优选比基座部20的厚度小。
96.另外,在网状材料5的格子状的合成纤维之间形成有在连接件构件10的成形时可供形成连接件构件10的合成树脂以熔融的状态从网状材料5的第1面向第2面流通的开口(空隙)5a。而且,网状材料5形成为在缓冲体的发泡成形时发泡树脂可经由所述开口(空隙)5a穿过网状材料5。
97.此外,在本实施例1中,网状材料5的材质、构造、开口(空隙)的大小等并没有特别限定,只要熔融的合成树脂、发泡树脂可在内部穿过,就能够选择任意的网状材料。
98.本实施例1的网状材料(背面构件)5如上所述固定于基座部20的第2基座区域27,并且以相对于基座部20的第1基座区域26形成有间隙29的方式分开而保持。另外,形成第2基座区域27的合成树脂进入在网状材料5的合成纤维之间形成的开口5a而封堵该开口5a。在该情况下,充满开口5a内的合成树脂的第2面和网状材料5的合成纤维所形成的第2面形成为连续的单一平坦面。
99.此外,在本发明中,固定于连接件构件10的背面构件5只要具有形成连接件构件10的合成树脂能以熔融的状态从第1面向第2面穿过的构造、或者形成连接件构件10的合成树脂能以熔融的状态从第1面或第2面进入其内部的构造,并且具备挠性即可。
100.因此,作为本发明的背面构件5,除了上述那样的网状材料5之外,例如也可使用具有上述那样的构造的纤维织物、纤维编物、无纺布、合成树脂制膜等。特别是在背面构件5使用无纺布的情况下,优选的是,有意地在该无纺布设置有较厚的部分和较薄的部分、有意地在该无纺布设置有可供熔融的合成树脂、发泡树脂穿过的开口(空隙)。
101.具备上述那样的结构的本实施例1的成形面连接件1例如使用图4和图5所示的制造装置40来制造。
102.本实施例1的制造装置40具有图4所示的成形装置41和配置于成形装置41的下游侧的未图示的切断装置。
103.本实施例1的成形装置41具有:模具轮42,其向一方向(在附图中是逆时针方向)驱动旋转;喷嘴部43,其与模具轮42的外周面相对配置,将熔融的第1合成树脂和第2合成树脂分别独立地连续供给;未图示的背面构件供给部,其在比喷嘴部43靠模具轮42的旋转方向的下游侧(机械方向的前方侧)的位置处向模具轮42的外周面连续地供给背面构件5;压接辊44,其一边将背面构件5朝向后述的一次连接件构件30压靠一边按压一次连接件构件30的固定用突出部31;以及拾取辊45,其配置于比压接辊44靠模具轮42的旋转方向的下游侧的位置。
104.成形装置41的模具轮42形成为圆柱状,该模具轮42虽然省略图示,但具有:多个层叠板,其形成为具有所需的厚度的环状或圈状的形状;和旋转轴部,其贯穿于重叠起来的多个层叠板的中央开口部,并且将层叠板固定。
105.另外,使用放电加工、激光加工、蚀刻加工等以往公知的技术而在模具轮42的外周面部(即,层叠板的外周缘部)形成有用于对成形面连接件1的外壁部11、卡合元件12、横壁部13以及磁性壁部14进行成形的省略图示的成形用模腔。
106.在该情况下,形成模具轮42的层叠板具有:多个第1层叠板,其径向上的尺寸具有一定的大小;和4张第2层叠板,其具有比第1层叠板的径向上的尺寸大的径向上的尺寸,且是用于在连接件构件10形成凹槽部15。
107.而且,虽然省略图示,但本实施例1的模具轮42为了高效地冷却利用其外周面部成形的连接件构件10而形成为能够使冷却液在模具轮42的内部流通。另外,在模具轮42的下部配置有使该模具轮42的下半部浸渍的未图示的冷却液槽。
108.如图4所示,在喷嘴部43内形成有:第1流路43a,其使实质上不含有磁性颗粒的第1合成树脂以熔融的状态流通;和第2流路43b,其使以一定的含有浓度含有磁性颗粒的第2合成树脂以熔融的状态流通。
109.另外,如图4和图5所示,喷嘴部43具有:轮相对面(基座形成面)43c,其与模具轮42相对配置,并且形成连接件构件10中的基座部20的第2面;多个第1供给口43d,其设置于轮相对面43c,并且使熔融状态的第1合成树脂流出;多个第2供给口43e,其设置于轮相对面43c,并且使熔融状态的第2合成树脂流出;以及两个成形用凹槽部43f,其沿着机械方向(md)凹设于轮相对面43c。
110.喷嘴部43的轮相对面43c以在其与模具轮42的弯曲着的外周面之间形成与连接件构件10中的上述第1基座区域26的厚度尺寸相对应的一定的间隔的方式形成为没有凹凸的(或凹凸较小的)平滑的弯曲面。第1供给口43d和第2供给口43e分别呈圆形或椭圆形在轮相对面43c开口,并且与设置到喷嘴部43内的第1流路43a和第2流路43b分别连通。
111.左右的各成形用凹槽部43f从第1供给口43d起沿着机械方向呈直线地连续地形成于轮相对面43c。各成形用凹槽部43f形成为与机械方向正交的截面呈大致u字状的外形。在该情况下,成形用凹槽部43f的上述截面的面积在所制造的连接件构件10中与由第1基座区域26的厚度尺寸与第2基座区域27的厚度尺寸之差同左侧或右侧的第2基座区域27的宽度方向上的尺寸的最大值之积表示的面积大致相同。
112.此外,在本发明中,对于喷嘴部43的第1供给口43d和第2供给口43e的位置、形状以及大小等,可根据所成形的成形面连接件的大小、形态等而任意地变更。另外,对于成形用凹槽部43f的位置、大小以及截面形状,能够根据设置于一次连接件构件的固定用突出部的
位置、大小、形状等而任意地变更。另外,成形用凹槽部43f也可以如本实施例1这样形成为与第1供给口43d直接连结。
113.压接辊44配置为在压接辊44的外周面与模具轮42的外周面之间形成与连接件构件10中的上述第2基座区域27的厚度尺寸相对应的一定的间隔。本实施例1的压接辊44的外周面(圆柱面)形成为没有凹凸的(或凹凸较小的)平滑的平坦状的弯曲面。
114.拾取辊45具有从上下夹持沿着模具轮42的外周面形成的成形面连接件1的上侧夹持辊45a和下侧夹持辊45b这一对辊。拾取辊45的上侧夹持辊45a和下侧夹持辊45b以隔开预定的间隔的方式相对配置。
115.该上侧夹持辊45a和下侧夹持辊45b分别以预定的速度向预定的方向旋转,从而能够将由模具轮42的外周面部成形出的成形面连接件1从模具轮42连续地剥离。另外,能够一边利用上侧夹持辊45a和下侧夹持辊45b夹持所剥离的该成形面连接件1一边向下游侧输送该成形面连接件1。
116.配置于成形装置41的下游侧的未图示的切断装置具有可在上下方向上升降的未图示的刀具部。在该切断装置中,通过使刀具部朝向输送来的成形面连接件1下降,能够冲裁成形面连接件1的一部分,由此,能够在成形面连接件1中的基座部20的左右侧缘部形成上述的左右的翅片部22。
117.在使用上述那样的制造装置40来制造本实施例1的成形面连接件1的情况下,首先,使熔融的第1合成树脂和第2合成树脂从喷嘴部43的第1供给口43d和第2供给口43e朝向模具轮42连续地流出。此时,向具有较大的径向上的尺寸的两个一组的第2层叠板之间供给第2合成树脂。通过如此地使第2合成树脂流入较大的第2层叠板之间,能够抑制第2合成树脂越过一组第2层叠板而漏出。
118.另外,通过从第1供给口43d和第2供给口43e供给熔融的第1合成树脂和第2合成树脂,一边使两种熔融的第1合成树脂和第2合成树脂在它们的分界部处混合,一边在模具轮42的外周面部成形出图6和图7所示那样的一次连接件构件(临时连接件构件)30。
119.该一次连接件构件30具有:基座部(一次基座部)20a,其在成形装置41的喷嘴部43与模具轮42之间被成形;和外壁部11、卡合元件12、横壁部13、磁性壁部14以及凹槽部15,其由在模具轮42的外周面部形成的各模腔成形。此时,在喷嘴部43与模具轮42之间被成形的基座部20a在基座部20a的整个宽度方向上的除了凹槽部15之外的部分具有一定的厚度尺寸(上下方向上的尺寸)。
120.另外,在该基座部20a形成有连接件构件10的第1基座区域26(即,具有预定的厚度的第1基座区域26),并且,在基座部20a的左右侧缘部的第2面设置有向下方突出的左右的固定用突出部31。
121.此时形成的左右的固定用突出部31分别由设置到喷嘴部43的左右的成形用凹槽部43f形成。在该情况下,左右的各固定用突出部31形成于在如后述那样利用压接辊44按压了固定用突出部31时可在上述那样的预定的范围内形成第2基座区域27的位置。另外,以将各固定用突出部31的与长度方向正交的截面的面积设为与由所制造的连接件构件10中的第1基座区域26的厚度尺寸与第2基座区域27的厚度尺寸之差同左侧或右侧的第2基座区域27的宽度方向上的尺寸的最大值之积表示的面积大致相同的大小的方式形成左右的各固定用突出部31。
122.例如在本实施例1中,左右的各固定用突出部31形成为固定用突出部31的从基座部20a的第2面起算的高度尺寸(高度方向上的尺寸)比卡合元件12的从基座部20a的第1面起算的高度尺寸的一半大、且比卡合元件12的从基座部20a的第1面起算的高度尺寸小。另外,左右的各固定用突出部31的宽度尺寸(左右方向或正交方向(cd)上的尺寸)的最大值比卡合元件12的宽度尺寸大、且比卡合元件12的宽度尺寸的3倍小。此外,对于固定用突出部31的位置、形状、宽度尺寸以及高度尺寸,能够根据所成形的第2基座区域27的厚度、范围等而任意地变更。
123.另外,在本实施例1中,在由模具轮42的外周面部成形的一次连接件构件30的基座部20a未形成连接件构件10所具备的左右的翅片部22,一次连接件构件30的基座部20a以基座部20a的左右侧端缘之间的宽度尺寸(左右方向上的尺寸)设为一定的大小的方式形成。
124.在本实施例1的制造方法中,如图4所示,一边利用模具轮42的外周面部成形上述那样的一次连接件构件30,一边从未图示的背面构件供给部朝向该一次连接件构件30中的基座部20的第2面供给背面构件(网状材料)5。此时,在本实施例1中,一边使从背面构件供给部供给来的背面构件5与旋转的压接辊44的外周面接触一边输送该背面构件5,在比喷嘴部43靠模具轮42的旋转方向的下游侧(机械方向的前方侧)的位置处将该背面构件5送入基座部20的第2面。
125.接下来,一次连接件构件30和背面构件5以彼此重叠着的状态向模具轮42与压接辊44之间供给。此时,压接辊44一边将背面构件5压靠于一次连接件构件30的基座部20a,一边将突出设置于基座部20a的第2面的两个固定用突出部31朝向基座部20a按压,使固定用突出部31延伸,以使该固定用突出部31变薄。由此,在基座部20的左右两侧缘侧的部分形成厚度比上述那样的第1基座区域26的厚度厚的第2基座区域27,制作连接件构件10。
126.另外,同时,在由压接辊44形成为预定的厚度的第2基座区域27,所供给的背面构件5以埋入于第2基座区域27的下表面部的方式被固定,并且,固定有背面构件5的第2基座区域27的下表面被平坦化。另外,在有的制造条件下,背面构件5与固定用突出部31一起被压接辊44按压而压扁,由此,背面构件5的合成纤维有时也与第2基座区域27的合成树脂缠络而被埋入并被固定。
127.如此,背面构件5由于压接辊44的按压而可靠地固定于第2基座区域27,由此,能够沿着机械方向(md)连续地形成在连接件构件10的第2面保持有背面构件5的成形面连接件1。此时,所形成的成形面连接件1一边被模具轮42的外周面部承载一边旋转半周,从而被冷却。
128.之后,在模具轮42的外周面部处冷却后的成形面连接件1被拾取辊45从模具轮42连续地剥离而被向拾取辊45的上侧夹持辊45a与下侧夹持辊45b之间导入。
129.此时,通过使成形面连接件1在上侧夹持辊45a与下侧夹持辊45b之间通过,外壁部11、卡合元件12、横壁部13以及磁性壁部14与基座部20一起被夹在旋转的上侧夹持辊45a与下侧夹持辊45b之间,因此,能够使外壁部11、卡合元件12、横壁部13以及磁性壁部14各自的从基座部20起算的高度尺寸以成为彼此相同的大小的方式一致,另外,能够利用上侧夹持辊45a的外周面使外壁部11、横壁部13以及磁性壁部14各自的上表面平坦化。
130.特别是在本实施例1的成形面连接件1中,基座部20的左右的第2基座区域27如上述那样在连接件构件10的宽度方向上形成于比左右的外壁部11的外侧面的位置靠外侧的
范围内,外壁部11、卡合元件12、横壁部13以及磁性壁部14仅形成于基座部20较薄的第1基座区域26的范围内。
131.因此,在向拾取辊45的上侧夹持辊45a与下侧夹持辊45b之间导入成形面连接件1而进行上述那样的平坦化加工(也包括使高度尺寸一致的加工)时,平坦化加工不会受到(或不易受到)基座部20的第1基座区域26的厚度与第2基座区域27的厚度之差的影响,能够稳定地进行外壁部11、卡合元件12、横壁部13以及磁性壁部14的平坦化。因而,能够将外壁部11、横壁部13以及磁性壁部14各自的上表面配置于单一平面上,另外,能够防止产生例如利用拾取辊45将外壁部11压得过扁而使外壁部11大幅度变形这样的问题、使外壁部11的高度尺寸比磁性壁部14的高度尺寸小这样的问题。此外,在本发明中,对于对外壁部11、卡合元件12等进行的上述那样的平坦化加工,也可相对于本实施例1所设置的拾取辊45独立地在拾取辊45的更靠下游侧的位置设置上下一对按压辊来进行。
132.接下来,通过了拾取辊45的成形面连接件1被朝向未图示的切断装置输送,利用该切断装置的刀具部进行局部地冲裁成形面连接件1的基座部20的左右侧缘侧的部分的切断加工。由此,在成形面连接件1的基座部20形成左右的翅片部22而制作图1所示的本实施例1的成形面连接件1。
133.之后,制造出的成形面连接件1例如被朝向未图示的切断部输送,被该切断部切断成预定的长度而被回收,或者,成形面连接件1直接以较长的状态被回收辊等卷取成卷状而被回收。
134.通过进行以上那样的工序,能够稳定地制造图1所示的本实施例1的成形面连接件1。另外,在制造出的成形面连接件1中,背面构件5以较高的固着强度保持于连接件构件10的基座部20,并且,在基座部20的第1基座区域26与背面构件5之间形成有可供缓冲体的发泡树脂进入的间隙29。
135.并且,本实施例1的成形面连接件1在例如汽车的座位用座椅等的缓冲体(发泡体)进行发泡成形的同时被一体化于该缓冲体的预定的位置。在此,简单地说明缓冲体的发泡成形。
136.用于缓冲体的成形的模具省略图示,但例如具有下模(固定模具)、上模(可动模具)、以及向上模和下模内的模腔空间喷射发泡树脂材料的喷射喷嘴。另外,在模具设置有用于载置并保持成形面连接件1的至少1个连接件保持部,在该连接件保持部的内部或附近埋设有可吸附被设置到成形面连接件1的磁性壁部14的磁体。此外,在本发明中,成形用模具的形状、构造未被限定,能够任意地变更。
137.在使用这样的模具来进行缓冲体的发泡成形的情况下,将切断成所需的长度的成形面连接件1载置于模具的连接件保持部。由此,成形面连接件1的磁性壁部14被埋设到连接件保持部的磁体磁性吸附而成形面连接件1固定于连接件保持部。另外,能够使成形面连接件1中的左右的外壁部11的上表面、横壁部13的上表面以及卡合元件12的上端部与连接件保持部的安装面密合。
138.接下来,从喷射喷嘴向模具的模腔空间内喷射并注入缓冲体的发泡树脂。由此,发泡树脂一边进行发泡一边流动,进行缓冲体(发泡体)的发泡成形。此时,本实施例1的成形面连接件1与模具的连接件保持部密合,因此,能够防止流动的发泡树脂越过成形面连接件1的左右的外壁部11而从宽度方向进入卡合区域16内的情况、以及越过多个横壁部13和多
个卡合元件12而从长度方向进入卡合区域16内的情况。
139.而且在本实施例1的成形面连接件1中,在基座部20的第1基座区域26的下表面与背面构件5之间形成有较小的间隙29(参照图2),并且,背面构件5由具有可使发泡树脂穿过的开口(空隙)5a的网状材料5形成。因而,在发泡成形时,发泡树脂穿过背面构件5而进入基座部20的第1基座区域26与背面构件5之间,并且,能够将背面构件5埋设并保持在该发泡树脂内。其结果,能够有效地增大成形面连接件1相对于缓冲体的的固着强度、特别是成形面连接件1的设置有卡合区域16的部分的背面(下表面)侧的固着强度。
140.接着,结束发泡成形,由此制造在所需的部位固定有成形面连接件1的缓冲体。在如此获得的缓冲体中,成形面连接件1可靠地固定于预定的位置,能够使成形面连接件1相对于缓冲体的剥离难以产生。另外,发泡体未进入成形面连接件1的卡合区域16,因此,能够稳定地确保卡合元件12本来具有的卡合力。
141.因而,在使蒙皮材料蒙到所获得的缓冲体的表面时,能够使设置到蒙皮材料的背面的圈扣部与成形面连接件1的卡合元件12容易地卡合。另外,由此,能够稳定地固着蒙皮材料而使蒙皮材料不从缓冲体浮起,因此,能够将蒙皮材料准确地安装于缓冲体的表面。而且,成形面连接件1可靠地固定于缓冲体,因此,能够稳定地保持蒙皮材料相对于缓冲体的固着状态。
142.实施例2
143.图8是表示本实施例2的成形面连接件的仰视图。
144.本实施例2的成形面连接件2以如下方式形成:相对于前述的实施例1的成形面连接件1而言变更连接件构件10a的基座部50中的第1基座区域56和第2基座区域57的形成位置和形成范围,而且与此相伴,变更背面构件5相对于连接件构件10a的固定范围和非固定范围。此外,在本发明中,基座部中的第1基座区域和第2基座区域的形成位置和形成范围未被限定,能够任意地变更。
145.另外,在本实施例2的成形面连接件2中,除了这些变更点以外的形态与前述的实施例1的成形面连接件1同样地形成。因而,在本实施例2中,以及在后述的实施例3中,对于具有与前述的实施例1的成形面连接件1实质上相同的形状和尺寸的构件或部分,使用相同的附图标记来表示,从而省略其说明。
146.本实施例2的成形面连接件2具有合成树脂制的连接件构件10a和局部地固定而保持于连接件构件10a的下表面的背面构件5。另外,连接件构件10a具有板状的基座部50,并且,虽然省略图示,但具有与前述的实施例1同样的左右的外壁部11、多个钩状卡合元件12、横壁部13以及左右的磁性壁部14。
147.在本实施例2的基座部50具有:左右一对第1基座区域56,其具有预定的厚度尺寸;和第2基座区域57,其具有比第1基座区域56大的、一定的厚度尺寸。在该情况下,左右的第1基座区域56跨基座部50的基座主体部21和翅片部22地形成。另外,在各第1基座区域56中,背面构件5以非固定状态保持,在第1基座区域56与背面构件5之间设置有较小的间隙。
148.第2基座区域57具有:中央区域57a,其设置于基座部50的宽度方向上的中央部;和外侧区域57b,其位于比左右的第1基座区域56靠宽度方向的外侧的位置,并且,设置于基座部50的翅片部22。另外,背面构件5以埋入的状态固定在第2基座区域57。
149.此外,本实施例2的成形面连接件2中的第1基座区域56和第2基座区域57分别具有
与前述的实施例1的成形面连接件1中的第1基座区域26和第2基座区域27的厚度尺寸同样的厚度尺寸,在第1基座区域56的下表面与第2基座区域57的下表面之间形成有台阶。
150.上述那样的本实施例2的成形面连接件2可使用图4所示的制造装置40来制造。在本实施例2的情况下,通过使在成形装置41的喷嘴部43形成的成形用凹槽部的根数、位置、形状与前述的实施例1的情况不同,从而制造图8所示这样的成形面连接件2。
151.在以上这样的本实施例2的成形面连接件2中,背面构件5可靠地固定并保持于连接件构件10a的基座部50。另外,在基座部50的第1基座区域56与背面构件5之间形成有可供缓冲体的发泡树脂进入的间隙。因而,通过与缓冲体的发泡成形同时地将本实施例2的成形面连接件2与缓冲体一体化,能够将成形面连接件2可靠地固定于缓冲体的预定位置,并且,能够使成形面连接件2相对于缓冲体而言不易产生剥离。
152.实施例3
153.图9是表示本实施例3的成形面连接件的仰视图,图10是图9所示的x
‑
x线处的剖视图。
154.本实施例3的成形面连接件3虽然使基座部60中的第1基座区域66和第2基座区域67的形成位置和形成范围与前述的实施例1的成形面连接件1相同地形成,但形成为使第2基座区域67的形状以及背面构件5相对于第2基座区域67的固定状态不同。
155.本实施例3的成形面连接件3具有合成树脂制的连接件构件10b和局部地固定并保持于连接件构件10b的下表面的背面构件5。另外,连接件构件10b具有板状的基座部60,并且,虽然省略图示,但具有与前述的实施例1同样的左右的外壁部11、多个钩状卡合元件12、横壁部13以及左右的磁性壁部14。
156.在本实施例3的基座部60具有:左右一对第1基座区域66,其具有预定的厚度尺寸;和第2基座区域67,其具有比第1基座区域66的厚度尺寸大的厚度尺寸,本实施例3的第1基座区域66与前述的实施例1的第1基座区域26同样地形成。
157.另一方面,本实施例3的第2基座区域67虽然具有比第1基座区域66的厚度尺寸大的厚度尺寸,但形成为使第2基座区域67的厚度尺寸局部地不同。
158.具体地说明,如图9和图10所示,本实施例3的第2基座区域67具有:平坦状第2基座部67a,其比第1基座区域66大,具有预定的厚度尺寸;和凸状第2基座部(凸部)67b,其相对于平坦状第2基座部67a进一步增大厚度尺寸,并且,沿着宽度方向形成。
159.另外,平坦状第2基座部67a和凸状第2基座部67b在基座部60的长度方向上分别以预定的长度尺寸(前后方向上的尺寸)形成,并且,交替地形成。因而,凸状第2基座部67b在基座部60的长度方向上以一定的间隔形成。本实施例3的平坦状第2基座部67a具有与前述的实施例1的成形面连接件1中的第2基座区域27的厚度尺寸同样的厚度尺寸。
160.而且在本实施例3的情况下,如图9和图10所示,在从侧方侧观察成形面连接件3时,在第2基座区域67的平坦状第2基座部67a中,与前述的实施例1的成形面连接件1的情况同样地以埋入的状态固定有背面构件5。另一方面,在第2基座区域67的凸状第2基座部67b中,背面构件5的纤维部分暴露于该凸状第2基座部67b的弯曲着的下表面上,并且,固着于该弯曲着的下表面。
161.此外,在本实施例3中,在例如连接件构件10b的成形工序中在相对柔软时利用压接辊44将背面构件5向基座部60压靠,从而也能够将背面构件5不是以弯曲后的形状、而是
以直线的形状或接近直线的形状埋入并固定于第2基座区域67的凸状第2基座部67b内。
162.这样的本实施例3的成形面连接件3可使用图4所示的制造装置40来制造,但在制造本实施例3的成形面连接件3的情况下,作为按压一次连接件构件30的固定用突出部31的压接辊44,不是使用如前述的实施例1这样外周面形成为平滑的平坦状的弯曲面的辊,而是使用在外周面以一定的间距形成有与辊旋转轴线方向平行的凹部(凹槽部)的辊。此外,在本实施例3中,除了压接辊44的外周面形状不同之外,能够利用与前述的实施例1的方法同样的方法制造图9所示的成形面连接件3。
163.在以上这样的本实施例3的成形面连接件3中,能够将背面构件5以比前述的实施例1、2的成形面连接件1、2的固着强度大的固着强度可靠地固定于连接件构件10b的基座部60。另外,在本实施例3中,在基座部60的第1基座区域66与背面构件5之间也设置有可供缓冲体的发泡树脂进入的间隙。
164.因而,通过在缓冲体的发泡成形的同时将本实施例3的成形面连接件3与缓冲体一体化,能够将成形面连接件3可靠地固定于缓冲体的预定位置,并且,能够使成形面连接件3相对于缓冲体不易产生剥离。
165.此外,在本实施例3的成形面连接件3中,如一边参照图9和图10一边进行了说明那样,在基座部60的第2基座区域67形成有具有预定的厚度尺寸的平坦状第2基座部67a和沿着宽度方向形成的凸状第2基座部67b。不过,在本实施例3中,第2基座区域67的形态并不限定于此,只要使第2基座区域67的厚度尺寸比第1基座区域66的厚度尺寸大、并且使第2基座区域67的厚度尺寸在基座部60的长度方向和宽度方向中的至少一个方向上变化,就也能够以其他形态形成第2基座区域67。
166.例如作为成为本实施例3的变形例的第2基座区域的形态,第2基座区域也可以形成为具有:平坦状第2基座部,其具有预定的厚度尺寸;和凹槽状第2基座部,其厚度尺寸比平坦状第2基座部的厚度尺寸小,并且,沿着宽度方向凹设。在该情况下,优选的是,凹槽状第2基座部具有比第1基座区域的厚度尺寸大的厚度尺寸。另外,第2基座区域也可以形成为在长度方向上交替地具有凹槽状第2基座部和凸状第2基座部。
167.而且,作为其他变形例,第2基座区域也可以形成为具有平坦状第2基座部和相对于宽度方向倾斜地形成的凸状第2基座部(或凹槽状第2基座部),或者,也可以形成为具有平坦状第2基座部和突出设置成倾斜的网眼状(网纹状)的凸状第2基座部(或呈网纹状凹设的凹槽状第2基座部)。
168.即使是具有这些作为变形例而说明的第2基座区域的成形面连接件,也能获得与上述的实施例3的成形面连接件的效果同样的效果,另外,例如在第2基座区域设置有凹槽状第2基座部的情况下,第2基座区域局部地较薄地形成,因此,能够提高成形面连接件的柔软性。
169.此外,在制造这些变形例的成形面连接件的情况下,在成形装置41设置有具有形成有与在第2基座部形成的凸状部分或凹槽状部分相对应的凹部或凸部的外周面的压接辊44。
170.另外,在前述的实施例1~实施例3中,对使用具备图4所示的成形装置41的制造装置40来制造成形面连接件1~3的情况进行了说明,但制造本发明的成形面连接件的装置并不限定于此。例如可使用图11所示意性地表示的变形例的成形装置71、或图12所示意性地
表示的变形例的成形装置81替代图4所示的成形装置41来制造实施例1~实施例3的各成形面连接件1~3。
171.例如图11所示的变形例的成形装置71具有:模具轮72,其向一方向(在附图中是逆时针方向)驱动旋转;支承辊73,其向与模具轮72相反的方向(在附图中是逆时针方向)驱动旋转;第1喷嘴部76,其朝向模具轮72与支承辊73支间连续地供给熔融的第1合成树脂;第2喷嘴部77,其朝向模具轮72与支承辊73之间连续地供给熔融的第2合成树脂;未图示的背面构件供给部,其在一次连接件构件30在模具轮72与支承辊73之间通过了之后的位置处朝向模具轮72连续地供给背面构件5;压接辊74,其一边将背面构件5朝向一次连接件构件30压靠,一边按压一次连接件构件30的固定用突出部31;以及拾取辊75,其配置于比压接辊74靠模具轮72的旋转方向的下游侧的位置。
172.在该情况下,图11所示的模具轮72、压接辊74以及拾取辊75具有与图4所示的成形装置41的模具轮42、压接辊44以及拾取辊45的构造实质上同样的构造。
173.第1喷嘴部76具有使实质上不含有磁性颗粒的第1合成树脂以熔融的状态流通的第1流路和使第1合成树脂从第1流路朝向模具轮72流出的多个第1供给口。第2喷嘴部77具有使以一定的含有浓度含有磁性颗粒的第2合成树脂以熔融的状态流通的第2流路和使第2合成树脂从第2流路朝向模具轮72流出的第2供给口。
174.支承辊73以与模具轮72隔开预定的间隔的方式配置。在该支承辊73的外周面配置有:轮相对面(基座形成面),其形成为平滑地弯曲,并且,形成基座部的第2面;和成形用凹槽部,其沿着机械方向(md)凹设于该轮相对面。在该情况下,成形用凹槽部例如以与设置到在实施例1中进行了说明的喷嘴部43的成形用凹槽部43f的截面形状和大小同样的截面形状和大小形成。
175.通过使用这样的支承辊73和模具轮72,能够成形出例如图6和图7所示的一次连接件构件30。即,利用模具轮72的外周面和支承辊73的轮相对面成形出一次连接件构件30的基座部,并且,利用被设置到支承辊73的成形用凹槽部在基座部的第2面成形出固定用突出部31。
176.之后,如在实施例1中进行了说明那样,向一次连接件构件30中的基座部的第2面供给背面构件5,向模具轮72与压接辊74之间导入一次连接件构件30和背面构件5。由此,能够在基座部形成厚度比第1基座区域的厚度厚的第2基座区域,并且,将背面构件5可靠地固定于该第2基座区域。
177.因而,能够替代图4所示的成形装置41而使用图11所示的成形装置71来进行成形面连接件的成形,而且,之后,与实施例1的情况同样地,朝向未图示的切断装置输送并进行预定的切断加工而形成翅片部22。由此,可制造例如实施例1的成形面连接件1。另外,同样地,通过使用成形装置71,也可制造实施例2的成形面连接件2、实施例3的成形面连接件3。
178.图12所示的另一变形例的成形装置81虽然相对于图11所示的成形装置71而言在将从未图示的背面构件供给部朝向合成树脂供给背面构件5的位置设定于比利用模具轮72和支承辊83成形出一次连接件构件30的位置靠上游侧的位置、以及增大设置于支承辊83的成形用凹槽部的大小这点上不同,但对于除了这些以外的形态,与图11所示的成形装置71同样地形成。
179.在该成形装置81的成形支承辊83中,在使背面构件5介于该成形装置81的成形支
承辊83与合成树脂之间的状态下,成形一次连接件构件30的基座部,并且,利用支承辊83的成形用凹槽部在基座部的第2面成形固定用突出部31。因而,为了将固定用突出部31以预定的大小与基座部一体地成形,设置于成形装置81的支承辊83的成形用凹槽部形成得比设置于图11所示的成形装置71的支承辊73的成形用凹槽部大。
180.通过使用这样的图12所示的成形装置81,能够在基座部的第2面被供给有背面构件5的状态下成形出图6和图7所示那样的一次连接件构件30。因而,即使使用图12所示的成形装置81来替代图4所示的成形装置41,也可制造实施例1~实施例3的成形面连接件1~3。
181.附图标记说明
182.1、2、3、成形面连接件;5、背面构件(网状材料);5a、开口(空隙);10、连接件构件;10a、10b、连接件构件;11、外壁部;11a、纵壁列;11b、连结壁部;11c、加强部;12、卡合元件;13、横壁部;14、磁性壁部;14a、磁性壁体;15、凹槽部;16、卡合区域;20、基座部;20a、基座部(一次基座部);21、基座主体部;22、翅片部;26、第1基座区域;27、第2基座区域;28、台阶;29、间隙;30、一次连接件构件(临时连接件构件);31、固定用突出部;40、制造装置;41、成形装置;42、模具轮;43、喷嘴部;43a、第1流路;43b、第2流路;43c、轮相对面(基座形成面);43d、第1供给口;43e、第2供给口;43f、成形用凹槽部;44、压接辊;45、拾取辊;45a、上侧夹持辊;45b、下侧夹持辊;50、基座部;56、第1基座区域;57、第2基座区域;57a、中央区域;57b、外侧区域;60、基座部;66、第1基座区域;67、第2基座区域;67a、平坦状第2基座部;67b、凸状第2基座部(凸部);71、成形装置;72、模具轮;73、支承辊;74、压接辊;75、拾取辊;76、第1喷嘴部;77、第2喷嘴部;81、成形装置;83、支承辊;t1、第2基座区域的从第1面到第2面的厚度尺寸。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。