1.本发明属于粉末冶金相关技术领域,具体涉及一种基于多元回归的粉末冶金混合材料配方建模及控制方法。
背景技术:
2.粉末冶金是制取金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过压制成形和烧结,制取金属材料、复合材料以及各种类型制品的工业技术。目前,粉末冶金烧结铁基(或铜基)制取各种精密机械零件过程中存在的主要问题是:试制品采用经验配方法,根据产品质量指标(如硬度、密度、磨损量等)定性的在铁基(或铜基)粉末原料上添加混合材料以及各含量的质量百分比,在同样粉末冶金制作工艺下(如压制成形、烧结工艺等),试制品要达到产品质量指标往往需要进行多次试验、试制后才能达到产品质量指标要求,不仅造成试制周期长、电能消耗大、运行成本高、异常工况频发、费时、费力,无法做到精确的定量设计。因此,采集粉末冶金的混合材料配方对产品质量指标的输入输出相应数据,建立混合材料配方对粉末冶金烧结零件产品质量指标之间准确的数学模型极有必要。关于粉末冶金混合材料配方建模与控制方法的相关介绍,现有技术中少有提及,更是少有文献记载实现方法。
3.在铁基或铜基粉末主原料上添加一些其它微量金属元素粉末或润滑剂可以大大提高粉末冶金零件产品性能,如在铁基或铜基粉末主原料上添加铝、镍金属元素对零件产品密度和硬度有很大的影响,添加二硫化钼、石墨等则可提高材料的耐磨性,各微量金属元素粉末或润滑剂在铁基(或铜基)中含量的质量百分比对产品性能质量指标产生很大的影响,因此粉末冶金混合材料配方对零件产品质量起到决定作用。
4.运用正交试验方法,对多种不同金属混合材料或非金属混合材料含量进行优选试验,应用回归分析方法建立粉末冶金材料配方与质量指标的模型,并利用先进算法建立多目标优化设计方法,实现粉末冶金加工过程产品质量的预测和材料配方的智能优化设计,是粉末冶金未来的一个研究热点。
技术实现要素:
5.本发明要解决的技术问题为:通过分析粉末冶金工艺制备铁基或铜基烧结材料试样,采用正交试验方法,对混合材料配方进行优选试验,分析各混合材料配方对产品质量指标的影响,通过实验和数据分析,建立各混合材料配方与零件产品的密度、硬度、耐磨性等质量指标相关的数学模型,通过获得的模型可以预测产品质量指标,亦可由产品质量指标控制配方,实现粉末冶金加工过程产品质量的预测和混合材料配方控制的智能优化设计。
6.本发明采用如下技术方案:
7.一方面,一种基于多元回归分析的粉末冶金混合材料配方建模方法,包括:
8.步骤一,根据粉末冶金配方成份,选择对产品质量指标影响显著的金属粉末进行正交试验,寻求最优水平样本数据组合,从而减少试验次数,提高效率。具体正交试验设计
方案为:(1)明确试验目的,确定质量指标;(2)选因素、定水平,列因素水平表;(3)选择合适的正交表;(4)编制试验方案,按方案进行试验,采集试验结果。
9.步骤二,对正交试验数据进行初步分析,对试验结果极差分析,确定各质量指标下各因素的主次顺序,并初步判断采用线性回归分析方法建模或采用非线性回归分析方法建模。
10.步骤三,采用线性多元回归参数估计,设随机变量y(可为产品的某一项质量指标)与一般变量x1,x2,
…
,x
p
(配方)的线性模型为:
11.y=β0 β1x1 β2x2
…
β
p
x
p
ε
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
12.其中,β0,β1,
…
,β
p
为p 1个未知回归系数,x1,x2,
…
,x
p
为p个可以测量的自变量(混合材料配方);ε为随机误差。
13.当获得n组观测数据(x
i1
,x
i2
,
…
,x
ip
;y
i
)(i=1,2,
…
,n),式(1)用矩阵形式表示为
[0014][0015]
式(2)写成矩阵形式为
[0016]
y=xβ ε
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0017]
采用最小二乘估计,寻找参数β0,β1,
…
,β
p
的估计值令离差平方和达到极小,寻找β0,β1,...β
p
满足
[0018][0019]
其中,q为关于β0,β1,
…
,β
p
的非负二次函数,它的最小值总是存在的。
[0020]
根据微积分中求极值的原理,应满足以下方程组
[0021][0022]
式(5)方程组整理后,可得出用矩阵形式表示的正规方程组为
[0023][0024]
由式(6)可得
[0025]
[0026]
当(x'x)
‑1存在时,则
[0027][0028]
于是,可得到线性回归方程为
[0029][0030]
步骤四,对多元回归方程进行显著性检验,在实际应用中,可以先采用多元线性回归建立模型,对模型进行显著性检验,后逐步优化多元回归方程,在显著性检验中,常用的一种方法是多元回归方程的f检验,另一种是多元回归系数的t检验,以验证假设的正确性。
[0031]
(1)f检验
[0032]
进行整个多元回归方程检验时,用总离差平方和的分解
[0033][0034]
式(10)可简写为
[0035]
sst=ssr sse
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(11)
[0036]
其中,sst(sum of squares for total)为总离差平方和;ssr(sum of squares for regression)为回归平方和;sse(sum of squares for error)为残差平方和。
[0037]
式(11)两边都除以sst得
[0038][0039]
其中,ssr/sst为决定系数,记为r2,r2值越高,表示能够由自变量解释的部分占比越大。
[0040]
可利用f值进行显著性检验,构造的f检验统计量为
[0041][0042]
其中,n为样本数目;p为自变量个数。
[0043]
若f达到了显著水平,说明模型有意义,临界值f
α
(p,n
‑
p
‑
1)可以通过查f分布表获得,当f≥f
α
(p,n
‑
p
‑
1)时,在显著性水平α下,认为y与x1,x2,
…
,x
p
存在显著性关系,回归方程是显著的。
[0044]
(2)t检验
[0045]
回归方程显著并不代表每个自变量对y的影响都显著,需要通过t检验对每个自变量进行显著性检验,t检验的原假设为
[0046]
h
0j
:β
j
=0,j=1,2,
…
,p
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(14)
[0047]
式(14)的对立假设为:
[0048]
h
1j
:β
j
≠0,如果接受原假设h
0j
,则x
j
不显著;如果拒绝原假设h
0j
,则x
j
是显著的。
[0049]
构造t统计变量为
[0050][0051]
式中:为回归标准差,c
jj
为非奇异矩阵(x'x)
‑1上的对角元素。
[0052]
在显著性水平α下,可查双侧检验的临界值t
α/2
,当|t
j
|≥t
α/2
时,原假设h
0j
:β
j
=0被否决,则认为β
j
显著不为零,当|t
j
|≤t
α/2
时,原假设h
0j
:β
j
=0被接受,则认为β
j
为零,自变量x
j
对因变量y的线性效果不明显,应予剔除。
[0053]
步骤五,进行多元回归方程异方差诊断,建立实际问题的回归分析模型,会出现某一因素或者某些因素随着自变量观测值的不同变化而对因变量产生不同的影响,导致随机误差项出现不同方差,残差图出现规律性分布,如果仍用最小二乘法估计回归系数,将造成参数估计值不具有最小方差的优良性,回归方程的应用效果不理想,本发明采用等级相关系数法进行判断。具体有以下三个步骤:
[0054]
(1)根据普通最小二乘回归法求出相应回归模型,求出误差估计值。
[0055]
(2)取误差的绝对值,把误差按从递增或者是递减排列后成等级,按式(16)计算出等级相关系数
[0056][0057]
其中,n为样本容量,d
i
为对应于x
i
和|e
i
|的等级差数。
[0058]
(3)做等级相关系数的显著性检验,用式(17)对样本系数r
s
进行t检验,计算的t检验值记为t
r
。
[0059][0060]
如果|t
r
|≤t
α/2
(n
‑
2),认为异方差性不存在,反之说明异方差性存在。
[0061]
步骤六,进行多重共线性的诊断,如果存在不全为零的p 1个数c0,c1,c2,
…
,c
p
使得式(18)成立,称自变量x1,x2,
…
,x
p
之间存在多重共线性。
[0062]
c0 c1x
i1
c2x
i2
…
c
p
x
ip
≈0,i=1,2,
…
,n
ꢀꢀꢀ
(18)
[0063]
当多元回归方程的自变量之间存在着很强的线性关系时,可能出现个别回归系数不能通过显著性检验或者是有些正负符号与实际不相符合的情况。可采用特征根判定法,当行列|x
′
x|≈0时,矩阵至少有一个特征根近似为零,反之可以证明,当矩阵x
′
x至少有一个特征根近似为零时,x的列向量间必然存在多重共线性,记x
′
x的最大特征根为λ
m
,λ
i
为i个特征根值,特征根的条件数记为k
i
,k
i
可由式(19)计算。
[0064][0065]
用式(19)判断多重共线性是否存在及共线性严重程度,当0<k<10时不存在共线性;k≥10时存在多重共线性,k越大,说明多重共线性越严重。
[0066]
步骤七,进行模型验证,建立的多元回归模型,还需在实际的生产配方中检验,有时回归模型可能在训练数据里表现良好,但是换了另一批数据后模型预测值的误差可能很大,因此重新采集一批数据对回归方程进行检验,新采集的数据与训练样本数据取值不同,有利于判断模型的适应性与准确性。
[0067]
利用获得的模型能根据配方对产品质量指标进行预测,用于指导生产过程。
[0068]
另一方面,一种基于多元回归分析的粉末冶金混合材料配方控制方法,包括:
[0069]
利用模型对配方进行控制,即模型预测的反问题,在实际应用中,经常要由已知的
因变量(y在一定范围内取值)对自变量x取值的控制问题,在自然科学和工程技术中,方程的求解一般分为两类:一类是数值迭代法,如newton迭代法,另一类是启发式直接搜索法,如遗传算法等,本发明采用牛顿迭代法求解数学模型,牛顿迭代法的步骤为:(1)给初始近似值x0及精度ε;(2)计算x1=x0‑
y(x0)/y
′
(x0);(3)若|x1‑
x0|<ε转向(4),否则x1→
x0,转向(2);(4)输出满足精度的根x1,结束。
[0070]
由上述对本发明的描述可知,与现有技术相比,本发明具有如下有益效果:
[0071]
本发明建立了配方与产品质量指标的最优模型,利用该模型可对产品质量指标进行预测,通过模型亦可获得产品质量指标的最优配方,实现粉末冶金加工过程产品质量的预测和材料配方的智能优化设计,对制备高性能指标、降低生产成本、减少新产品试制周期、提高生产效率具有一定指导意义和实际应用价值。
附图说明
[0072]
图1为本发明的粉末冶金加工工艺流程图;
[0073]
图2为本发明的粉末冶金建模步骤流程图;
[0074]
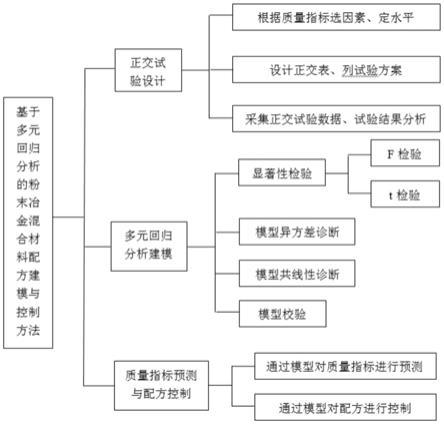
图3为本发明的多元回归分析建模结构图;
[0075]
图4为本发明实施例一中硬度与铜质量分数变化曲线图;
[0076]
图5为本发明实施例一中硬度与铝质量分数变化曲线图;
[0077]
图6为本发明实施例一中硬度与铜质量分数、铝质量分数变化趋势图;
[0078]
图7为本发明的粉末冶金混合材料配方工艺应用系统中多元回归分析建模界面模块;
[0079]
图8为本发明的粉末冶金混合材料配方工艺应用系统中质量指标预测界面模块。
具体实施方式
[0080]
以下通过具体实施方式对本发明作进一步的描述。应当说明的是,此处所述具体实施例仅用于方便说明和解释本发明的具体实施方式,并不用于限定本发明。
[0081]
参见图1至图3所示,分别为本发明的粉末冶金加工工艺流程图、粉末冶金建模步骤流程图和多元回归分析建模结构图。
[0082]
本发明的基于多元回归分析的粉末冶金混合材料配方建模方法和控制方法的具体实现参见如下实施例一和实施例二。
[0083]
实施例一
[0084]
本实施例为铁基制品,试样的产品为铁基轴套,尺寸为φ20mm
×
18mm实验所用铁粉纯度为99.9%,粒度为75μm,本例以硬度为产品质量指标(因变量y),选取对硬度指标影响较大的两个自变量因素即,铜质量分数x1和铝质量分数x2,其他混料,如碳(c)和硬脂酸锌质量分数在以往工艺的配方上均保持不变,采用布氏硬度计对试样进行硬度测试,每个试样测试三点,结果为三点的平均值,采用l
16
(42)正交试验表,即正交试验有4水平2因素,16个样本数据,对试样进行硬度测试,正交试验结果见表1。
[0085]
表1实施例一的正交试验数据
[0086][0087]
从表1、图4和图5中可以看出,保持铜质量分数不变时,试样的硬度随着铝质量分数的递增而逐步增加,当保持铝质量分数水平不变时,随着铜质量分数的增加,硬度则是先增加后又减小,试样的硬度与铜质量分数和铝质量分数两个自变量之间成非线性关系。图6所为两个输入一个输出的变化趋势图,可以更直观地看出这16组样本值的分布情况。
[0088]
粉末冶金的多元回归建模方法包括:
[0089]
由前述发明内容可知,混合料中cu、al与硬度指标为非线性关系,对这类问题的研究可采用非线性回归分析。本发明通过变量替换,将非线性回归转化为线性回归来解决,选取的是多项式回归方法,采用的模型为一个二元二次多项式,如式(20)。
[0090][0091]
针对本例,式(20)回归方程的具体形式为
[0092][0093]
对此回归方程做变量替换,令
[0094][0095]
式(21)转化为y对5个自变量的线性回归,部分回归变量表见表2。
[0096]
表2部分回归变量表
[0097][0098]
本发明实施例一采用逐步回归分析法,逐步添加和删除自变量而建立最优回归方程的优选方法,考虑全部自变量,并按其对y的作用大小,或显著程度大小,将影响不显著的自变量逐个从回归方程删除,每次从回归方程中添加一个自变量或者删除一个自变量均为逐步回归的一步,每一步都要进行f检验,以保证添加新自变量前回归方程中只含有对因变量影响显著的自变量,而不包含不显著的自变量。
[0099]
构造偏统计量f
j
为
[0100][0101]
式中,
△
ssr
j
为x
j
的偏回归平方和,式(23)中的f
j
服从自由度为(1,n
‑
p
‑
1)的f分布,由给定的显著水平α=0.05,通过f
α
(1,n
‑
p
‑
1)查f分布表,可计算出f
j
,如下表3为实施例一的多项式逐步回归模型分析表。
[0102]
表3中,模型2的x2|x1表示含有x1再加入x2的回归模型,表中的5个模型以此类推,模型5即全模型时,根据式(23),sse的自由度n
‑
p
‑
1为16
‑5‑
1=10,偏f值为0.8/(57.674/10)≈0.138,查f分布表,临界值f
0.05
(1,10)=3.33,偏f值小于临界值,回归系数β
12
不能通过检验。回归系数β
22
也因其偏f值小于相应的临界值,因此回归模型不应该包含x2的平方项,β
11
则通过了二次效应系数的检验,这个检验的偏f值为38.284,大于临界值f
0.05
(1,12)=4.75,最终回归方程包含的项有x1、x2及x
11
。
[0103]
表3实施例一的多项式逐步回归模型分析表
[0104][0105]
5个模型汇总表见表4,表中模型4和模型5的决定系数r2比模型3的r2大,r2越大,说明整体拟合效果较好,但由于r2的大小与样本量n和自变量个数p有关,当n与p的数目接近时,r2容易接近1,这说明r2隐含着一些虚假成分,应该剔除,也间接说明模型不能完全由r2决定,表4中,模型3的f值在5个模型中为最大,标准估计的误差最小,说明模型3总体是最显著的。
[0106]
表4实施例一的模型汇总表
[0107][0108]
在显著性水平α=0.05下,选用模型3是一个精而简的最优模型,得到cu质量分数、al质量分数与硬度指标的多项式回归方程为:
[0109][0110]
模型验证的方法包括:采集新一批试验数据对回归方程进行检验,新采集的数据与训练样本数据取值不同,表5为新数据配方中试样真值y(硬度)与模型预测值(硬度),计算结果显示,模型预测值的最大误差为4.8%,平均误差为2.285%,在允许的误差范围内。
[0111]
表5实施例一的非线性回归模型的模型检验
[0112][0113]
混合材料配方的控制方法包括:采用牛顿迭代法求解数学模型,先把al质量分数的初始值当作常量,再通过牛顿迭代法的步骤求出cu质量分数,al质量分数的初始值也按
一个较小精度的步长逐步增加,经过上述方法迭代计算的值与硬度真值y在满足为某一个给定的正小值,以获得控制cu质量分数和al质量分数的配方值在基本误差范围内。表6为给定的硬度指标下,计算cu质量分数和al质量分数的配方,由表6可知计算配方的平均误差为4.81%,误差控制在5%以内,控制效果较好。
[0114]
表6实施例一的混合料配方计算结果
[0115][0116][0117]
实施例二
[0118]
本实施例为铜基制品,试样的产品为铜基轴套,尺寸为φ22mm
×
20mm,在铜基中添加微量非金属合金元素磷(p)、硼(b)具有明显的合金化作用,是以较低成本有效改善材料耐磨特性的重要渠道,本例考虑铜基粉末冶金混合粉含磷(p)、硼(b)对硬度和耐磨度的影响,并考虑烧结温度对硬度和耐磨度的影响,用p含量、b含量及烧结温度为本实验的3个因素,每个因素取3水平,因素水平表如表7,采用l9(33)正交试验表,即正交试验有3水平3因素,9个样本数据,对试样进行硬度、耐磨度测试,正交试验结果见表8。
[0119]
表7实施例二的因素水平表
[0120][0121]
表8实施例二的正交试验数据
[0122][0123]
由表8可知,磷、硼、烧结温度对产品指标的性能均能产生影响,其中影响最明显的是温度,影响较小的是磷元素;加入硼和磷元素后,可以适当降低烧结的温度,对产品的耐磨性和硬度都产生好的影响,硼对耐磨性的影响比磷的影响要显著;磷对硬度与耐磨性的影响也较大。
[0124]
实施例二配方(含p、b)及烧结温度关于硬度指标建模方法为初步采用线性回归分析方法。
[0125]
通过前述发明内容所述的显著性检验方法,可获得表9的f检验数据及表10的多元回归系数及t检验,表9可知,r2=0.916,r2数值接近1,说明模型具有高度拟合优度,f值为18.117,在显著性α=0.05下,查f分布表,f
α
(p,n
‑
p
‑
1)=f
0.05
(3,5)=5.41,f值远远大于f
α
,回归方程回归效果显著,实施例二通过了显著性检验。
[0126]
表9实施例二的f检验
[0127][0128]
表10实施例二的多元回归系数及t检验
[0129][0130]
由表10可知回归方程的各个系数,在获得模型的同时,通过观察t值进一步确认方程的显著性,即各个自变量因素与因变量的显著性,根据回归的结果,可以得到铜基粉末冶金混合粉(含p、b及烧结温度)关于硬度指标的回归方程为:
[0131]
y1=
‑
52.611
‑
4.167x1 4.333x2 0.094x3ꢀꢀꢀ
(25)
[0132]
根据前述发明内容所述的异方差诊断方法,异方差t值样本数据如表11所示,∑d
i2
=94,代入式(16)得r
s
=0.2167,此值代入式(17),得t
r
=0.587,查询t分布表,当显著性水平α=0.05时,临界值t
α/2
(n
‑
2)=2.365,|t
r
|≤t
α/2
(n
‑
2),实施例二不存在异方差性。
[0133]
表11实施例二的异方差t值样本数据
[0134][0135][0136]
根据前述发明内容所述的多重共线性诊断方法,各个影响因素对应的4个特征值、特征根的条件指数k
i
、方差比例如表12所示,各因素的特征根的条件指数0<k
i
<10,因此,实施例二自变量之间不存在多重共线性。
[0137]
表12实施例二的多重共线性检验结果
[0138][0139]
实施例二的模型进行验证,对多元回归方程进行检验,表13为配方值、试样真值(硬度)与模型预测值(硬度),预测结果显示,模型预测值的最大误差为4.584%,平均误差为2.641%,在允许的误差范围内。
[0140]
表13实施例二的模型验证
[0141][0142]
可根据不同粉末冶金零件产品的质量指标建立丰富多样的多变量、多指标模型,对多种正交试验数据录入与保存,多种模型交互联系,进行归纳与总结,并建立起相应的数据库应用系统,使得粉末冶金企业工艺设计从定性经验设计上升到定量准确设计的阶段,从而解决试制周期长、生产效率低、能耗高的共性技术难题提供切实可行的方案。
[0143]
本发明开发的粉末冶金混合材料配方工艺应用系统,部分界面截图如图7和图8所示。
[0144]
基于本发明所述的多元回归分析的粉末冶金混合材料配方建模方法和控制方法,本发明的粉末冶金制造过程包括:(1)原料混合:按照混合材料配方中对应的质量含量比,称取相应原料,将混合材料放入搅拌机搅拌,主原料(铁粉或铜粉)纯度为99.9%,粒度为75μm,其它金属混合材料粒度为50μm~200μm,并添加一些增塑剂如硬脂酸锌,在原料混合之前进行雾化纯铁粉或铜粉;(2)压制成型:将混合材料送入压制机,把混合材料导入模具,压制机根据加工参数进行压坯成型;(3)烧结:将生坯置于炉膛内进行烧结,采用高温炉或真空炉,烧结过程中向炉膛内送入氮气、分解氨等保护气,烧结工艺包括预热段(三段预热段,温度分别为500
±
5℃、670
±
5℃、790
±
5℃)、烧结段(900
±
5℃~1050
±
5℃),烧结时间总计6~8小时;(4)对烧结的半成品进行研磨、校形、精加工形成成品。
[0145]
上述通过一个具体实施例对本发明进行了描述,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

