1.本技术涉及纸箱包装的领域,尤其是涉及一种用于捆扎纸箱的打捆机。
背景技术:
2.打捆机是纸箱行业常用的一种自动捆扎设备,能够快速自动打活结,适用于各种大小规格的纸箱和物品的捆扎打包。
3.目前公告号为cn210761464u的中国实用新型专利公开了一种纸箱捆绑机,包括机架,机架上设置有用于放置纸板的放置平台,放置平台上设有若干个连接座,连接座上铰接有抵板,抵板包括竖直部和倾斜部,竖直部的底端与连接座铰接,倾斜部固定连接在竖直部的顶端,竖直部与连接座的铰接处连接有用于复位抵板的复位扭簧,放置平台上固定连接有支撑杆,支撑杆上设置有用于推动抵板的驱动组件,倾斜部背向驱动组件倾斜,相邻倾斜部通过驱动组件限制并压紧纸板。
4.针对上述中的相关技术,发明人认为,在对纸箱进行十字型捆扎或者对较长纸箱的两端进行捆扎时,需要工作人员手动将纸箱转动90度或者180度,使得工作人员的劳动强度较大。
技术实现要素:
5.为了改善需要手动转动纸箱导致劳动强度较大的现象,本技术提供一种一种用于捆扎纸箱的打捆机。
6.本技术提供的一种用于捆扎纸箱的打捆机采用如下的技术方案:
7.一种用于捆扎纸箱的打捆机,包括操作台和捆扎装置,所述捆扎装置位于操作台侧面,所述捆扎装置一侧连接有启动捆扎装置的总开关,所述总开关与捆扎装置的供电回路串联,所述操作台上侧面设置有操作板,所述操作板靠近操作台一侧通过转动轴与操作台转动连接,所述转动轴上同轴穿设有第一齿轮,所述第一齿轮的边缘处啮合有第二齿轮,所述第二齿轮的中心处连接有转动电机,所述转动电机的输出轴和第二齿轮键连接,所述第一齿轮的直径大于第二齿轮。
8.通过采用上述计划方案,在对纸箱进行捆扎时需要将纸箱放置在操作板上,启动总开关,纸箱靠近捆扎装置的一端先进行捆扎,捆扎完成后启动转动电机,转动电机能够带动第二齿轮转动,第二齿轮能够带动第一齿轮转动,使得转动轴转动,进而使得操作板转动,使得纸箱的另一端靠近捆扎装置进行捆扎。纸箱在捆扎的过程中不需要工作人员手动搬运纸箱进行转向,减轻了工人的工作量。第一齿轮的直径大于第二齿轮,当转动电机的输出轴转动许多圈时,第一齿轮才能转动到捆扎工作需要的角度,减少了转动电机刚刚启动就需要停止工作的现象。
9.可选的,所述转动电机的供电回路串联有定时开关,所述操作台侧面设置有用于启动转动电机的按钮。
10.通过采用上述技术方案,按下按钮后转动电机的供电回路连通,转动电机开始工
作,带动第二齿轮转动,定时开关接收到转动电机的启动信号后开始计时,到达预设时间后断开,转动电机停止工作,此时操作板能够转动捆扎工作需要的角度,一般情况下为90度或180度。
11.可选的,所述操作板为圆形。
12.通过采用上述技术方案,圆形的操作板在转动过程中与工作人员的距离不会发生变化,相比于矩形或其他多边形的操作板,工作人员不需要改变自己的站位,也减少了操作板在转动过程中边角磕到工作人员的现象。
13.可选的,所述操作台的一侧连接有传送辊。
14.通过采用上述技术方案,工作人员可以将捆扎完的纸箱推至传送辊处,由传送辊进行运输至下一工位,不再需要工作人员手动搬运,减少了工作人员的工作量,实现了自动下料的效果。
15.可选的,所述操作台上方设置有液压缸,所述液压缸可朝向靠近或者远离操作台的方向伸缩,所述液压缸靠近操作台的一侧设置有压板。
16.通过采用上述技术方案,纸箱未进行捆扎时,纸箱比较蓬松,捆扎装置在对纸箱进行捆扎时容易出现捆扎过松的现象,液压缸能够朝向靠近操作台的方向伸长,使得液压缸端部压板压实纸箱,减少捆扎过松的现象。
17.可选的,所述操作台和传送辊之间设置有限位板,所述限位板沿着竖直方向与操作台滑动连接。
18.通过采用上述技术方案,当纸箱进行捆扎时,限位板向远离地面的方向滑动,直至高于操作台的高度,工作人员可以将纸箱与限位板对齐使得多个纸箱的边缘在同一条直线上,使得纸箱更加整齐;当纸箱捆扎完成后限位板向靠近地面的方向滑动,直至等于或者低于操作台的高度,便于工作人员将纸箱推至传送辊上。
19.可选的,所述限位板靠近地面的一侧设置有驱动液压缸,所述驱动液压缸的伸缩杆与限位板固定连接,所述驱动液压缸可朝向远离或者靠近地面的方向伸缩。
20.通过采用上述技术方案,限位板的滑动有驱动液压缸进行控制,使得限位板能够自动滑动,提高了便利性。
21.可选的,所述液压缸并联在捆扎装置的供电回路和总开关之间,所述液压缸所在支路串联有第一时间继电器,所述液压缸得电后会向靠近操作台的方向伸长;所述驱动液压缸并联在捆扎装置的供电回路和总开关之间,所述驱动液压缸得电后会向远离地面的方向伸长;所述捆扎装置供电回路所在的支路串联有第一时间继电器,自然状态下所述第一时间继电器和第二时间继电器均断开。
22.通过采用上述技术方案,第一时间继电器和第二时间继电器自然状态下均断开,总开关连通后到达预设时间后第一时间继电器和第二时间继电器才连通。驱动液压缸直接和捆扎装置供电回路并联,因此总开关连通后驱动液压缸立即得电开始伸长,推动限位板向上滑动直到高于操作板;当第二时间继电器到达预设时间后,液压缸得电后伸长,能够压紧纸箱;当第一时间继电器到达预设时间后,捆扎装置的供电回路连通,捆扎装置开始工作。第一时间继电器和第二时间继电器能够起到延迟通电的效果,等待纸箱整理完毕后才进行捆扎工作,使得纸箱捆扎的更整齐。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.转动电机驱动第二齿轮转动,第二齿轮驱动第一齿轮转动,从而使得操作板以及操作板上的纸箱转动,减轻了工作人员的劳动量。
附图说明
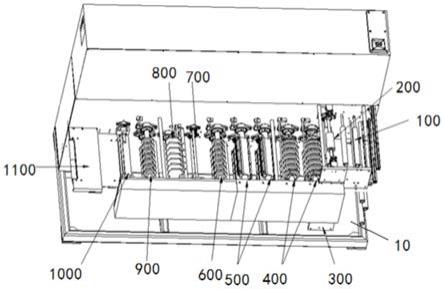
25.图1是本技术实施例的整体结构示意图;
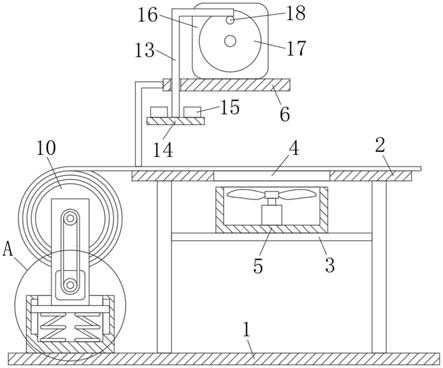
26.图2是本技术实施例中操作台处的爆炸结构示意图;
27.图3是本技术实施例中转动电机处的电路图;
28.图4是本技术实施例中捆扎装置处的电路图。
29.附图标记说明:100、操作台;110、操作板;111、转动轴;112、第一齿轮;113、第二齿轮;114、转动电机;115、按钮;116、定时开关;120、防护罩;130、滑块;140、安装槽;200、捆扎装置;210、第一时间继电器;300、总开关;400、传送辊;500、液压缸;510、压板;520、支撑杆;530、第二时间继电器;600、限位板;610、驱动液压缸;620、滑槽。
具体实施方式
30.以下结合附图1
‑
4对本技术作进一步详细说明。
31.本技术实施例公开一种用于捆扎纸箱的打捆机。
32.参照图1,打捆机包括操作台100和位于操作台100下侧的捆扎装置200,捆扎装置200是电力驱动的。捆扎装置200的侧面通过电线连接有总开关300,在本技术实施例中,总开关300位于地面上,当工作人员用脚踩踏总开关300时捆扎装置200的供电回路连通,能够用绳子对纸箱进行捆扎,松开总开关300后捆扎装置200的供电回路断电。
33.操作台100上方连接有防护罩120,能够减少工作人员误触捆扎绳的现象。操作台100一侧连接有传送辊400,纸箱捆扎完成后传送辊400能够将纸箱传送至下一工位,减少了工作人员手动搬运纸箱的现象,实现了自动下料的效果。
34.防护罩120上侧面安装有和操作台100平行的支撑杆520,支撑杆520远离防护罩120的一端固定连接有液压缸500,液压缸500的伸长方向靠近操作台100,并且液压缸500靠近操作台100一端连接有压板510。液压缸500伸长时压板510压紧纸箱,能够减少纸箱捆扎过松的现象。在本技术实施例中,液压缸500在自然状态下是收缩的,液压缸500内部设置有电磁阀,电磁阀通电后液压缸500可伸长。
35.操作台100和传送辊400之间设置有限位板600,限位板600靠近地面的一侧连接有驱动液压缸610,驱动液压缸610能够驱动限位板600在竖直方向进行滑动。当捆扎纸箱时限位板600上升,便于工作人员将纸箱边缘处对齐;当纸箱捆扎完成后限位板600下降,纸箱能够顺利移动至传送辊400上。
36.参照图2,限位板600靠近操作台100一侧开设有滑槽620,滑槽620的方向和驱动液压缸610的伸长方向相同,操作台100边缘和滑槽620对应的位置处设置有滑块130,滑槽620与滑块130滑动连接,当驱动液压缸610伸长或收缩时,滑槽620和滑块130之间具有相对移动。在本技术实施例中,驱动液压缸610在自然状态下是收缩的,驱动液压缸610内部设置有电磁阀,电磁阀通电后驱动液压缸610可伸长。
37.操作台100上侧面开设有圆形的安装槽140,安装槽140的边缘处和操作台100的边缘处相切,安装槽140的中心处通过转动轴111转动连接有圆形的操作板110。转动轴111上
同轴固定连接有第一齿轮112,第一齿轮112啮合连接有第二齿轮113,第二齿轮113的圆心处和转动电机114的输出轴键连接。转动电机114的输出轴转动能够带动第二齿轮113转动,第二齿轮113能够带动第一齿轮112和转动轴111转动,进而使得操作板110转动。在本技术实施例中第一齿轮112的直径大于第二齿轮113,当转动电机114驱动第二齿轮113转动时,第二齿轮113转动多圈第一齿轮112才会转动一圈,减少了转动电机114刚启动就要停止的现象。
38.操作台100的侧面设置有启动转动电机114的按钮115。
39.参照图3,转动电机114的供电回路上串联有定时开关116,在本技术实施例中定时开关116选择为机械式定时开关。工作人员可根据第一齿轮112转动的角度设定定时开关116的预设时间,通常情况下第一齿轮112需要转动90度或者180度。当定时开关116连通时,转动电机114的供电回路连通,开始转动,此时定时开关116开始计时。当到达预设时间时定时开关116断开,转动电机114的供电回路断电,停止转动。
40.参照图4,捆扎装置200的两端并联有液压缸500,液压缸500所在的支路串联有第二时间继电器530。捆扎装置200的供电回路连通时液压缸500所在支路通电,当第二时间继电器530连通时液压缸500内部的电磁阀会得电。
41.捆扎装置200的两端还并联有驱动液压缸610,当捆扎装置200的供电回路连通时驱动液压缸610内部的电磁阀也会得电。
42.捆扎装置200供电回路所在的支路上还串联有第一时间继电器210。
43.在本技术实施例中,第一时间继电器210和第二时间继电器530可选择通电延时型时间继电器,自然状态下均断开,接收到总开关300连通的信号时开始计时。工作人员可以根据液压缸500和驱动液压缸610的运动速度设定第一时间继电器210的预设时间,根据液压缸500的运动速度设定第二时间继电器530的预设时间。
44.总开关300连通后第一时间继电器210和第二时间继电器530开始计时,到达预设时间后第二时间继电器530连通,此时驱动液压缸610已经驱动限位板600滑动至高于操作台100的位置;到达预设时间后第一时间继电器210连通,此时液压缸500已经压紧纸箱,可以对纸箱进行捆扎。
45.本技术实施例公开一种用于捆扎纸箱的打捆机的实施原理为:在对纸箱进行捆扎时,工作人员首先将未捆扎的纸箱搬运到操作板110上,踩踏总开关300,此时第一时间继电器210和第二时间继电器530开始计时,同时驱动液压缸610得电推动限位板600向上滑动。在第一时间继电器210和第二时间继电器530到达预设时间之前,工作人员需要将纸箱的边缘处和限位板600对齐。第二时间继电器530到达预设时间后液压缸500得电伸长,能够压紧纸箱减少纸箱过于松散的现象。第一时间继电器210到达预设时间后捆扎装置200的供电回路连通,开始对纸箱进行捆扎。
46.纸箱的一端捆扎完成后,工作人员需要松开总开关300,液压缸500和伸缩液压缸500均收缩。工作人员再按下操作台100侧面的按钮115,使得转动电机114的供电回路连通,此时定时开关116连通并且开始计时。在定时开关的预设时间内,转动电机114驱动第二齿轮113转动,第二齿轮113带动第一齿轮112转动,从而使操作板110转动。定时开关116到达预设时间时,操作板110已转动相应的角度,此时定时开关116断开,操作板110停止转动,工作人员重新启动总开关300对纸箱进行捆扎,捆扎完成后将纸箱推至传送辊400处进行传
送。在本技术实施例中工作人员不需要手动搬运纸箱改变方向,转动电机114能够驱动操作板110自动转动,减轻工作人员的了劳动量。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。